N7201A705C.pdf - 第197页
NPM-W X/WXS EJM9DC-MB-04O-00 4-1-9 ● 能够切换单侧在生产中 处于停止状态的轨道的 机种 ( 切换生产数据或更 换台车 ) 。 A B B A B A B B パス Skip A A Skip ● NPM-WXS 只有 1 个梁,所 以没有独立实装模式。 生产 实装模式 操作手册 4-1-9 ■交互实装模式 ■交互前 ( 后 ) 实装模式 ■独立实装模式 ●贴装头交互动作,进行 生产。 ●各贴装头针对前…
NPM-WX/WXS EJM9DC-MB-04O-00
4-1-8
生产
再开始运转的优先顺序
操作手册
4-1-8
停止的轨道有多个时,根据开始位置设定的不同,再开始运转的优先顺序也不同。
■再开始运转的优先顺序如以下所示。
单一停止错误
发生的位置
(按钮颜色: 黄色)
手动选择
或者自动选择
(按钮颜色: 蓝色)
手动
非选择位置
(按钮颜色: 灰色)
NPM-WX/WXS EJM9DC-MB-04O-00
4-1-9
●能够切换单侧在生产中
处于停止状态的轨道的
机种 (切换生产数据或更
换台车)。
A
B
BA
BA
B
B
パス
Skip
A
A
Skip
●NPM-WXS只有1个梁,所
