Instructions for Maintenance Guide CN.pdf
Page 1 of 6 保养指南 第 1, 3 页 (1- 机器水 平 ) 确认机器水平,已拧紧锁紧螺母。 确认机器四个角的地脚与地面接触,后方中心的地脚已收回没有与地面 接触。 第 5 页 (2 - 印刷高度检查 ) 检查印刷高度设置正确 在“准备”页面,设置、对位、检查对位。 检查边夹上表面和钢网之间的接触情况。 正确的印刷高度是边夹上表面 和钢网之间刚好接触。 如果高度不正确,技术参考手册卷 3 可以作为指导。 第…
Page 1 of 6
保养指南
第 1, 3 页 (1- 机器水平)
确认机器水平,已拧紧锁紧螺母。
确认机器四个角的地脚与地面接触,后方中心的地脚已收回没有与地面
接触。
第 5 页(2- 印刷高度检查)
检查印刷高度设置正确
在“准备”页面,设置、对位、检查对位。
检查边夹上表面和钢网之间的接触情况。 正确的印刷高度是边夹上表面
和钢网之间刚好接触。
如果高度不正确,技术参考手册卷 3 可以作为指导。
第 7, 9, 11, 13 页 (3 轨道平行度检查)
使用工程直角尺和塞规检查轨道平行度。边夹的内侧必须与边夹的外侧
在同一高度或者稍微高出一点点。用塞规检查边夹的外侧缝隙 0.05mm
可以过,0.1mm 不能通过。
如果平行度不正确,向上一级汇报给工程师。
使用基板和 0.2mm 的塞规检查轨道宽度。测量基板左右两侧和边夹的后
面之间的缝隙,误差范围是 0.2mm+/-0.05mm(相当于 0.15mm~0.25mm
之间)
Page 2 of 6
第 15 页(4 无刀片边夹)
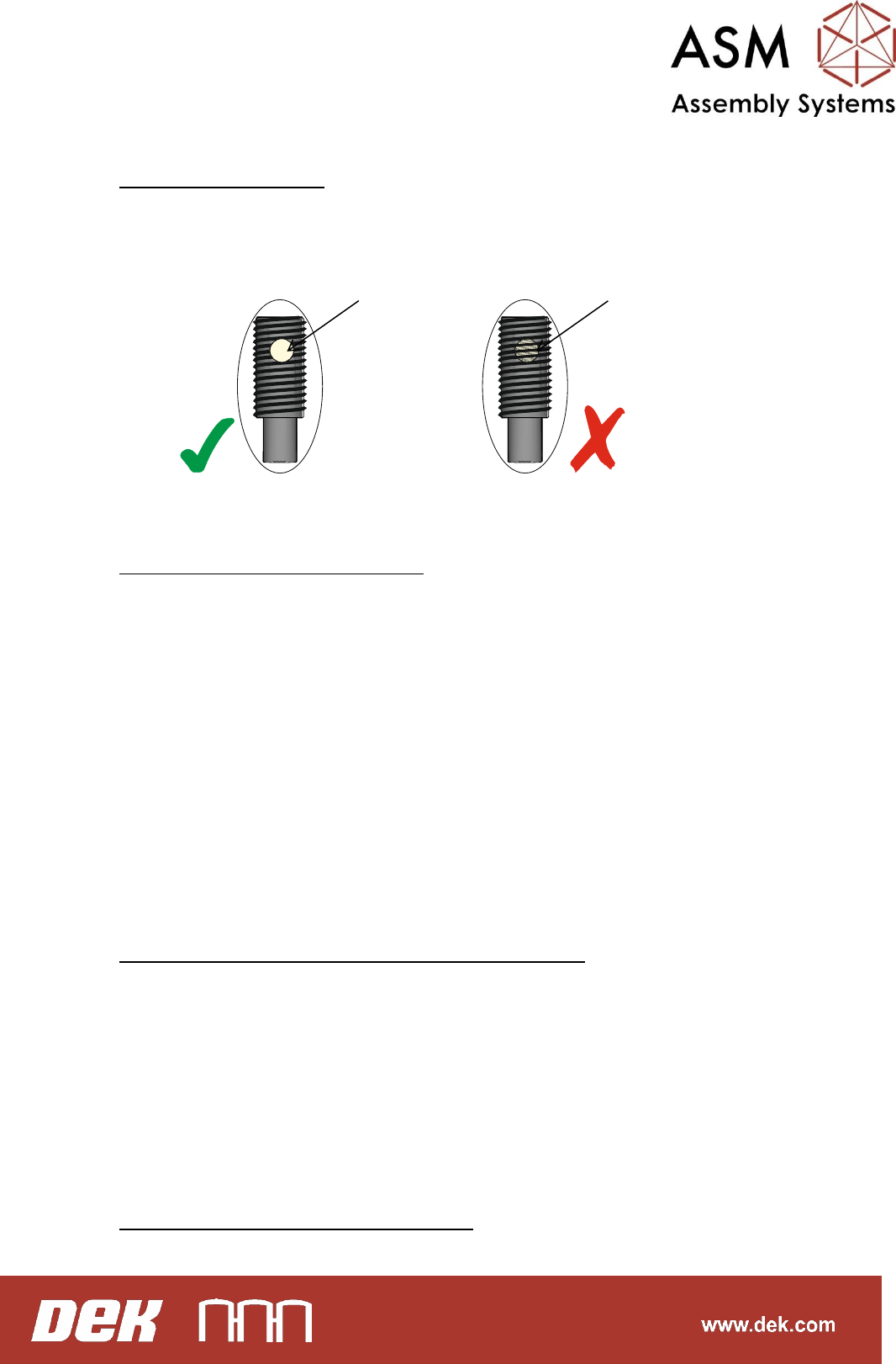
如果高度设置埋头螺钉取出了,不要再使用取出的这个螺钉。埋头螺钉
上的尼龙衬垫会被磨损。
客户应该备一些高度设定埋头螺钉(ASM 料号: 178214)
