NPM服务手册.pdf - 第369页
NPM 服务手册 9.3 控制零件 ( 从市面销售零件使 用说明书中摘录 ) EN1SCC-83-R30-B0 9.3-10 错误履历的清除 < 错误履历的清除 > 程序的处 理内容 本程序可以清除刻度内部的错误检测 的履历。 ABS ST700/ST700L 系列 具有将过去发生的错误履历作为记录 保存在检测头内部的功能,但同 时保存在安装检 测头时发生的错误。 因此,我们推荐在进行信号调整的最 后删除检测头内部已保存…
NPM
服务手册
9.3 控制零件 (从市面销售零件使用说明书中摘录)
EN1SCC-83-R30-B0
9.3-9
警报代码的内容
发生警报时的警报内容,如下图所示。
No. 警报 内容 原因
0
超时 发现了 5m/sec 以上的速度。
重新确认使用条件(驱动)
机械的振动影响
电气性干扰的影响
1 初始化错误
在刚接通电源时,或者在收到复位 ID 后的初
始化中发生了错误的原因。
未能合成绝对位置。
闪存的故障
温度传感器的故障
2 硬件错误 在信号处理回路的自我诊断时发生了异常。
ADC 的故障、断线
闪存的故障、断线
FPGA 的故障
电气性干扰的影响
3 ABS 检测错误 绝对位置的合成发生了错误。
Scale A、B、C 之中任何一个的检测异常
⇒刻度的断线
由于检测头和刻度的安装不良引起的绝对位
置的合成错误
4
转换器错误
(刻度错误)
刻表信号发生了异常。
⇒在 Scale A、B、C 的各记录槽之间
发生了不平衡现象
由于检测头和刻度的安装不良引起的信号不
平衡
检测头的故障
5 信号强度错误
因刻度信号强度过大或者过小,输出数据有
可能异常。
