HS50_advance_level 2.pdf - 第428页
07/2002 Editio n Student G uide HS -50 Advanc ed II 14 Conveyor System 54 assembl y" in th e resul tant fap and lift i t out. ➠ Removing the stopper in con veyor 1 of the dual convey or: ➠ Move conve yor 1 apart jus…
Student Guide HS-50 Advanced II 07/2002 Edition
14 Conveyor System
53
5HPRYLQJWKH6WRSSHU$VVHPEO\
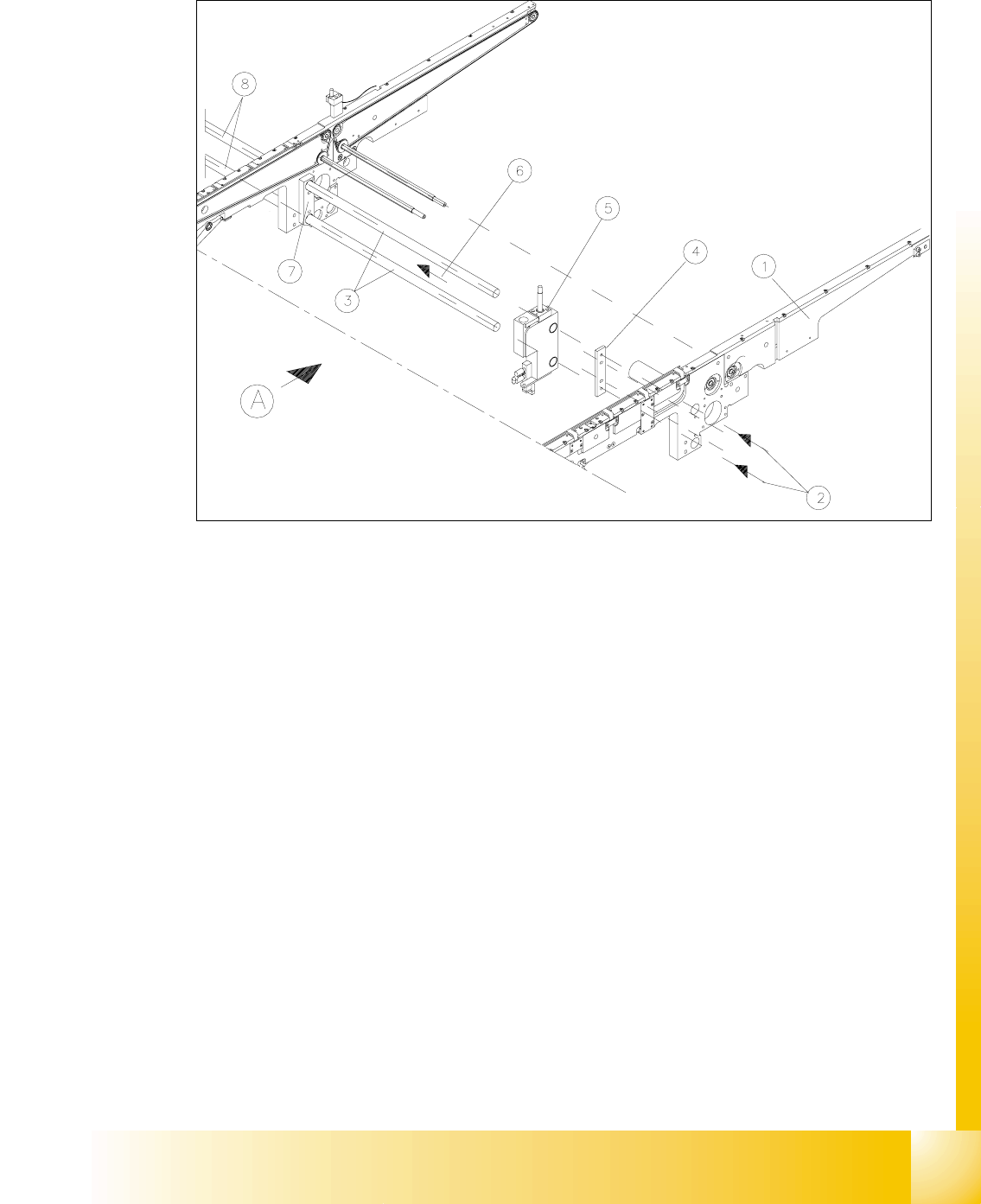
Fig. 14.3.12 Removing the Stopper Assembly
Key to Fig. 14.3.12
➠ Removal of stopper in the single conveyor:
➠ Move the conveyor to maximum width.
➠ Working from the outside of the fixed conveyor, undo the fastneing screws in the center of
the two stopper axles.The screws fastening the connecting strip on inside and outside (see
Fig. 14.3.12) are not loosened.
