HS50_advance_level 2.pdf - 第113页
Stud ent Gu ide HS-5 0 Adva nced II 07/2 002 Ed ition 4 Pneum atic 11 9 DF XXP&KHF NEHIRU H3ODFHP HQW 1. Anoth er vacu um check is mad e before p lacement, this ens ures the componen t is sti ll at the no…
07/2002 Edition Student Guide HS-50 Advanced II
4 Pneumatic
10
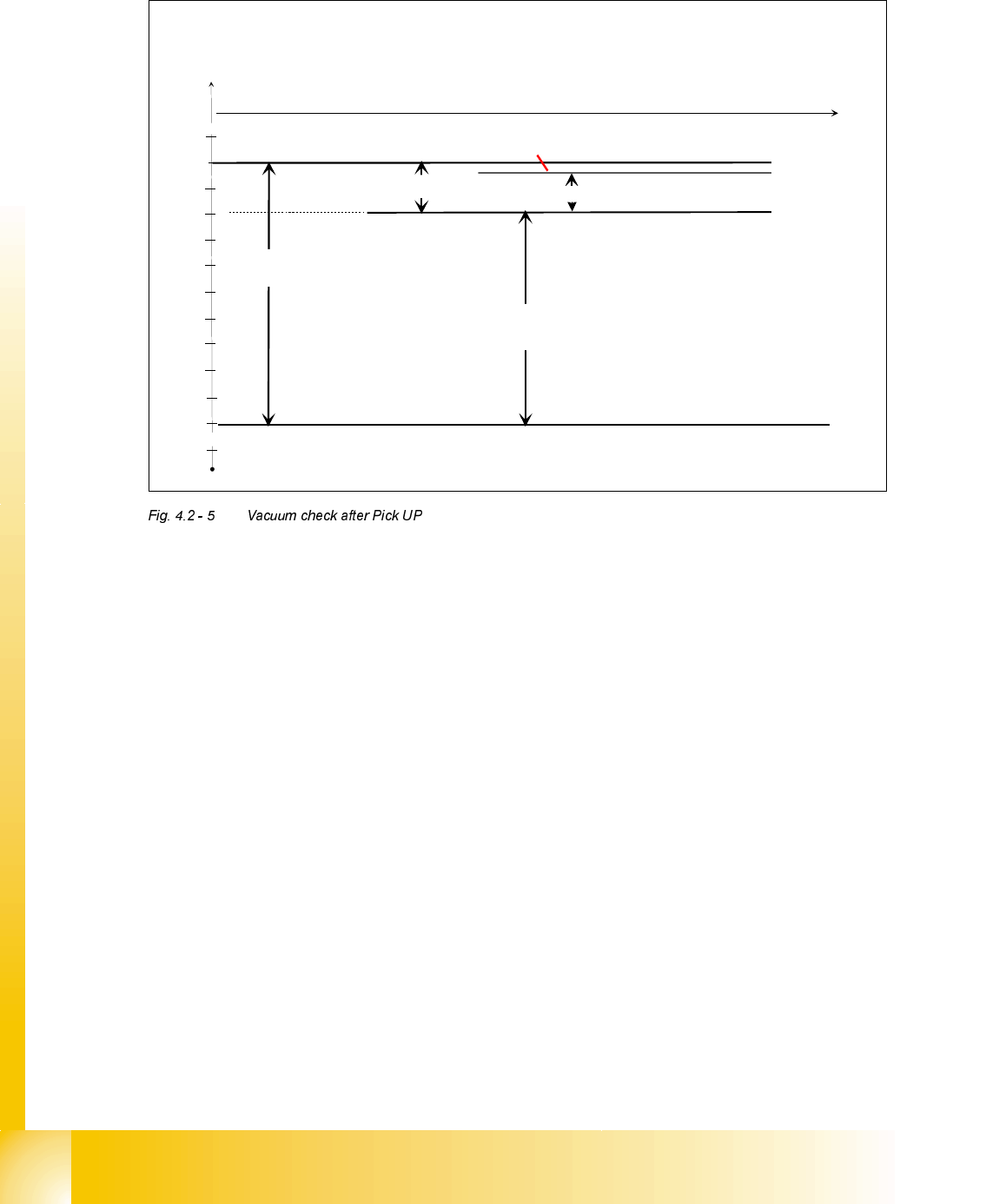
9DFXXP&KHFNDIWHU3LFN8S
1. The first vacuum check is made after pick up when the z axis is in the upper position.
E\DFKLHYHWKHXSSHUOLJKWEDUULHU
2. The second vacuum check is made after pick up when the z axis is in the upper position
E\DFKLHYH= .
