NPM服务手册.pdf - 第111页
NPM 服务手册 4.3 XY 轴驱动关系 EN1SCC-83-030-C0 4.3-18 4.3.6 线性电机的交换 Unit No. N610052923AA N610052924AA 4.3.6 线性电机的交换 4.3.1 线性刻度的调整 4.3.2 XY 轴 原点调整 X 轴线性电机的交换 9. 1. 将电源和空气置于 OFF 。 2. 卸下头。 3. 卸下线性电机的可动子。 ( 图 1) 4. 卸下线性电机的固定子。 5.…
NPM
服务手册
4.3 XY 轴驱动关系
EN1SCC-83-030-C0
4.3-17
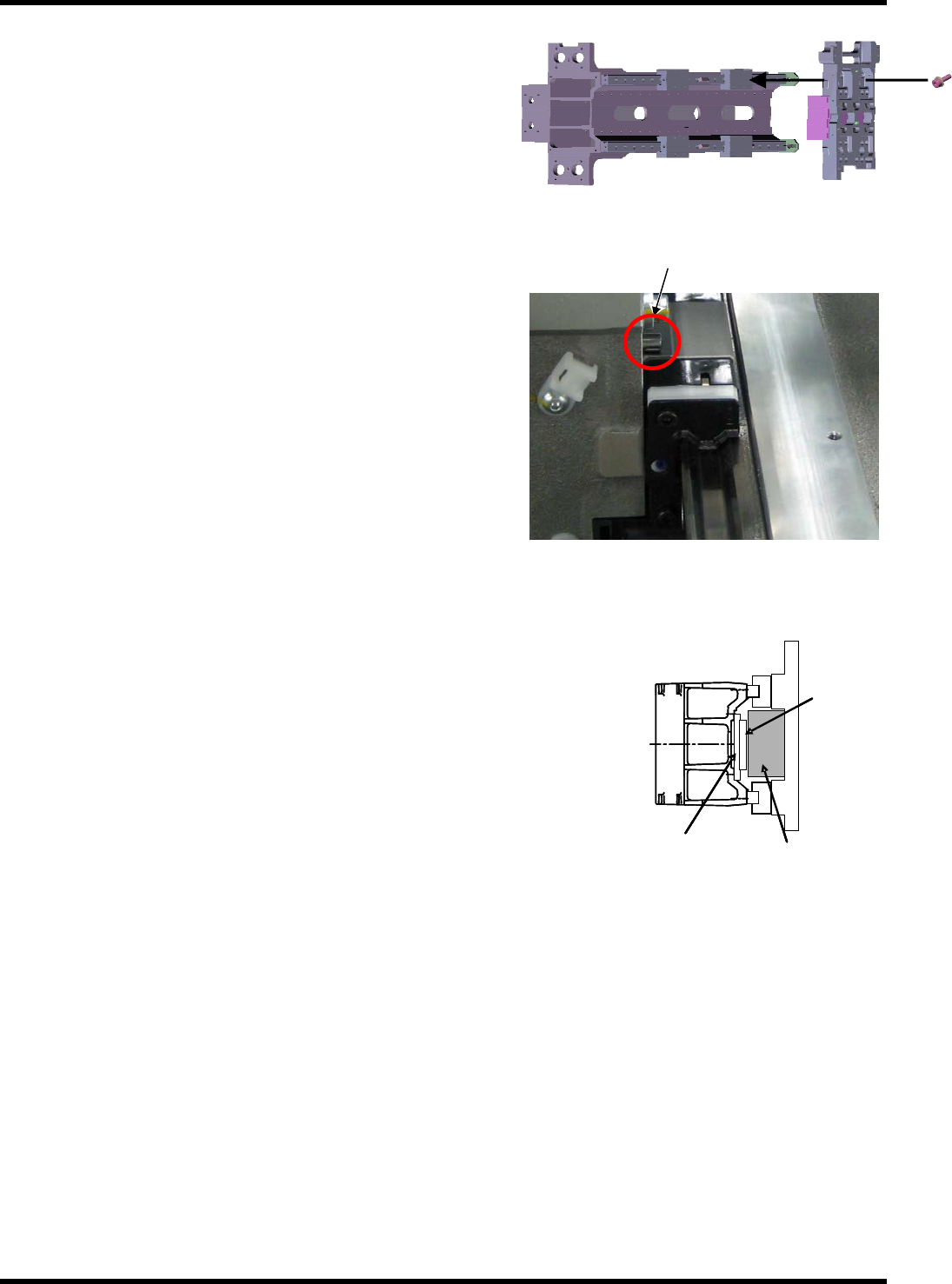
7. 在导轨块上安装头基座。(图 3)
由于头基座上有定位销,使导轨块和销之间没有间隙,
将头基座安装在导轨块上。(图 4)
