HS50_advance_level 2.pdf - 第363页
S tudent Guide HS-50 Adva nced II Editio n 07/200 2 12 S pecial handlin g for th e Z-axis 19 7 UDY HOS URILOHZ KHQSODFL QJ %DVLFLQIRU PDWLRQ The up and down pos ition ing types for the Z -axis can be progr a…
Student Guide HS-50 Advanced II
12 Special handling for the Z-axis Edition 07/2002
18
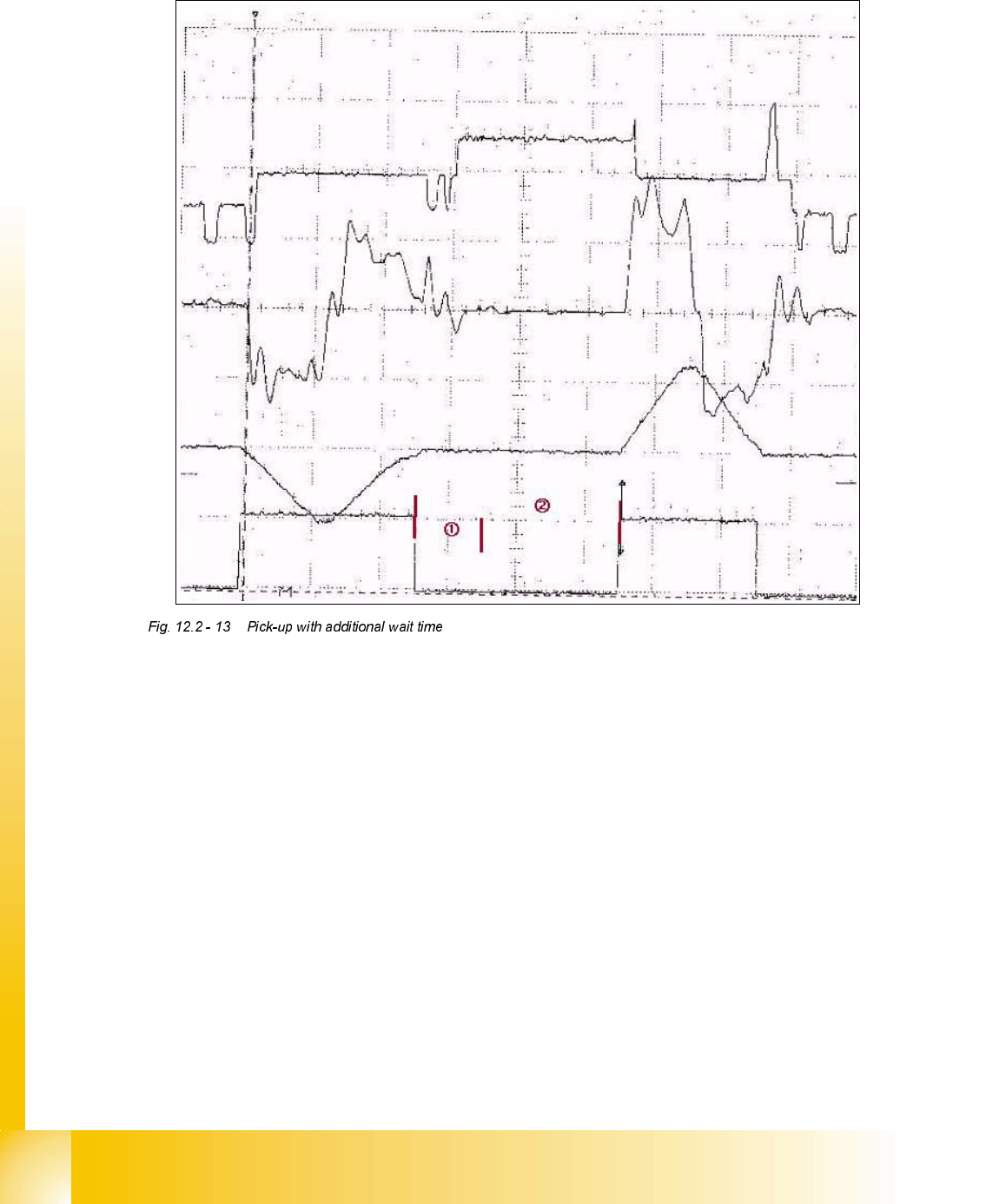
3LFNXSZLWKDGGLWLRQDOZDLWWLPH
The component was picked up using the "standard mode".
6LJQDOVIURPWRSWRERWWRP
Positional deviation: 200 mV 10 ms
Iactual: 5 V 10 ms
Vtarget: 5 V 10 ms
End signal: 5 V 10 ms
The time that the nozzle waits in the feeder when it is on the component can be programmed when
picking up components from special feeders.
Can be combined as desired with all other pick-up modes.
The switching process for the vacuum takes about 10 ms
Additional wait time over the component. The resolution for this time is somewhat fuzzy due to the
reaction time of the system.
Student Guide HS-50 Advanced II
Edition 07/2002 12 Special handling for the Z-axis
19
7UDYHOSURILOHZKHQSODFLQJ
%DVLFLQIRUPDWLRQ
The up and down positioning types for the Z-axis can be programmed separately. The positioning
types do not affect each other and con be combined as desired. Naturally there are combinations
that do not make any sense and take a lot of time.