检测头和刻度的安装不良
电气性干扰的影响
有可能刻度或检测头的图形断线
刻度和检测头之间有可能附着金属片
6
信号强度警报
・
刻度信号强度过大或者过小
⇒位置数据没有错误,但需要安装等的调
整。
・
如果信号强度回到规定的范围内,则警报
将解除。
检测头和刻度的安装不良
电气性干扰的影响
7 热警报
・
检测头内部的温度超过 65℃时,作为警告
输出错误。
・
虽然位置数据没有错误,但在此状态下使
用就会成为故障的原因,有必要重新确认
使用条件或安装环境。
电机的发热过大
注) 检测头内部的温度大约高于户外温度 5
℃,敬请注意。
连接、通信异常
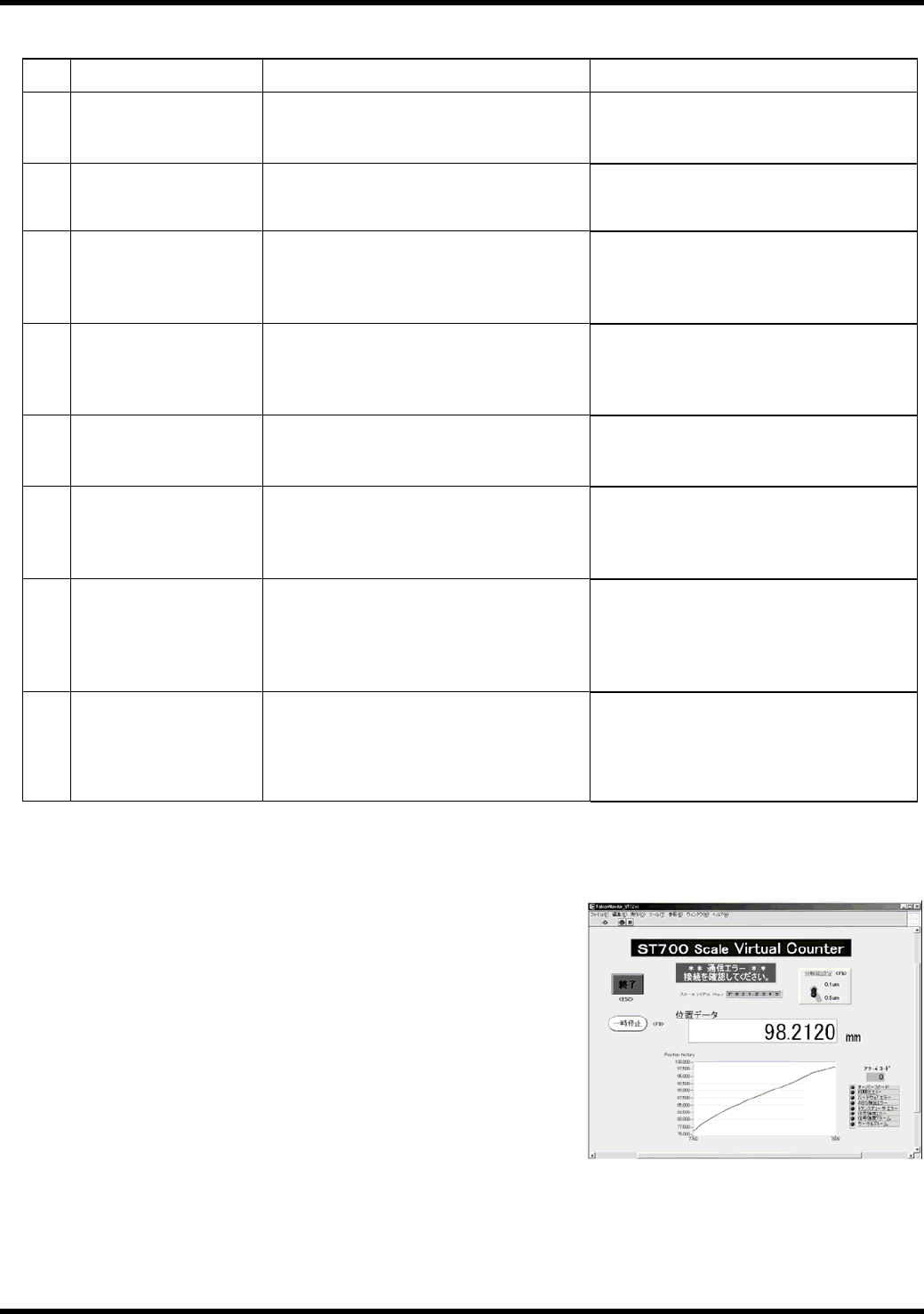
启动<位置数据确认>的程序后,出现右图的 “通信错误” 的信息时,请确认以下几点。
(1) 确认电源。
(2) 确认连接的电缆类。
NPM
服务手册
9.3 控制零件 (从市面销售零件使用说明书中摘录)
EN1SCC-83-R30-B0
9.3-10
错误履历的清除
<错误履历的清除>程序的处理内容
本程序可以清除刻度内部的错误检测的履历。
ABS ST700/ST700L 系列具有将过去发生的错误履历作为记录保存在检测头内部的功能,但同时保存在安装检
测头时发生的错误。
因此,我们推荐在进行信号调整的最后删除检测头内部已保存的错误履历。
画面显示
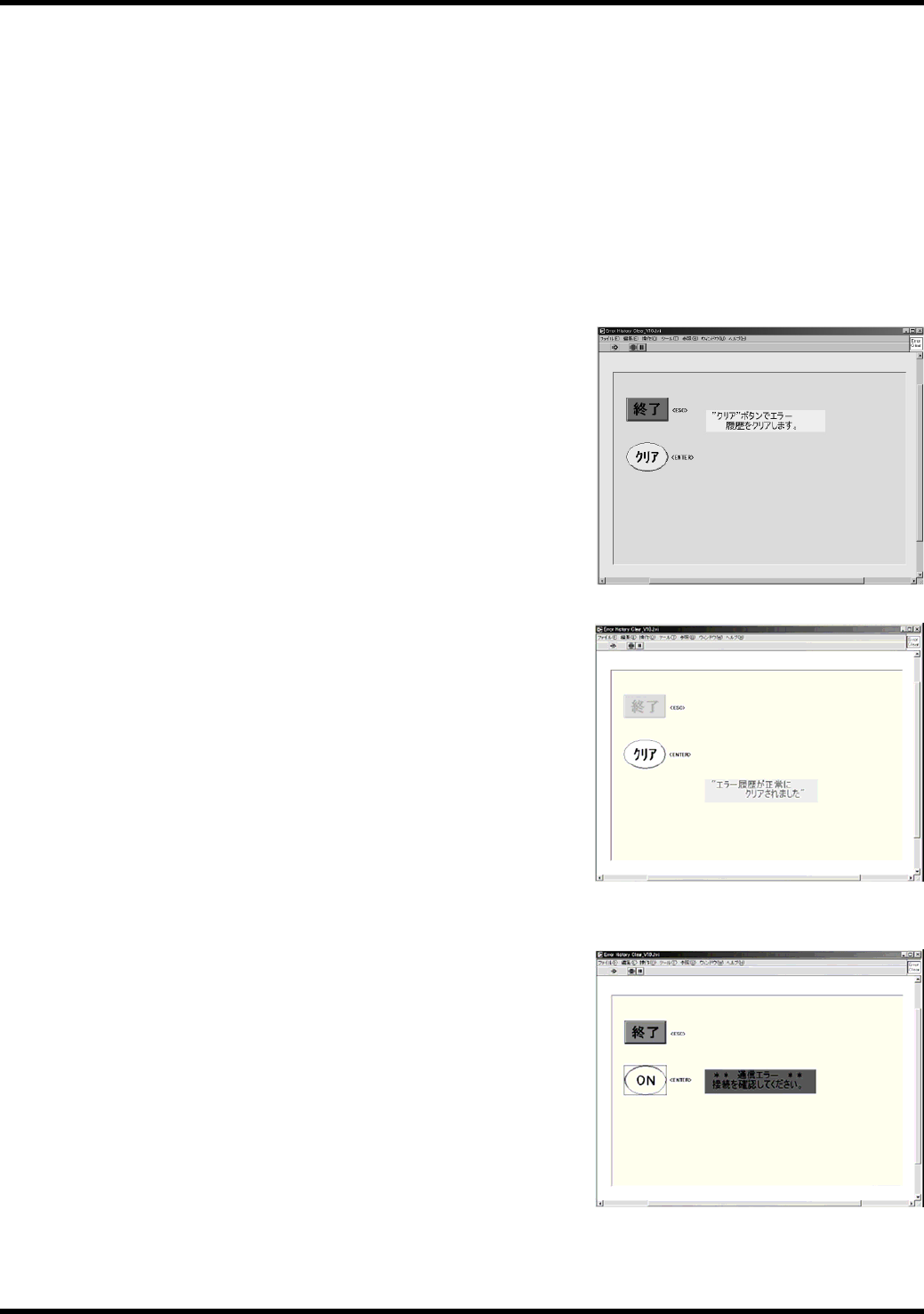
从主菜单选择<错误履历的清除>菜单,将会显示右图的画面。
单击画面的 “清除” 按钮,将会执行错误履历的清除处理。
处理完成后,将会约 3 秒钟显示右图的 “错误履历正常被清除” 的信