以没有独立实装模式。
生产
实装模式
操作手册
4-1-9
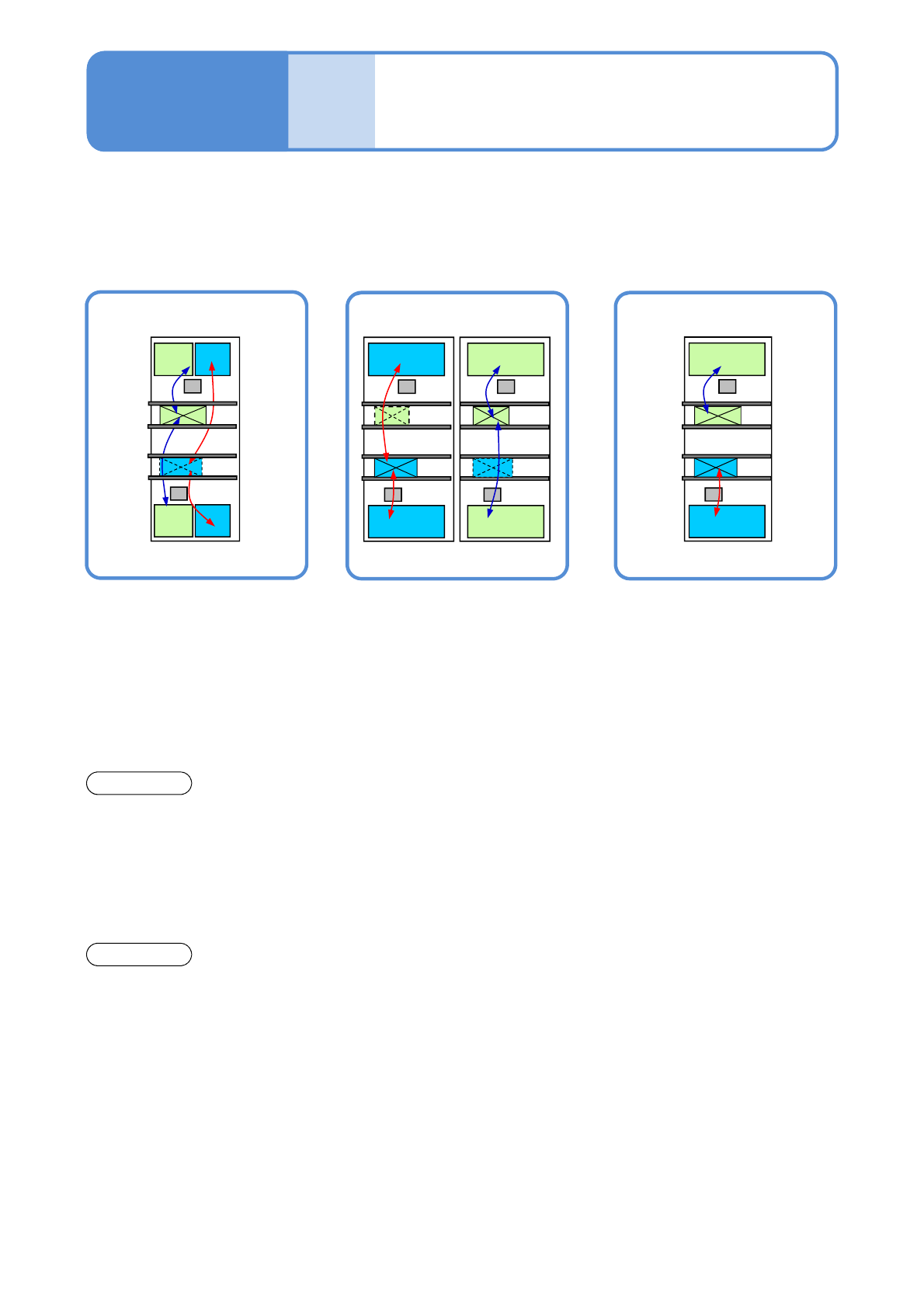
■交互实装模式 ■交互前 (后) 实装模式 ■独立实装模式
●贴装头交互动作,进行
生产。
●各贴装头针对前后轨道
的基板进行生产。
●贴装头交互进行动作,
完成了对象轨道的生产后,
再生产其他轨道的基板。
●使用前后的贴装头,只生产前 (后)
轨道的基板,而通过后 (前) 轨道的
基板。
●各贴装头针对各轨道的
生产基板,进行独立的生产。
前贴装头: 前轨道的生产
后贴装头: 后轨道的生产
特征
●将基板搬送损失降至
最小限。
●能够开始、停止每个轨道的生产。 ●能够开始、停止每个轨道
的生产。
●因贴装头交互动作而不会
产生贴装头待机 (等待对面
贴装动作) 的情形、因此可
提高生产率。
*1)
机种切换
●停止设备后,进行各轨道
的机种切换。
●能够在基板通过过程中,对停止中
的轨道实施机种切换 (生产数据切换
或更换台车)。
*1) 根据基板尺寸,有时会产生贴装头待机的情形。
(→ P.8-1-10-
1 ’实装模式’)
NPM-WX/WXS EJM9DC-MB-04O-00
生产中的画面 1
4-2-1-1
A
EB
C
D
