FX-2操作手册.pdf - 第53页
操作手册Ⅱ 第 2 章 生产 2- 1 概要 生产概略流程图如下。本书对 No2 ~ No5 、 No9 ~ No12 进行说明。 No. 流程图 备注 1 进行日常检查 , 确认主空气压力 ( 0. 5MPa) ,检查 ATC 周围状况等。 2 3 实行前,确认设备内部是否有 异物等。 4 在节假日过后或在寒冷地带使用 前, 需 要进行预热 ( 预热 10 分钟左右 ) 。 参见『第 2-3 章 预热』 5 6 在日常检查中或在设置基…
操作手册Ⅱ
1-9 缩略语说明
缩略语
意 义
中文 英语
ATC 自动工具交换装置 (Auto Tool Changer)
BMR 坏板标记识别器 (Bad Mark Reader)
EPU 外部编辑程序单元 (External Programming Unit)
FPI 送料器位置指示器 (Feeder Position Indicator)
HLC 主控计算机 (Host Line Computer)
HMS 高度测量系统 (Height Measurement System)
HOD 手持操作盘 (Handheld Operating Device)
LNC
新概念激光校准 (Laser Align New Concept)
OCC 位置校正摄像机 (Offset Correction Camera)
PWB 印刷基板 (Printed Wiring Board)
1-40
操作手册Ⅱ
第 2 章 生产
2-1 概要
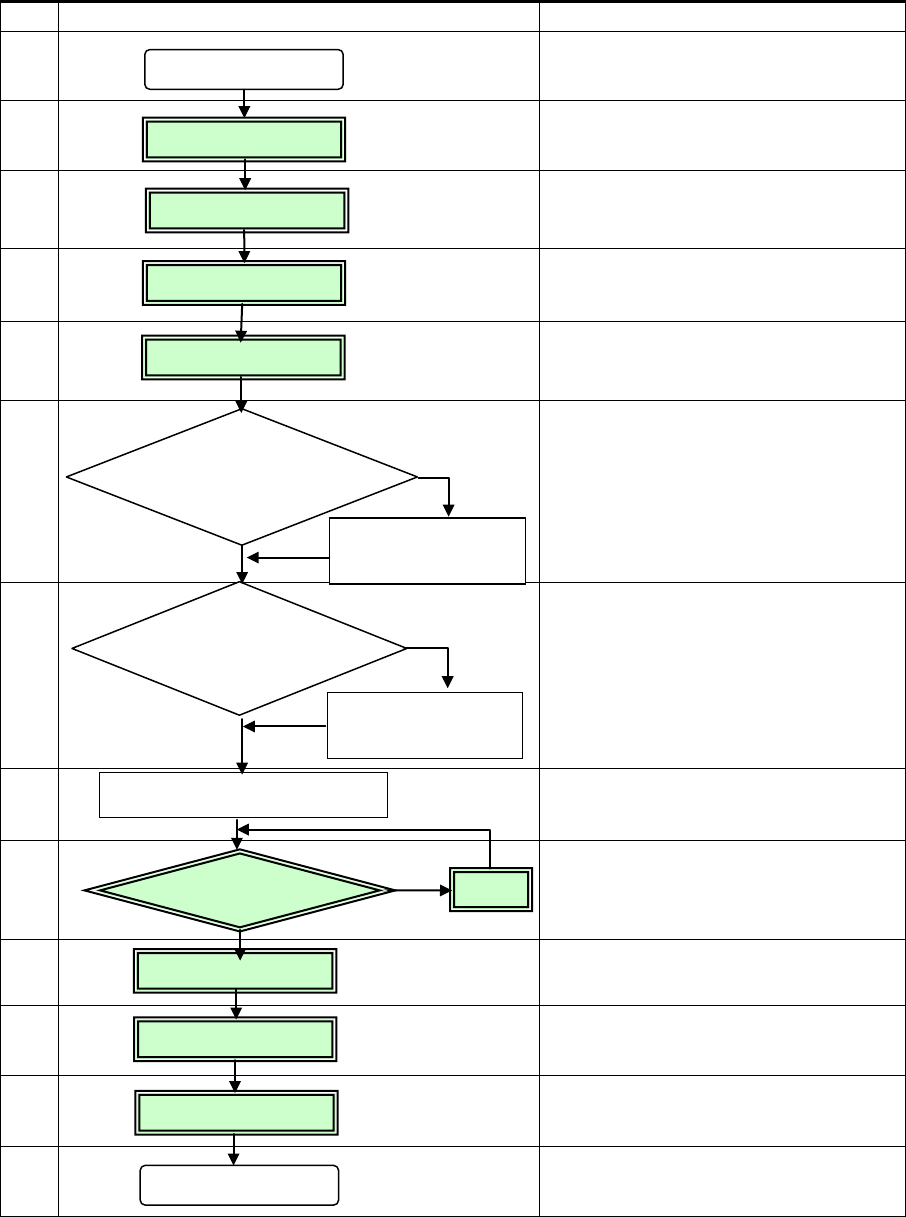
生产概略流程图如下。本书对 No2~No5、No9~No12 进行说明。
No. 流程图 备注
1
进行日常检查, 确认主空气压力