➠ Push the stopper axles toward the movable conveyor side until you can pull off the "Stopper
A) PCB transport direction
1) Fixed conveyor side 2) Screws fastening the stopper axles
One M6 hexagon socket head cap screw for
each
3) Stopper axles 4) Connection rail outside. If a single conveyor
is involved it is NOT REMOVED
5) Stopper assembly 6) Direction of movement: move axles
7) Connection rail inside WILL NOT BE
REMOVED
8) Continuous stopper axles on dual conveyor

07/2002 Edition Student Guide HS-50 Advanced II
14 Conveyor System
54
assembly" in the resultant fap and lift it out.
➠ Removing the stopper in conveyor 1 of the dual conveyor:
➠ Move conveyor 1 apart just far enough for the fixed side of conv. 2 to still be accessible.
➠ Working from the outside of the fixed conveyor, undo the fastening screws in the center of
the two stopper axles of conveyors 1 and 2.
➠ Push the stopper axles into conveyor 2 until you can pull off the "Stopper assembly" in the
developing gap and lift it out.
➠ Removing the stopper in conveyor 2 of the dual conveyor:
➠ Move conveyor 2 and conveyor 1 to the maximum width.
➠ To remove the stopper, proceed in an manner analogous to that used to describe the single
conveyor (see above).
➠ On the fixed conveyor side of conveyor 1, remove the "connection rail, outside" (undo 2
hexagonal socket head cap screws: see Fig. 14.3.12 -> 4).
➠ Push the stopper axles back toward conveyor and remove the stopper for conveyor 2.
,QVWDOOLQJWKH6WRSSHU$VVHPEO\
➠ Place the new "Stopper assembly" against the fixed conveyor side and push the two two stop-
per axles as far as possible into the holes in the connecting rails.
➠ Connect the plug-and-socket connection to the solenoid valve (see Fig. 14.3.11).
➠ Install the proximity switch as described in VHFWLRQ
➠ Push the stopper DJDLQVWWKHIL[HGVLGHWRDVWRS
➠ Screw down both axleseach in the center (one M6 hexagon socket head screw for each). The
fastening screws must be ORRVHQHGDJDLQODWHUWRDGMXVW the stopper.
➠ Carry out the pertinent ")LQDOVWHSV (see section 14.4).
➠ 6HWWKHVWRSSHUSRVLWLRQDVIROORZV
➠ Use the transport menu to move a PCB into the appropriate placement conveyor.
Open the safety hoods. Manually align the PCB OHDGLQJHGJHWRWKHPDUNon the fixed con-
veyor side. Hold the PCB VHFXUHO\in this position
➠ Push the stopper against the PCB until the piston which moved out is LQFRQWDFWZLWKthe
leading edge of the aligned PCB.
➠ Screw down both axles in H[DFWO\WKLVSRVLWLRQeach in the center (one M6 hexagon
socket head screw for each).
➠ Set the DFWXDWLQJGLVWDQFH of the proximity switch of the stopper as described in section
14.3.18.2.

Student Guide HS-50 Advanced II 07/2002 Edition
14 Conveyor System
55
14.4 Final Steps including Function Check
➠ 5HDGMXVWWKHSDUDOOHOLVPof the movable side of the conveyor to the fixed side if you ORRVHQHG
WKHSUHVVXUHIODQJHRQWKHEHDULQJKRXVLQJ in the course of work on the width adjustment
system(see Fig. 14.3.6 -> 1, 3, 4):
➠ Adjust the conveyor to an average width.
➠ Once again, loosen the screws fastening the accessible pressure flange of the pertinent
conveyor. One pressure flange each of the width adjustment system is to reach easy.
➠ Using a gage (e.g., adjustment plate) or a caliper gage, ascertain the distance between
movable and fixed conveyor side. The measurement points must be located above the cir-
culating spindles.
(see Fig. 14.3.6. -> 1).
➠ Manually turn the recirculating spindle at which the pressure flange was loosened until the
movable side of the conveyor - as established by a new measurement - is exactly parallel
to the fixed side.
➠ Fasten the movable side in place by tightening the pressure flange of the recirculating
spindle (3 cross-slotted screws M3 x 6).
Check: The entire width of the toothed belt must be engaged with the synchronizing disk.
and it must be in contact with the circumference of the deflection pulleys on its entire width.
➠ ,IWKHFXWWHUKDVEHHQUHPRYHG, you will have to re-install it as described in the service man-
ual, chapter "Cutter, Pneumatic" (see safety instructions in the above-named chapter).
➠ ,IWKHQR]]OHFKDQJHUKDVEHHQUHPRYHG, you will have to recalculate the nozzle changer
positions after the changer has been re-installed (SITEST program).
➠ Remove all tools, etc., from the working area of the machine.
➠ Where applicable, push the VWRSSHUback into the correct position (= FHQWHUHGto the width of
the conveyor). Carry out the necessary adjustments and a function check, GHSHQGLQJRQWKH
KRZWKHSUREOHPVZHUHUHVROYHG
– with the station software, transport menu / transport menu / width adj. system,
– with the aid of the SITEST program and on the basis of the "Setting Instructions for HS-50“.