NPM服务手册.pdf - 第107页
NPM 服务手册 4.3 XY 轴驱动关系 EN1SCC-83-030-C0 4.3-14 ( 图 8) 固定螺栓 ( 图 9) KB 侧 ( 图 10) 防止损伤薄垫片 治具 固定螺栓 ( 图 7) 9. 卸下在 FRONT 、 REAR 的轴下侧的 ,与线性导轨块之间 的固定螺栓。 ( 图 7) 10. 卸下下部线性导轨的固 定螺栓,将线性导轨拉到前面。 ( 图 8) 11. 清扫安装面后,暂时安 装新的线性导轨。 下侧为 KB 。…
NPM
服务手册
4.3 XY 轴驱动关系
EN1SCC-83-030-C0
4.3-13
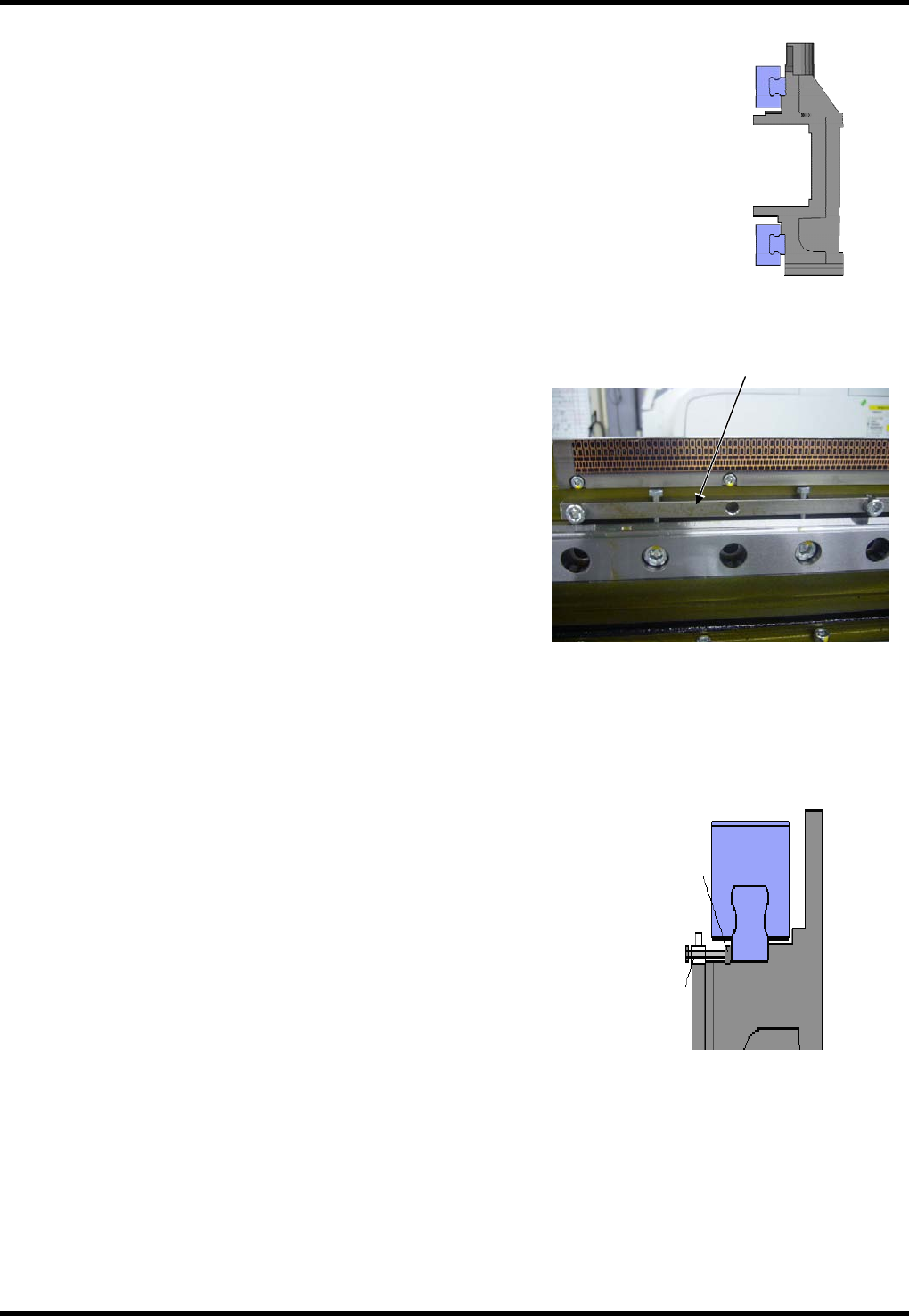
(图 4)
KB 侧
Y 轴线性导轨安装治具
(图 5)
(图 6)
防止损伤薄垫片
治具
6. 清扫安装面后,暂时安装新的线性导轨。