3. The component is accepted if the result is within 80% of the nozzle open/closed result deter-
mined during reference.
4. The component is rejected if the result is within 20% of the nozzle open/closed result.
5. The component is immediately re-picked if the result is within 5 mbar of the open value (the
machine assumes no component present).
6. Otherwise the head is moved to the reject bin and the component rejected with air kiss.
-700
-720
-740
-760
-780
-800
-820
-840
-860
-880
-900
0
t
PD[LPXPYDFXXP
9DFXXPQR]]OHFORVHG
9DFXXPQR]]OHRSHQ
9DFXXPGLIIHUHQFHDW
WKHODVWUHIHUHQFHUXQ
(QYLURQPHQWSUHVVXUH
&RPSRQHQWLVUHMHFWHGDWUHMHFWER[
&RPSRQHQWLVDFFHSWHG
DWYDFXXPFKHFN
&RPSLVUHMHFWHG
&RPSRQHQWLPPHGLDWHO\UHSLFNHG
PEDU
3UHVVXUHGLIIHUHQFHQR]]OHLQVLGH!HQYLURQPHQW
Student Guide HS-50 Advanced II 07/2002 Edition
4 Pneumatic
11
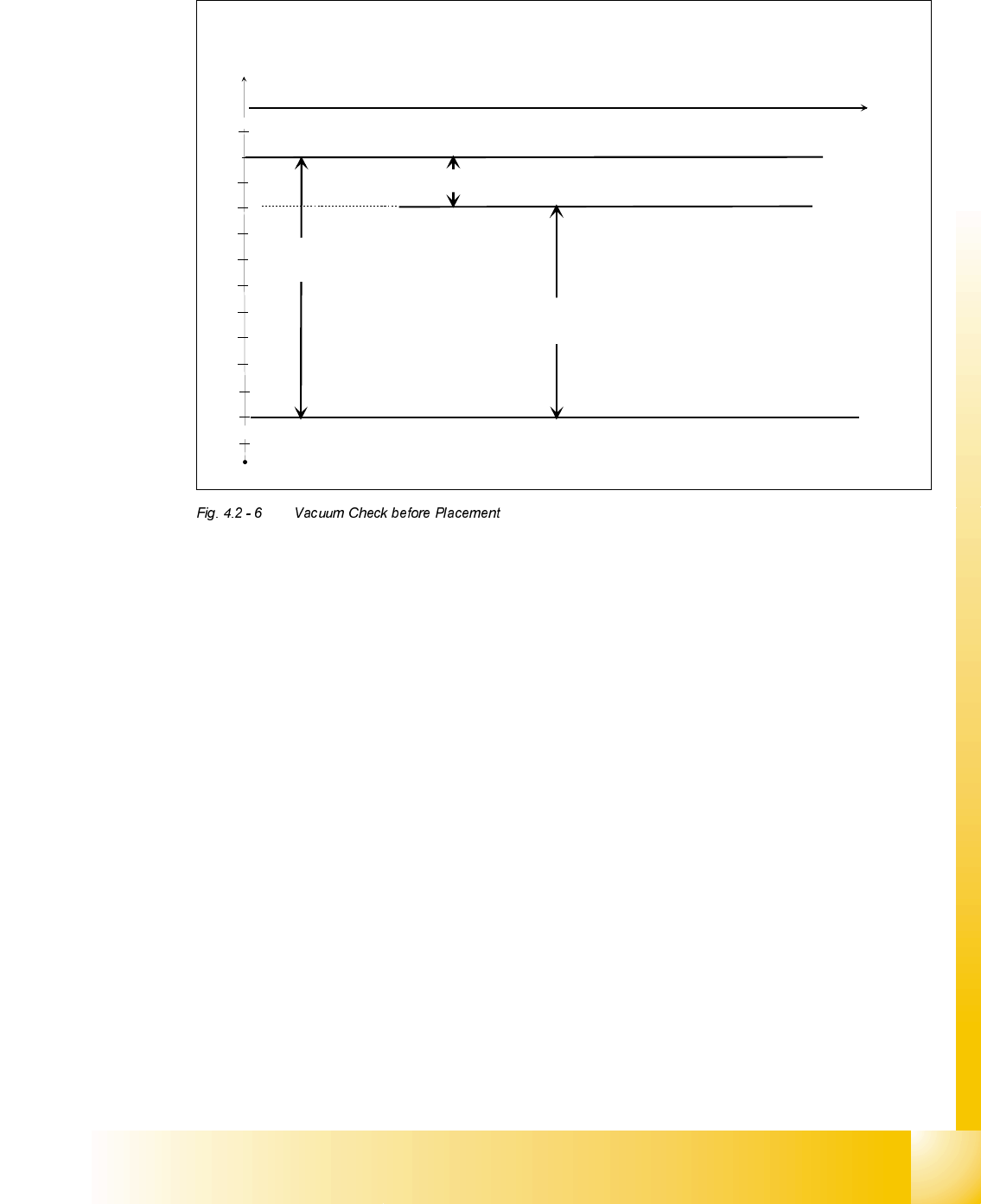
9DFXXP&KHFNEHIRUH3ODFHPHQW
1. Another vacuum check is made before placement, this ensures the component is still at the
nozzle.