生产中的基板在生产后,再停止生产。
(→ P.4-1-3-
1)
1
1
F
●
●
●
●
●
SIM
COND
BPASS
TPASS
SKIP
SAFE
●
F
生产
信息
生产中、停止中的
确认方法 1
操作手册
4-2-1
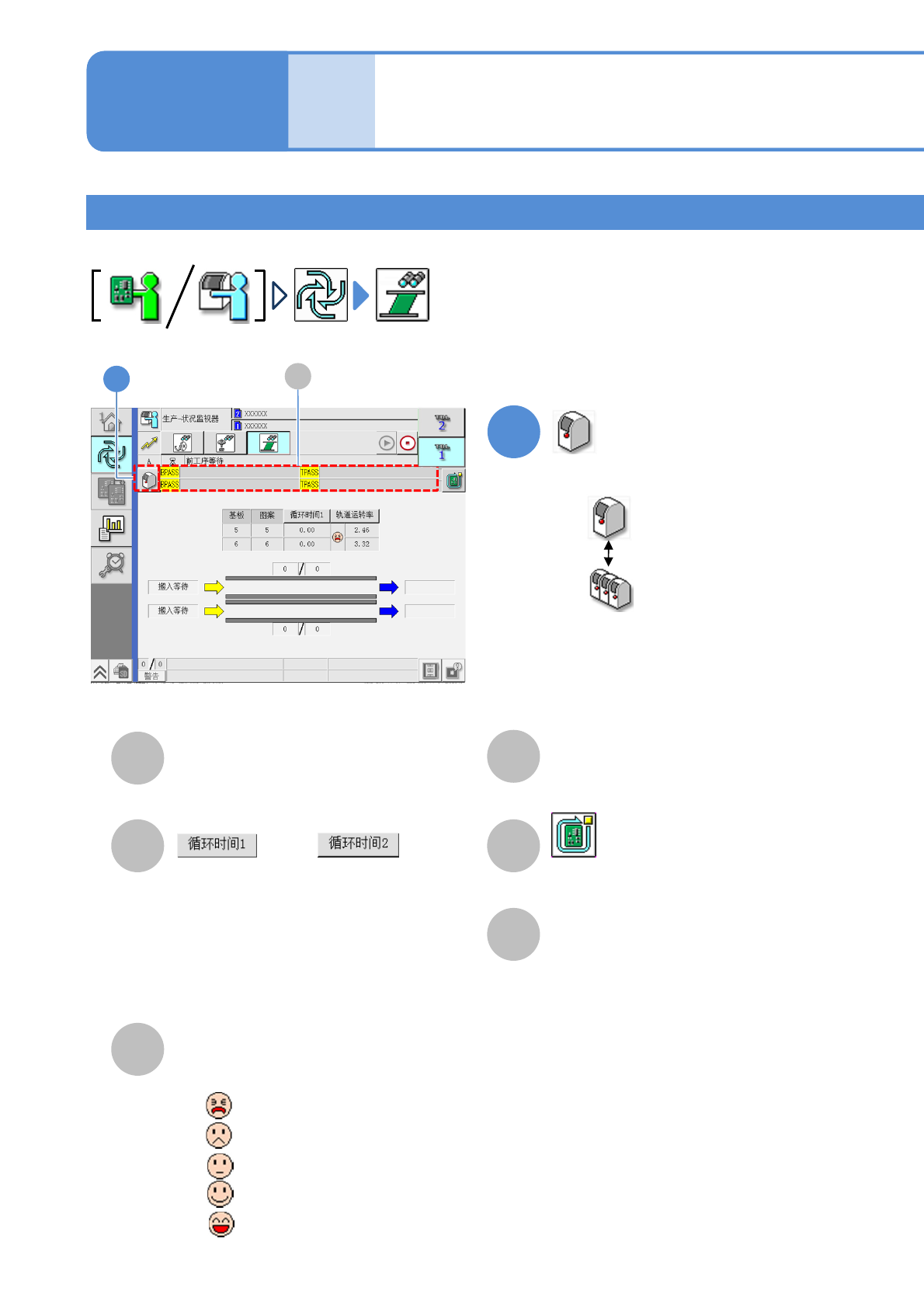
●生产中,显示生产信息及运转状況。
■贴装头
生产数量
生产的基板数量和图案数量。
切换显示生产1片基板所需要的时间。(每按
一次可切换显示内容)
●循环时间1
从贴装前夹紧完成,到实贴装完成解除
夹紧的时间。
●循环时间2
包括传送时间的贴装时间。
或者
台运转率
设备的运转率。
(能够在动作参数下实施变更)
●
●
●
●
●
: 0%以上~20%未満
: 20%以上~40%未満
: 40%以上~60%未満
: 60%以上~80%未満
: 80%以上~100%以下
贴装点数
贴装完毕的元件点数/所有贴装点数。
生产条件
用于调整的开关的模拟模式
处于被选状态中
条件实装处于被选状态中
生产数据的基板通过处于被
选状态中
生产数据的工作台通过处于
被选状态中
生产数据的元件跳过处于被
选状态中
生产数据的安全模式处于被
选状态中
选择设备单位或者生产线单位。
: 设备单位
: 生产线单位