8. 确认线性电机的固定子和可动子之间的间隙,并进行调整。(图 5)
=基准值=
固定子和可动子之间的间隙 : 0.1 ~ 0.5mm
0.1mm 的间隙规可通过,0.6mm 的间隙规不可通过。
9. 确认 X 轴线性编码器和线性刻度之间的间隙。
=基准值=
编码器头和线性刻度之间的间隙 : 0.4 ± 0.1mm
== 请参照‘4.3.1 线性刻度的调整’
10. 安装头。
11. 将电源和空气置于 ON 后,进行 X 轴线性刻度调整和 X 轴原点调整。
== 请参照‘4.3.1 线性刻度的调整’
・
‘4.3.2 XY 原点调整’
12. 进行示教。
(图 5)
确认 GAP
可动子
固定子
应在没有间隙的状态下,安装。
(图 4)
(图 3)
NPM
服务手册
4.3 XY 轴驱动关系
EN1SCC-83-030-C0
4.3-18
4.3.6 线性电机的交换
Unit No.
N610052923AA
N610052924AA
4.3.6 线性电机的交换
4.3.1 线性刻度的调整
4.3.2 XY 轴原点调整
X 轴线性电机的交换
9.
1. 将电源和空气置于 OFF。
2. 卸下头。
3. 卸下线性电机的可动子。(图 1)
4. 卸下线性电机的固定子。
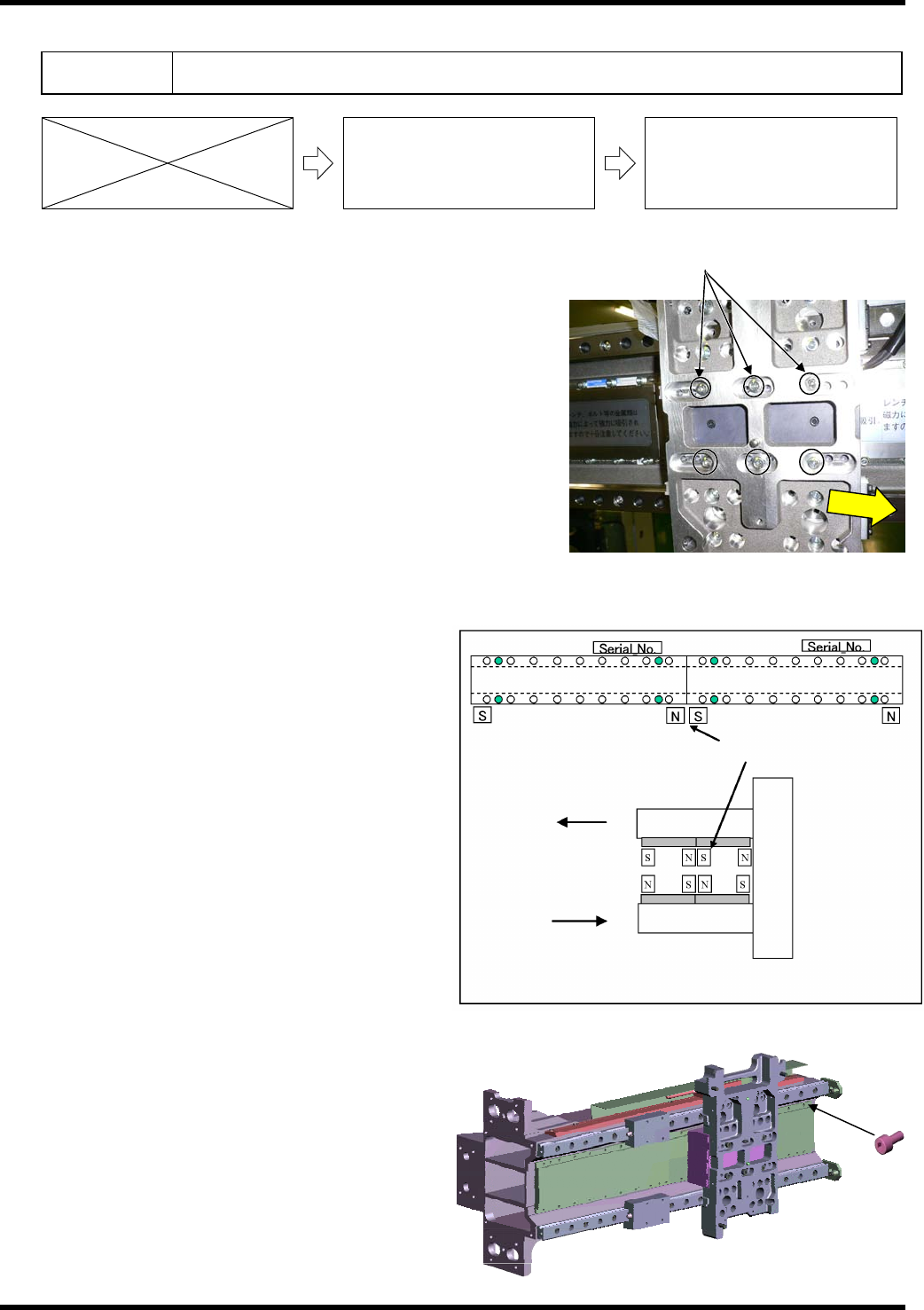
5. 安装固定子。
=注意=
将头板靠在端部侧,在端部侧安装 Y 轴侧的固定子(A)。
有向均匀地安装。将 S 极、N 极的有标签的一侧向下侧,
将其从上面压在 X 轴的有层部分,在安装孔的中心位置固定
住。
FRONT 和 REAR,都将 S 标记 (+) 向移动方向安装。
将头板靠在相反侧后,固定另一个的固定子。
REAR 侧的固定子 (B) 也同样地安装。
6. 安装可动子。
=注意=
FRONT 和 REAR,都将可动子配线向自由
端子侧方向安装。
上下方向,均匀地安装。
(图 1)