2. The same threshold values apply as during pick up. Any failed components will be rejected dur-
ing the next pick up cycle.
3. If a Component Sensor installed and for the specific component activated, the check for
present the component on the nozzle occurred with the component sensor.
9DFXXPFKHFNVIRUFKHFNWKHYDOYHSOXQJHU
In order to check the C&P head function constantly 2 further vacuum checks are carried out in the
placement cycle.
1. A further vacuum check is carried out before pick up a BE´s.
2. A further vacuum check is carried out after placement a BE´s.
3. The vacuum value "before pick up" may vary compared to the value "after placement" by a
maximum of 50 mbar. Otherwise, they receive the error message "Difference in vacuum too
great between placement and pick up" announced.
This inspection is not dependent on the nozzle types.
-700
-720
-740
-760
-780
-800
-820
-840
-860
-880
-900
0
t
PD[LPXPYDFXXP
9DFXXPQR]]OHFORVHG
9DFXXPQR]]OHRSHQ
9DFXXPGLIIHUHQFHDW
WKHODVWUHIHUHQFHUXQ
(QYLURQPHQWSUHVVXUH
&RPSRQHQWLVUHMHFWHGDWUHMHFWER[DWWKHQH[WSLFNXSF\FOH
&RPSRQHQWLVDFFHSWHG
DWYDFXXPFKHFN
3UHVVXUHGLIIHUHQFHQR]]OHLQVLGH!HQYLURQPHQW
07/2002 Edition Student Guide HS-50 Advanced II
4 Pneumatic
12
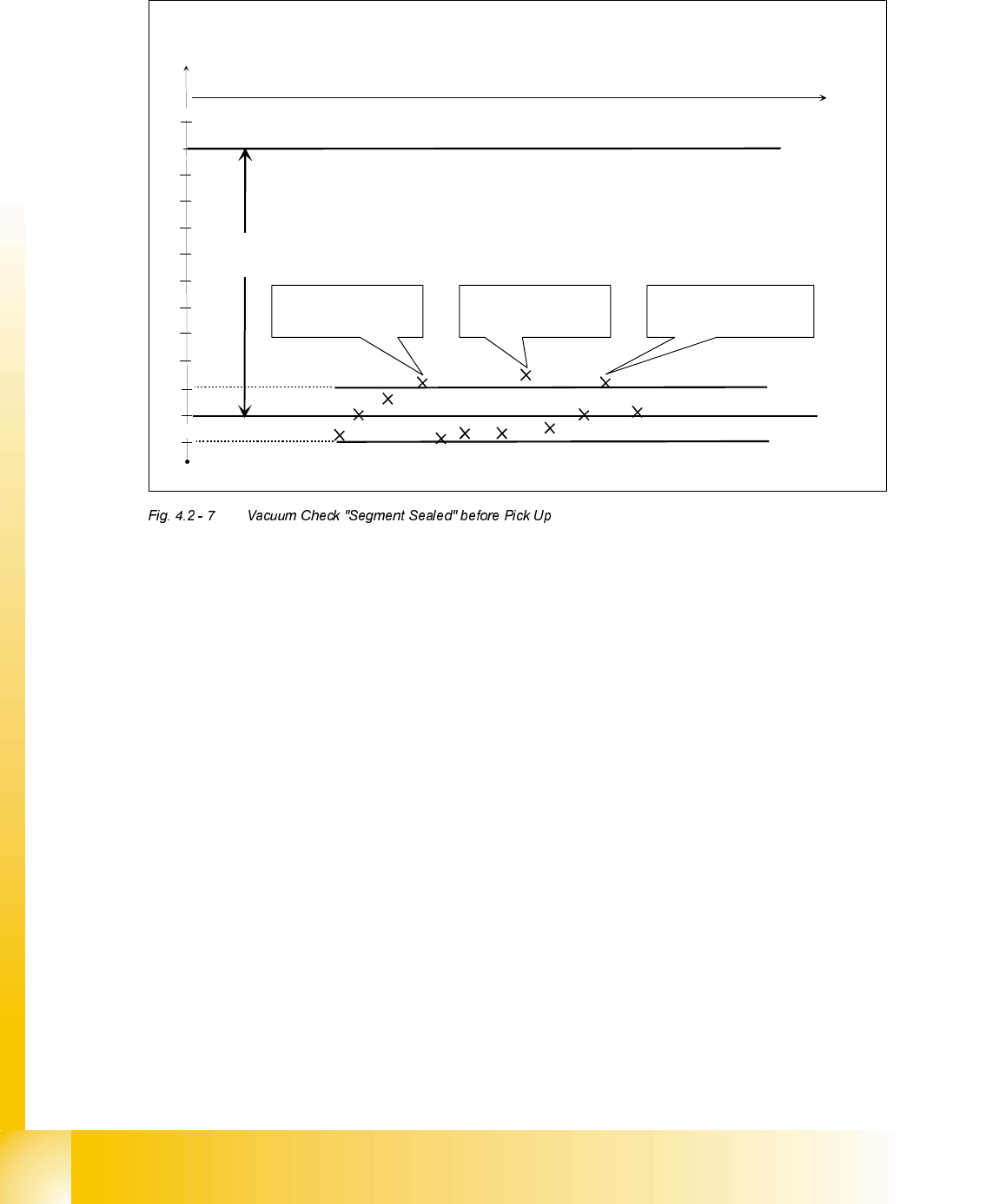
9DFXXP&KHFN6HJPHQW6HDOHGEHIRUH3LFN8S
1. The quality of the segment seal is checked prior to each pick up.
2. This tests the quality of the seal given by the vacuum plunger.
3. Normally the result should be within ± 20 mbar of the closed result determined during refer-
ence.
4. If a result is outside the tolerance, then the machine logs an error. If the error occurs 3 times
within 350 placements at the same segment, an error is reported "Leaky segment".
5. If this error occurs check the condition of the valve plunger.
6. The values for 20 mbar, 3 errors and 350 placements are in the vacuum.MA file.
-700
-720
-740
-760
-780
-800
-820
-840
-860
-880
-900
0
t
-920
7KUHVKROGPEDU
7KUHVKROGPEDU
9DFXXPGLIIHUHQFH
DWUHIHUHQFHUXQ
3UHVVXUHGLIIHUHQFHQR]]OHLQVLGH!HQYLURQPHQW
(UURURQWKLV
VHJPHQWLVORJJHG
(UURUORJJHG (UURURQWKLV
VHJPHQWLVGLVSOD\HG