(0.5MPa),检查 ATC 周围状况等。
2
3
实行前,确认设备内部是否有异物等。
4
在节假日过后或在寒冷地带使用前,需
要进行预热(预热 10 分钟左右)。
参见『第 2-3 章 预热』
5
6
在日常检查中或在设置基板、清扫吸
嘴、改变基准针位置后,如果改变了
机器的初始设置时,请重新进行“机
器设置”。
(参见『第 4-4 章 机器设置』)
7
参见『第 4-1 章 数据库』
8
9
出现贴片位置偏移、定心不准等未能
正常贴片的情况时,可在「编辑程序」
中进行修正。部分元件数据可在「生
产」画面中进行修正。
10
11
12
13
定期检查
(参见『第 3 章 日常检查』)
电源
ON
设备检查
返回原点
预热
设置基板
机器设置状况
的变更
用「机器设置」
来设定变更部分
制作元件数据库
用「数据库」来制作
元件数据
有问题时
生产
退出生产
电源 OFF
无异常
必要时
必要时
不必时
不必时
修正
编辑、制作生产程序
日常检查
贴片确认
2-1
操作手册Ⅱ
2-1-1 生产模式
生产有基板生产、试打、空打三种运行模式。
No.
生产模式
内容
1 基板生产 设定生产数量,实际生产基板。
2 试打 在实际进行生产前,限定元件进行试打,使用贴片摄像机的跟踪功能,
判断贴片正确与否。如有不合格品,通过示教进行调整。
3 空打 不使用元件而确认吸取贴片动作情况。
* 进行基板生产、试打、空打时,可设置各自的生产条件、试打条件、空打条件等。
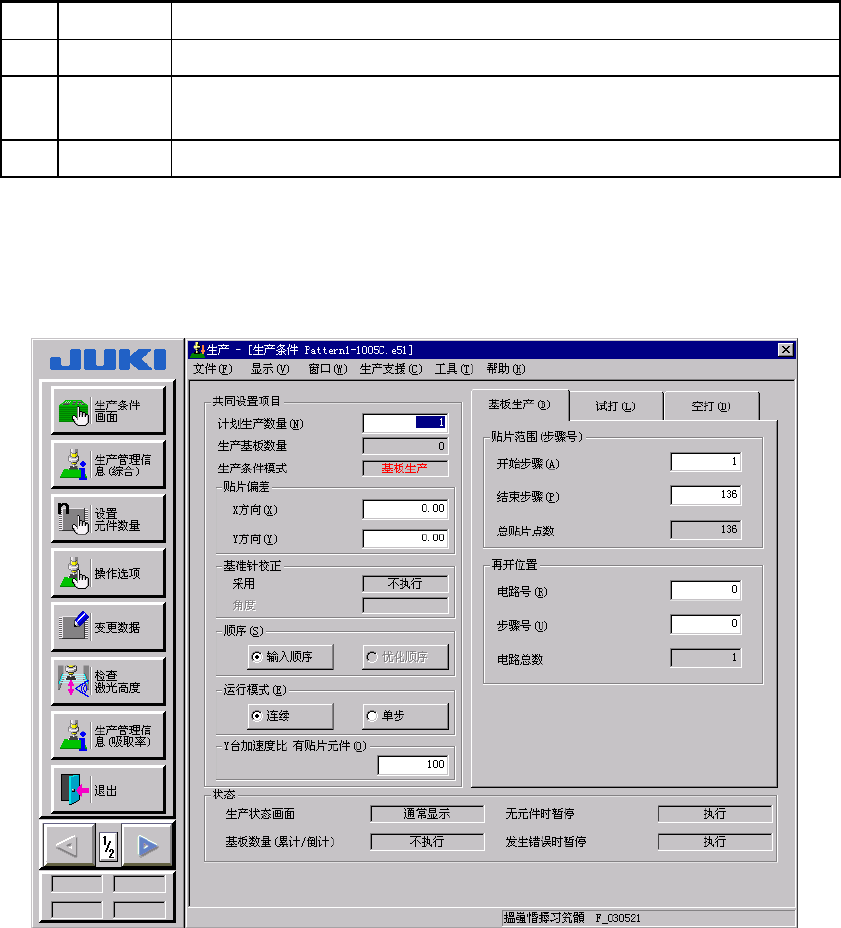
2-1-2 生产主菜单
从桌面画面的菜单栏中选择 [生产][基板生产]、[试打]或者[空打]后,显示对应的生产
条件画面。按桌面的命令按钮,也可以显示基板生产画面。
图 2-1-1 生产条件画面示例--选择基板生产
2-2