第 17 页(4-a 无刀片边夹高度设定)
手动把基板放到轨道上。
手动把轨道压下去,调节高度设定的埋头螺钉直到如 17 页的图片显示基
板上的 6 个位置和边夹的上表面在一个平面(或者边夹稍微低
0.05mm)。
自动进板,切换边夹夹紧或者松开状态。
再次检查高度设置。
如果需要进一步调整,再放入基板小心调整埋头螺钉。
注意
:
顺时针旋转埋头螺钉可以升高边夹,逆时针旋转埋头螺钉可以降低
边夹。
第 19, 21, 23 页(5 蓝色钢网清洁器/ 金色钢网清洁器)
握紧金色清洁器的两端,用左手推右手拉然后再向相反的方向重复这个
动作(第 19 页)。检查金色清洁器没有扭曲。如果你感到有扭曲,如
21 页所示重新拧紧固定在导轨滑块上的螺钉。
确认原点磁铁是平行的,如 23 页所示磁铁和磁铁吸片平行。
如果有问题,向上一级汇报给工程师。
第 25, 27, 29 页(6 金色清洁器高度检查)
尼龙衬垫(新
的埋头螺钉)
尼龙衬垫(取出
后的埋头螺钉)
Page 3 of 6
手动放置钢网,钢网面朝下。
如 25 页图片所示,轻推钢网使钢网前网框的边缘到金色清洁器真空本体
的后边缘的位置。
在机器的后面,一人触发金色清洁器的电磁阀使金色清洁器升起(27 页,
按下并保持电磁阀上的橘黄色按钮), 如 29 页所示测量钢网下表面和
钢网网框支撑板之间的间隙。
如果间隙没有在 1.5mm +/- 0.2mm 范围之内,向上一级汇报给工程师。
第 31 页(7 金色清洁器升起电磁阀检查)
在机器的后面,一人触发金色清洁器的电磁阀使金色清洁器升起(如 27
页所示),观察金色清洁器的动作确认左右两边可以同时升降。
第 33 页 (8 蓝色清洁器 (USC) 高度检查)
把钢网的前网框放在清洁器胶条的上面。
使用塞规确认在清洁器胶条和钢网网框之间的间隙是 3.25mm+/-
0.25mm.
如果间隙没有在这个范围,向上一级汇报给工程师。