2YHUYLHZDQGSURJUDPLQJWKHWUDYHOSURILOHVZKHQSODFHPHQW

Student Guide HS-50 Advanced II
12 Special handling for the Z-axis Edition 07/2002
20
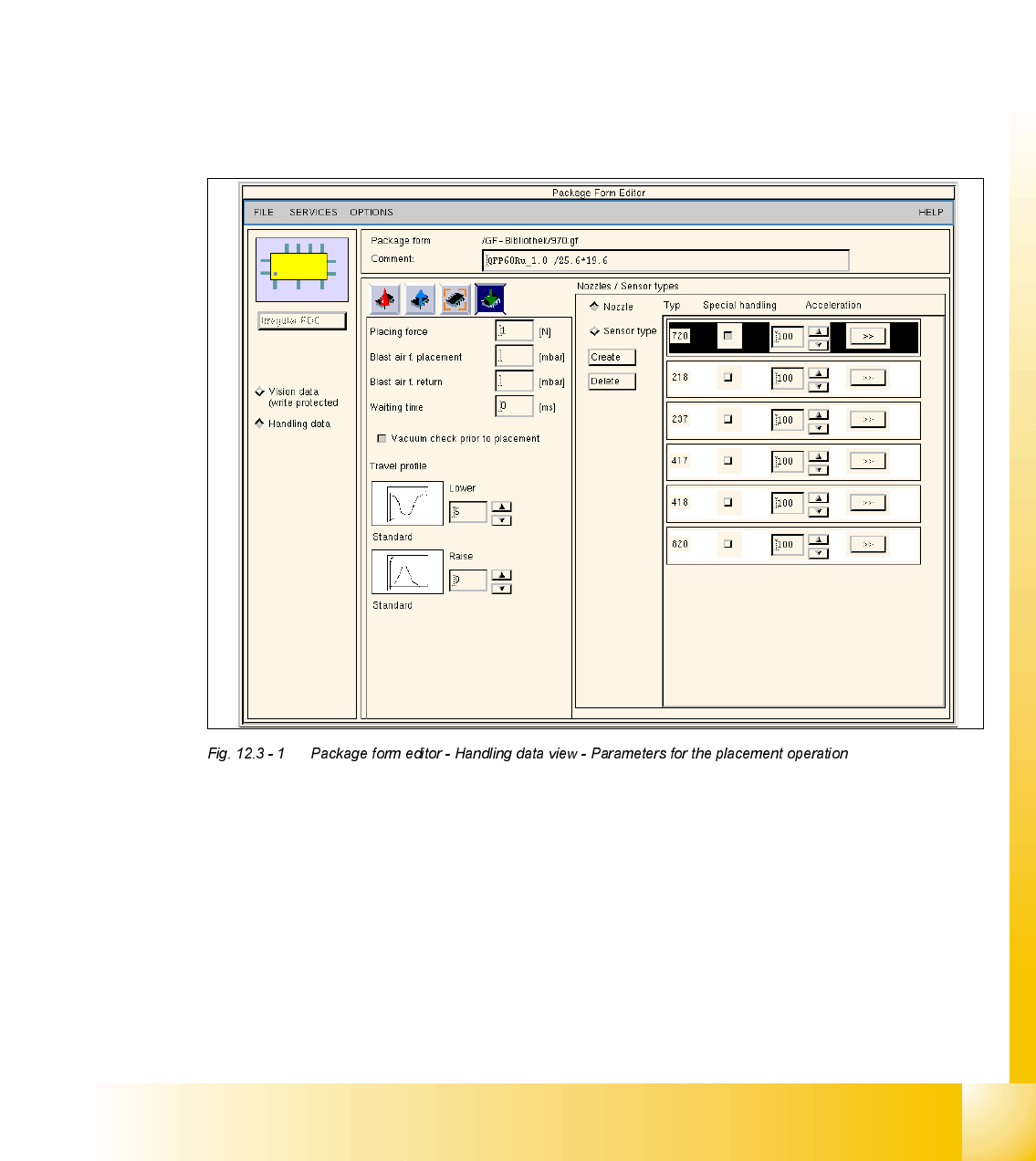
%ULHIGHVFULSWLRQRIWKHKDQGOLQJGDWDIRUWKHSODFHPHQWRSHUDWLRQ
3ODFLQJIRUFH
Force, measured via the current draw, with which the component is pressed into the soldering
paste. The value for the placing force is only active for certain Z-axis travel profiles.
%ODVWDLUISODFHPHQW
Here can be specified the starting point for switching off the blast air when placing a component,
as a result the blast pressure on the nozzel is influenced.(see 6.4.3 Blast air control)
%ODVWDLUIUHWXUQ
Here can be specified the starting point for switching off the blast air when returning a component
(MTC), as a result the blast pressure on the nozzel is influenced.(see 6.4.3 Blast air control)
:DLWLQJWLPH
The wait time is the time that the Z-axis waits on the surface of the component when placing the
component in order to ensure safe and accurate placement when travel profile modes are used
for the Z-axis.
9DFXXPFKHFNSULRUWRSODFHPHQW
A check is conducted on the vacuum before placing a component. The vacuum check is
automatically deactivated for 0201 placement and when nozzles of type 906/706 are used.
7UDYHOSURILOH
Different travel profiles can be selected for the up and down motion of the Z-axis.