=注意=
使线性轨道下面的轨道基准线向主体基准面侧。
将 KB 的线性导轨安装在下侧。(图 4)
在移动导轨块之前,请擦去导轨和块之间的防锈油。
7. 使用 Y 轴线性导轨安装治具,将线性导轨推压到基准面固定
住。(图 5)
=注意=
在螺栓孔的中央位置,决定 LM 导轨的位置。
首先在 LM 导轨的端面侧安装治具,夹住防止损伤薄垫
片的状态下,用按压螺栓将 LM 导轨接触到基准面,将
其固定住。(图 5、图 6)
按照治具的长度,结束 LM 导轨的固定后,先卸下治具,
并将治具移动后再安装,继续进行同样的作业一直到相
反侧的端面。
8. 在安装孔的中央位置,将 FRONT、REAR 的轴上部和线性导轨块暂时固定住。
NPM
服务手册
4.3 XY 轴驱动关系
EN1SCC-83-030-C0
4.3-14
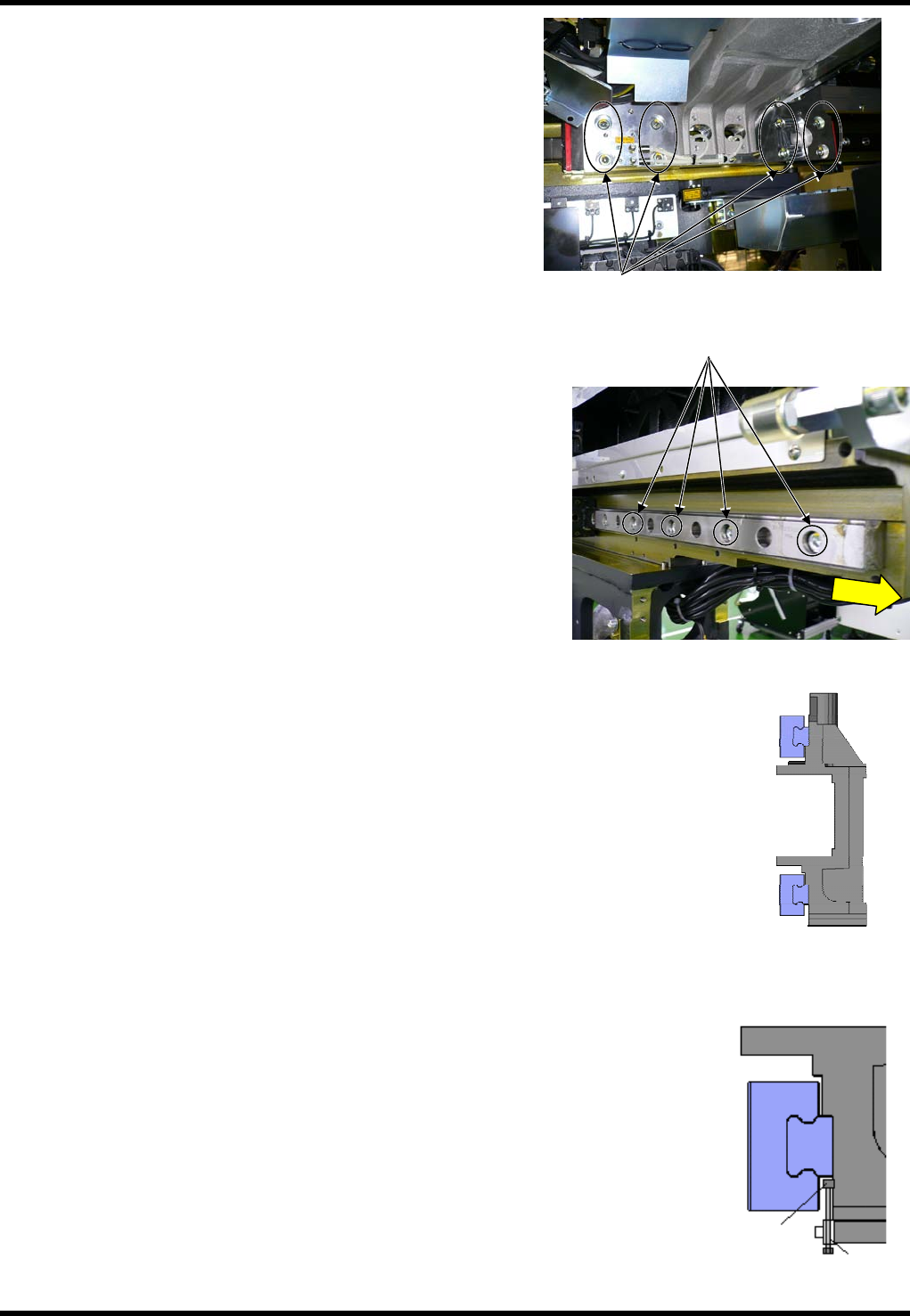