息后,本程序将会自动结束。
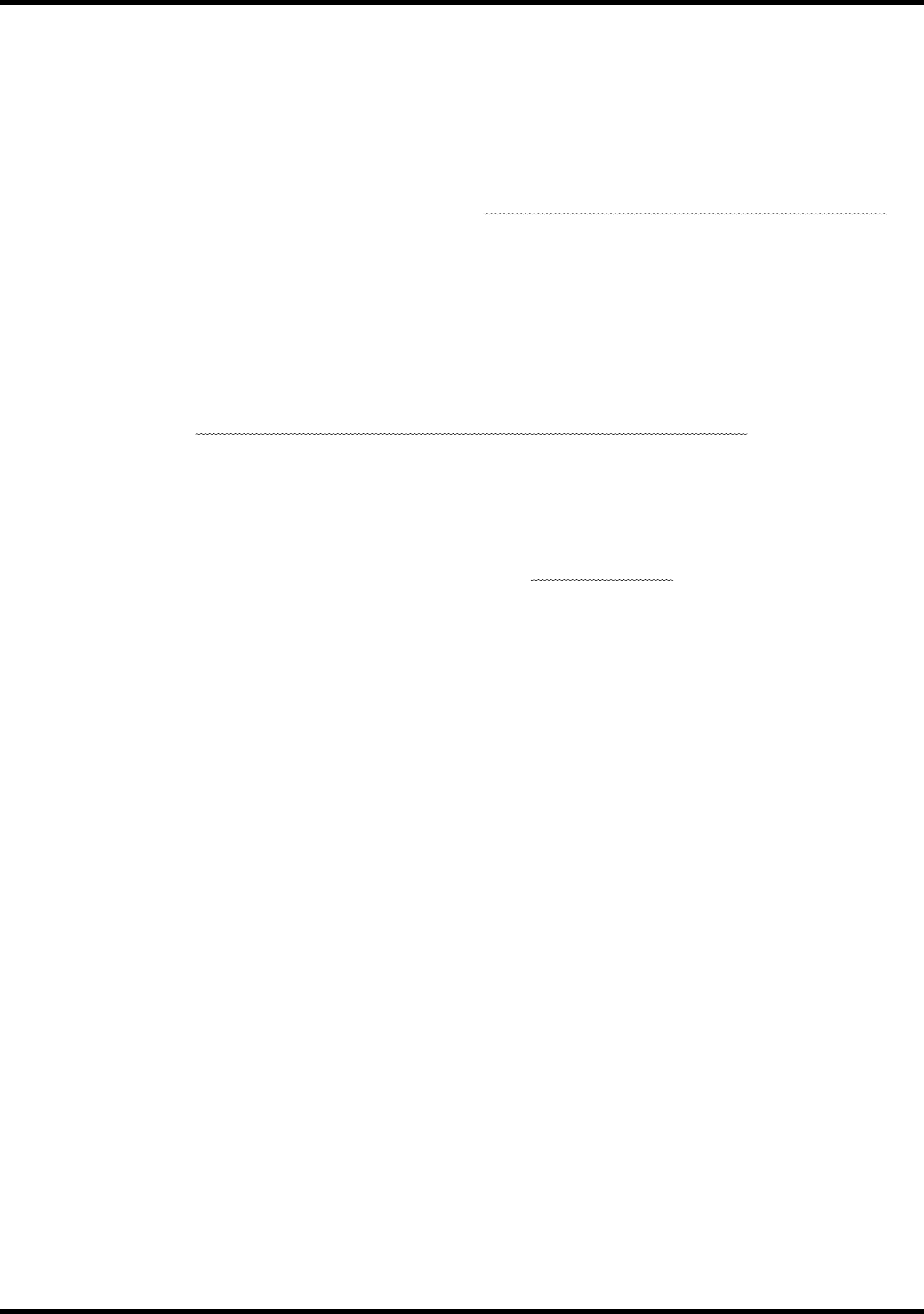
连接、通信异常
在错误履历的清除处理过程中,如果显示右图的 “通信错误” 的信
息,请确认以下几点。
(1) 确认电源。
(2) 确认连接的电缆类。
NPM
服务手册
9.3 控制零件 (从市面销售零件使用说明书中摘录)
EN1SCC-83-R30-B0
9.3-11
信号调整作业
确认检测头的安装状态
1) 接通检测头的电源后,启动<信号 Monitor>程序。
2) 单击<信号 Monitor>的 “Hold clear”按钮,清除最大/最小的峰值。如果不进行该操作,就会保持检测头的调整
之前的数值,因此在安装后不能进行正确的判定。
3) 在刻度的整个行程上进行信号强度的确认。信号强度超过规格值时,在判定结果栏中显示“NG”。请重新确认刻
度以及检测头的安装状态。
4) 在刻度的整个行程上确认信号强度在规格范围内后,将检测头 (或者刻度) 移动到信号振幅最大的位置。
5) 单击画面内的 “结束” 按钮,返回主菜单。检测头的电源也可以不切断。
=注意=
如果在超过规格值的状态下进行调整,有时会发生警报,因此请务必重新进行安装(请参照【安装手册】以及 【信
号调整准备和步骤】)
信号调整 (必须)
1) 启动<信号调整 Start>程序。
2) 在 Loop 的时间码往上增加之间,请按照画面的显示,在 50mm/sec 以下的速度,将检测头 (或者刻度) 移动
60mm 以上。 移动目标位置是用『确认检测头的安装状态』的信号振幅最大的位置。
3) 为了确认信号调整是否正确实施,信号调整的画面再次显示出来。在 Loop 的时间码往上增加之间,请按照画
