NPM服务手册.pdf - 第168页
NPM 服务手册 4.8 交换台车部 EN1SCC-83-080B0 4.8-7 7. 确认汽缸和可动刀的连接间 隙。 ( 图 4) = 注意 = 用目视确认没有间隙。 8. 在可动刀完全关闭的状态下 ,确认与固定刀之间的间隙。 ( 图 5) = 基准值 = 间隙 : 0.01 ~ 0.02mm = 注意 = 间隙规的 0.01mm 可通过, 0.03mm 不通过就 OK 了。 不在基准值范围内时,用固定刀的安 装块,进行调整。 9. …
NPM
服务手册
4.8 交换台车部
EN1SCC-83-080B0
4.8-6
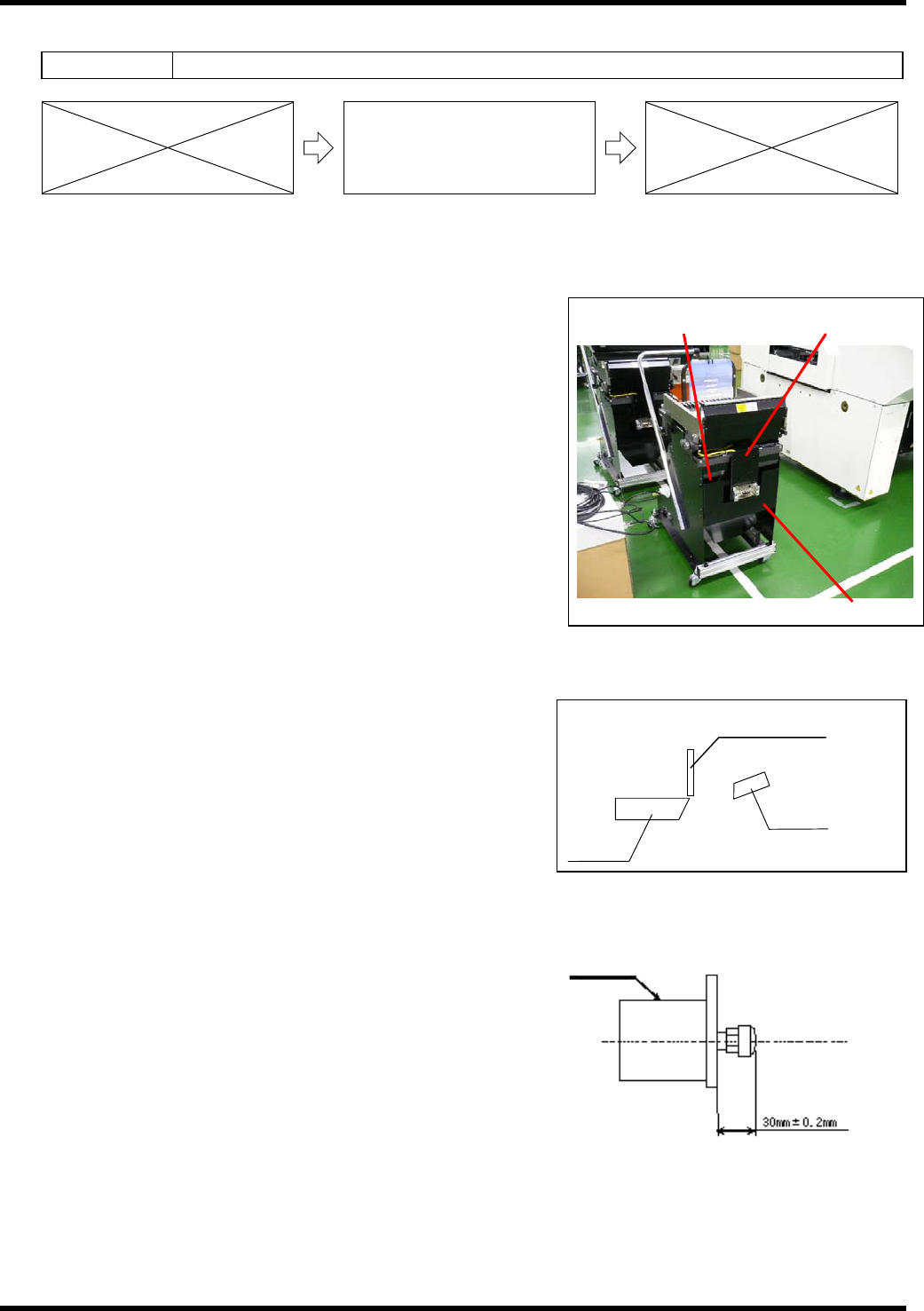
4.8.4 固定刀和可动刀的交换
Unit No. N610073101AA
4.8.4 固定刀和可动刀的交换
=使用治具=
间隙规
游标卡尺
打印纸 (PPC 纸)
固定刀和可动刀的交换步骤
8.