(图 8)
固定螺栓
(图 9)
KB 侧
(图 10)
防止损伤薄垫片
治具
固定螺栓
(图 7)
9. 卸下在 FRONT、REAR 的轴下侧的,与线性导轨块之间
的固定螺栓。(图 7)
10. 卸下下部线性导轨的固定螺栓,将线性导轨拉到前面。(图 8)
11. 清扫安装面后,暂时安装新的线性导轨。
下侧为 KB。(图 9)
=注意=
在移动导轨块之前,请擦去导轨和块之间的防锈油。
12. 使用 Y 轴线性导轨安装治具,在将线性导轨推压到基准面的
状态下,将其固定住。(图 9)
=注意=
在螺栓孔的中央位置,决定 LM 导轨的位置。
首先在 LM 导轨的端面侧安装治具,在夹住防止损伤薄垫片
的状态下,用按压螺栓将 LM 导轨接触到基准面,将其固定住。(图 10)
按照治具的长度,结束 LM 导轨的固定后,先卸下治具,
并将治具移动后再安装,继续进行同样的作业一直到相反侧的端面。
NPM
服务手册
4.3 XY 轴驱动关系
EN1SCC-83-030-C0
4.3-15
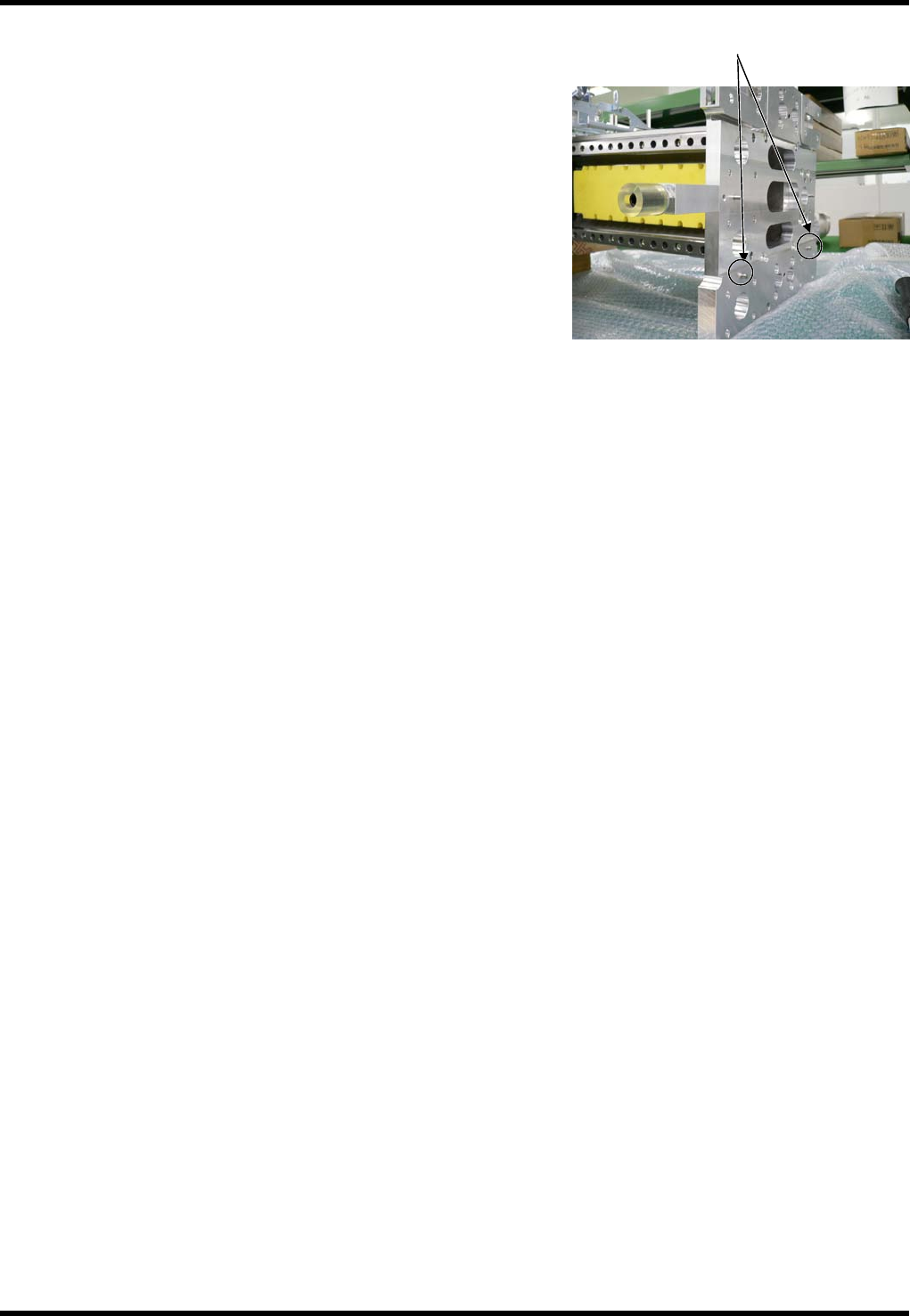
13. 固定住 FRONT、REAR 的轴下部和线性导轨块。
=注意=
在螺栓孔的中央位置,决定线性导轨块的位置。
由于轴的基座上有定位销,为了使该定位销和下部的
线性导轨块之间没有间隙,将线性导轨块固定住。(图 11)
请拧松上部线性块固定螺栓后,从上面压住将其固定住。
14. 将 FRONT、REAR 的轴上部和线性导轨块固定住。
15. 安装前面盖和操作盘。
16. 安装头。
17. 将电源和空气置于 ON,进行 Y 轴和线性刻度调整,以及 Y 轴原点调整。
== 请参照‘4.3.1 线性刻度的调整’
・
‘4.3.2 XY 原点调整’
18. 进行示教。
(图 11)
定位销