HS50_advance_level 2.pdf - 第426页
07/2002 Editio n Student G uide HS -50 Advanc ed II 14 Conveyor System 52 ➠ Where ap plicabl e, push t he stop per bac k into the corre ct posi tion (ce ntered to convey or width). ➠ Perform the ap propria te )LQDOVVWH…
Student Guide HS-50 Advanced II 07/2002 Edition
14 Conveyor System
51
– If the LED also lights up in case of "Stopper moved in", the proximity switch is faulty.
– If the LED lights up but there is not proximity switch signal (sequence comes to a halt with
an error message), there may be a break in the signal line in the proximity switch cable, a
poor plug-and-socket connection at SLIO module on PCB1 or PCB2 or a fault in the SLIO
assembly).
NOTE:
The proximity switches for the stopper position have cables with different lengths and therefore
have different Item Nos. .
For the exchange of this proximity switch the proximity switch cable must be run on a weaving
course as far as the SLIO module PCB1 or PCB2 (layout: see ). This may be somewhat compli-
cated due to the routing of the cable inside the machine base.
You may wish to contact the Siemens SMD Service regarding this work. 14
5HPRYLQJWKH3UR[LPLW\6ZLWFKIRUWKH6WRSSHU3RVLWLRQ
➠ Undo the clamping unit of the proximity switch on the mount and pull out the proximity switch.
➠ Take off the corresponding cable cut cover and FDUHIXOO\remove the cable ties.
➠ Check whether it would be helpful to pull in the new proximity switch cable with the aid of the
old cable, at least in a partial area.
➠ Proceed accordingly and FDUHIXOO\run the wiring of the proximity switch on a weaving
course as far as the SLIO module on PCB1 or PCB2 (layout: see ).
➠ Detach the plug-and-socket connection ; bzw. ;at the SLIO module PCB1 or PCB2 (see
circuit diagram 6/,2PRGXOHRQ3&% or 3&%).
,QVWDOOLQJWKH3UR[LPLW\6ZLWFKIRUWKH6WRSSHU3RVLWLRQ
➠ Initially, push the new proximity switch only YHU\VOLJKWO\ into the hole and do FODPS the prox-
imity switch LQWKLV position.
➠ Carry out all further assembly steps in the reverse order to that described for removal.
➠ Remove all tools, etc., from the working area of the machine.
➠ Load the SITEST program and activate the stopper. Push the proximity switch so far into the
hole that it switches reliably when the stopper (piston) is moved RXWit (change of signal 0 -> 1).
The control LED on the proximity switch must light up. &ODPS the proximity switch in this po-
sition.
([FKDQJLQJWKH6ROHQRLG9DOYH5HPRYDODQG,QVWDOODWLRQ
➠ Pull off the plug-and-socket connection on the faulty solenoid valve.
➠ Undo the screws fastening the solenoid valve to the stopper base unit (2 hexagonal socket
head cap screws M1,6 x 14).
➠ Install the new solenoid valve in the reverse order.
07/2002 Edition Student Guide HS-50 Advanced II
14 Conveyor System
52
➠ Where applicable, push the stopper back into the correct position (centered to conveyor width).
➠ Perform the appropriate )LQDOVVWHSVLQFOXGLQJ)XQFWLRQ&KHFN(see section 14.4).
Test the stopper function in the conveyor menu (place PCB in input) or use SITEST to do so.
NOTE:
In case of a fault in the cable, the cable must be run on a weaving course as far as SLIO module
PCB1 or PCB2 (layout: see ) and plug-and-socket connection X8 or X10 on the SLIO module
PCB1 or PCB2 must be disconnected (see circuit diagram "SLIO module on PCB1" or
"...PCB2").
This may be somewhat complicated depending on the cable routes inside the machine base.
You may wish to contact Siemens SMD Service regarding this work. 14
([FKDQJLQJWKH6WRSSHU$VVHPEO\
NOTE:
Exchange the stopper assembly if the piston is sluggish or leaky.
The stoppers for all of the placement areas are of the same construction.
The assembly "Stopper assembly" is complete, including the solenoid valve (valve assembly).
The proximity switch is not included, because it is advantageous to rebuild it. 14
➠ First, proceed as follows to transfer the mounting position of the stopper to fixed side of the
conveyor:
➠ Where applicable, pull the piston of the faulty stopper out manually (position: "Stopper
moved out").
➠ Push a PCB on the piston of the stopper and transfer the leading edge of the PCB to the
fixed conveyor side with a permanent marker.
➠ Unplug the plug-and-socket connection on the solenoid valve (see Fig. 14.3.11).
➠ Loosen the clamping unit in the cover of the stopper and pull the proximity swiitch out of the
hole (see Fig. 14.3.11). Proceed further according to the conveyor at hand.