面的显示,在 50mm/sec 以下的速度,将检测头 (或者刻度) 移动 60mm 以上。 移动目标位置是在 2) 步骤
中移动的位置。
4) <信号调整 Start>程序将会自动结束。信号调整的作业到此为结束。
=注意=
移动方向哪一边都可以,但 2)以及 3)的 60mm 移动范围内,请务必向一定方向
移动。
信号强度的再次确认
1) 结束信号调整后,再次启动<信号 Monitor>程序。
2) 单击画面内的 “Hold clear” 按钮,清除最大/最小的峰值。
3) 在刻度的整个行程上进行信号强度的确认。 信号强度在规格范围内时,作业到此为结束。单击画面内的 “结
束” 按钮,返回主菜单。
原点设定 (不需要设定时,请进行【清除错误履历】)
1) 启动<原点设定>程序。
2) 将检测头 (或者刻度) 移动到将绝对值设定为 “0” 的位置。
3) 单击画面中的 “SET”按钮。原点设定的作业到此为结束。画面将会自动返回主菜单。
确认位置数据 (不需要设定时,请进行【清除错误履历】)
1) 启动<确认位置数据>程序。
2) 确认在原点设定中设定的位置是否为 “0” 。
3) 如果原点位置未被设置,请再次执行『原点设定』程序。
4) 单击画面中的 “结束” 按钮,返回主菜单。
=注意=
分解力设定按钮,通常在 0.5μm 侧使用。本按钮,制品规格为 0.1μm 分解力时,将会自动切换。
清除错误履历 (必须)
1) 启动<清除错误履历>程序。
单击画面中的 “清除” 按钮。
2) 检测头内部的错误信息将会被清除。画面将会自动返回主菜单。
调整作业已全部结束。
请单击主菜单的 “结束” 按钮结束程序后,切断检测头的电源。