螺栓
(图 2)
极性标记
+方向
+方向
X-R 轴
X-F 轴
从设备上面看
(B)
(A)
(图 3)
NPM
服务手册
4.3 XY 轴驱动关系
EN1SCC-83-030-C0
4.3-19
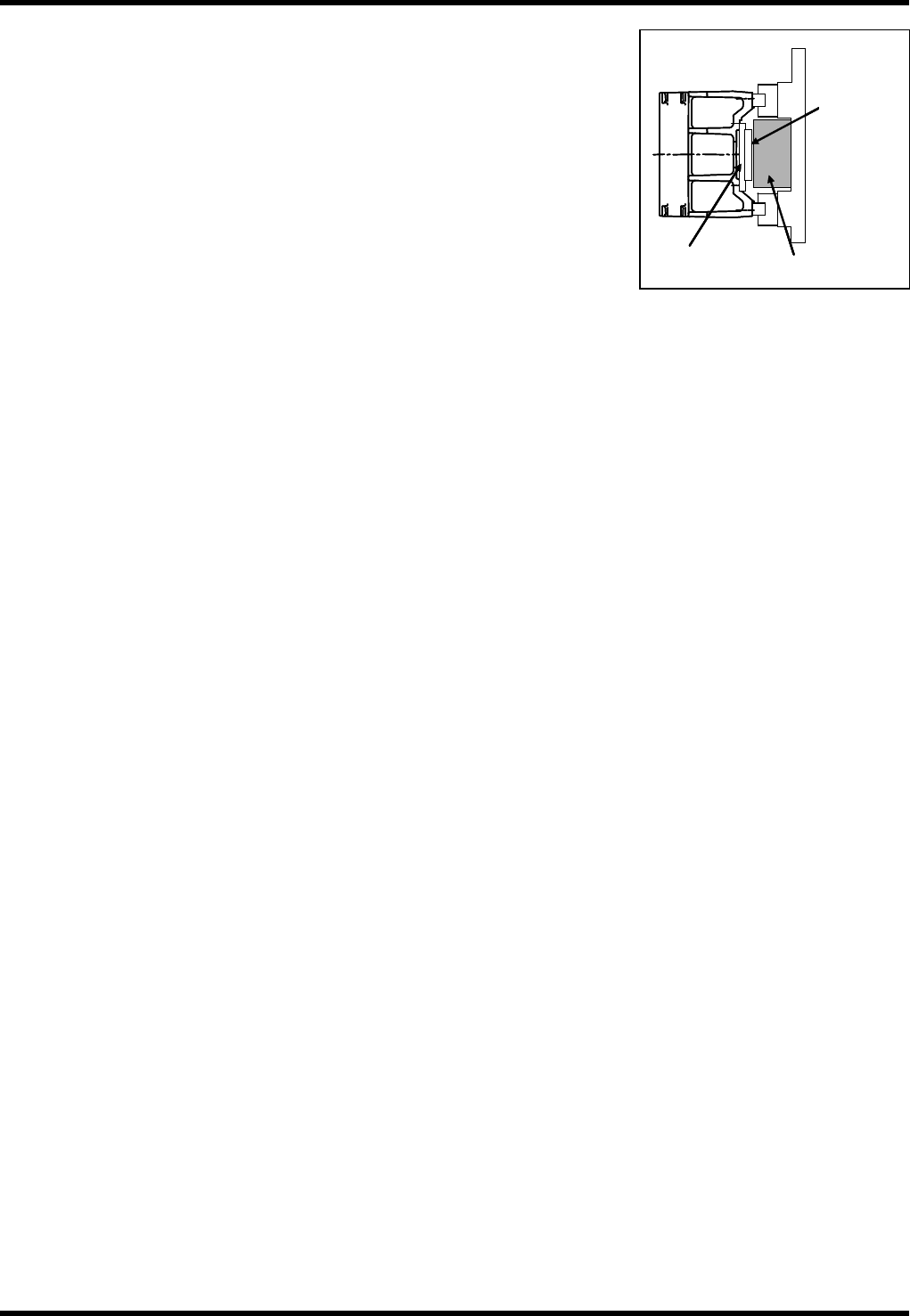
7. 确认线性电机的固定子和可动子的 GAP。(图 4)
=注意=
在 F 轴、R 轴的整个行程上,用间隙规确认间隙。
=基准值=
固定子和可动子的间隙 : 0.1mm ~ 0.5mm
(0.1mm 的间隙规可通过,0.6mm 的间隙规不可通过。)
8. 安装头。
9. 将电源和空气置于 ON,进行 X 轴线性刻度的调整和 X 轴原点调整。
== 请参照‘4.3.1 线性刻度的调整・4.3.2 XY 原点调整’
10. 进行示教。
(图 4)
GAP確認
固定子
可動子
GAP確認
固定子
可動子
确认 GAP
固定子
可动子