Student Guide HS-50 Advanced II 07/2002 Edition
14 Conveyor System
53
5HPRYLQJWKH6WRSSHU$VVHPEO\
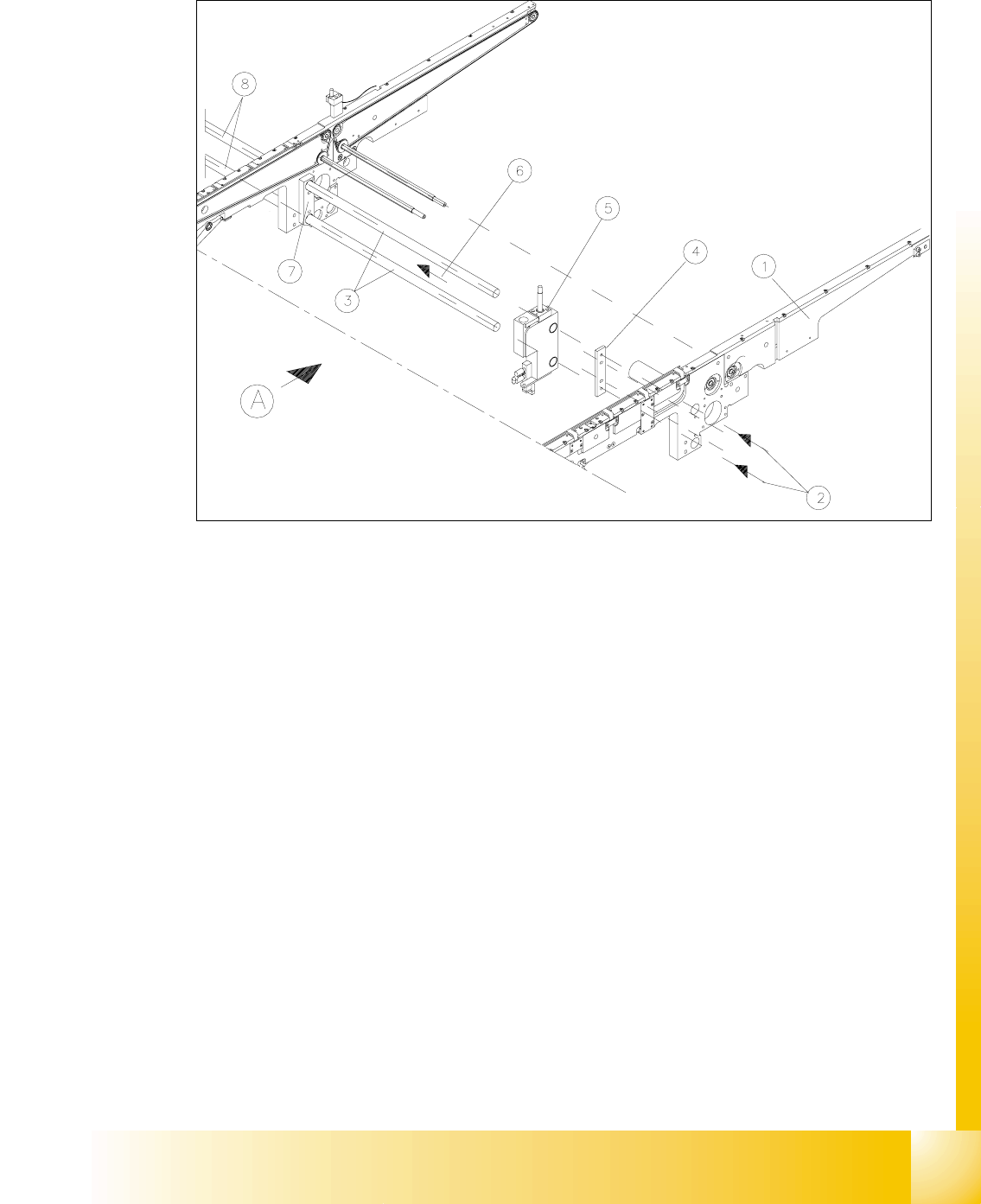
Fig. 14.3.12 Removing the Stopper Assembly
Key to Fig. 14.3.12
➠ Removal of stopper in the single conveyor:
➠ Move the conveyor to maximum width.
➠ Working from the outside of the fixed conveyor, undo the fastneing screws in the center of
the two stopper axles.The screws fastening the connecting strip on inside and outside (see
Fig. 14.3.12) are not loosened.
➠ Push the stopper axles toward the movable conveyor side until you can pull off the "Stopper
A) PCB transport direction
1) Fixed conveyor side 2) Screws fastening the stopper axles
One M6 hexagon socket head cap screw for
each
3) Stopper axles 4) Connection rail outside. If a single conveyor
is involved it is NOT REMOVED
5) Stopper assembly 6) Direction of movement: move axles
7) Connection rail inside WILL NOT BE
REMOVED
8) Continuous stopper axles on dual conveyor