1. 卸下连接器托架后,拆下盖 (2 种) 。
=注意=
请不要从托架上卸下连接用的连接器。
2. 卸下溜槽导轨板。(图 2)
3. 卸下固定刀和可动刀。
=注意=
卸下可动刀时 (包括安装时),
有脱落 LM 导轨块的危险,敬请注意。
4. 在汽缸杆返回的状态下,确认与托架和汽缸端部的尺寸固定刀
之间的间隙。(图 3)
=基准值=
尺寸 : 30 ± 0.2mm
5. 安装固定刀。
6. 安装可动刀。
固定刀
可动刀
溜槽导轨板
(图 2)
盖
盖
连接器托架
(图 1)
(图 3)
汽缸
NPM
服务手册
4.8 交换台车部
EN1SCC-83-080B0
4.8-7
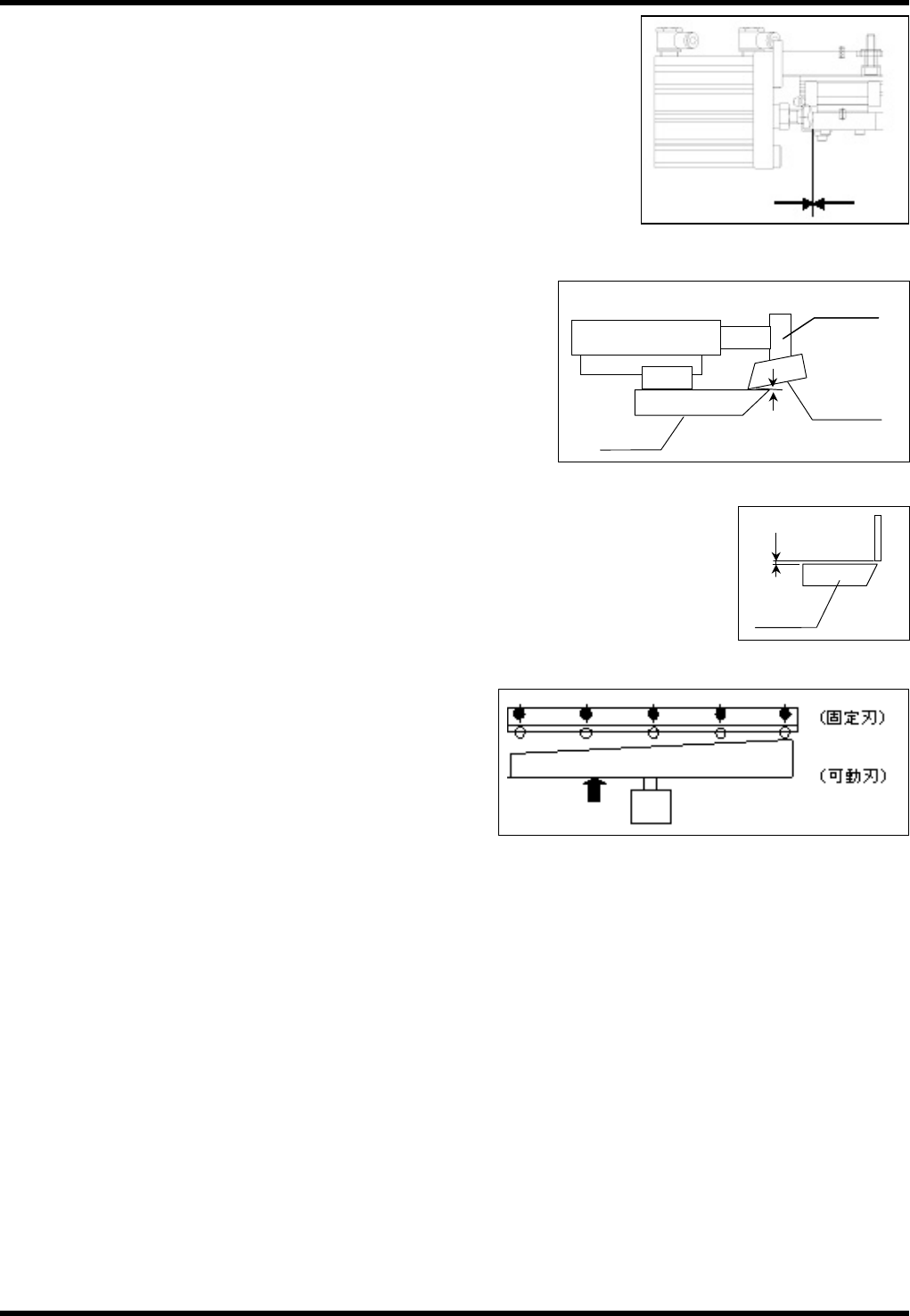
7. 确认汽缸和可动刀的连接间隙。(图 4)
=注意=
用目视确认没有间隙。
8. 在可动刀完全关闭的状态下,确认与固定刀之间的间隙。
(图 5)
=基准值=
间隙 : 0.01 ~ 0.02mm
=注意=
间隙规的 0.01mm 可通过,0.03mm 不通过就 OK 了。
不在基准值范围内时,用固定刀的安装块,进行调整。
9. 将可动刀之间间隙调整到基准值范围内后,安装溜槽导轨板。
(图 6)
=基准值=
间隙: 0.03 ~ 0.1mm
=注意=
间隙规的 0.03mm 可通过,0.15mm 不通过就 OK 了。
10. 预先剪成 20mm 宽度的打印纸,将其在 5 处 (均等) 剪
掉,确认是否能在全部位置上剪掉。
11. 安装盖 (两种) 后,将连接器托架对准调整销安装。
固定刀
可动刀
间隙
块
(图 5)
可动刀
间隙
(图 6)
没有间隙
(图 4)
(图 7)

NPM
服务手册
4.8 交换台车部
EN1SCC-83-080B0
4.8-8