NPM服务手册.pdf - 第96页
NPM 服务手册 4.3 XY 轴驱动关系 EN1SCC-83-030-C0 4.3-3 4.3.2 XY 原点调整 Unit No. N610052923AA N610052924AA 4.3.1 线性刻度的调整 4.3.2 XY 原 点调整 = 使用治具 = PC (ST700 信号调整 程序 ) 机器止动杆 (REAR 侧为料架规格时 ) X 轴的原点调整 2. 1. 将 PC 连接到 FRONT(REAR) 侧 X 轴的编码…
NPM
服务手册
4.3 XY 轴驱动关系
EN1SCC-83-030-C0
4.3-2
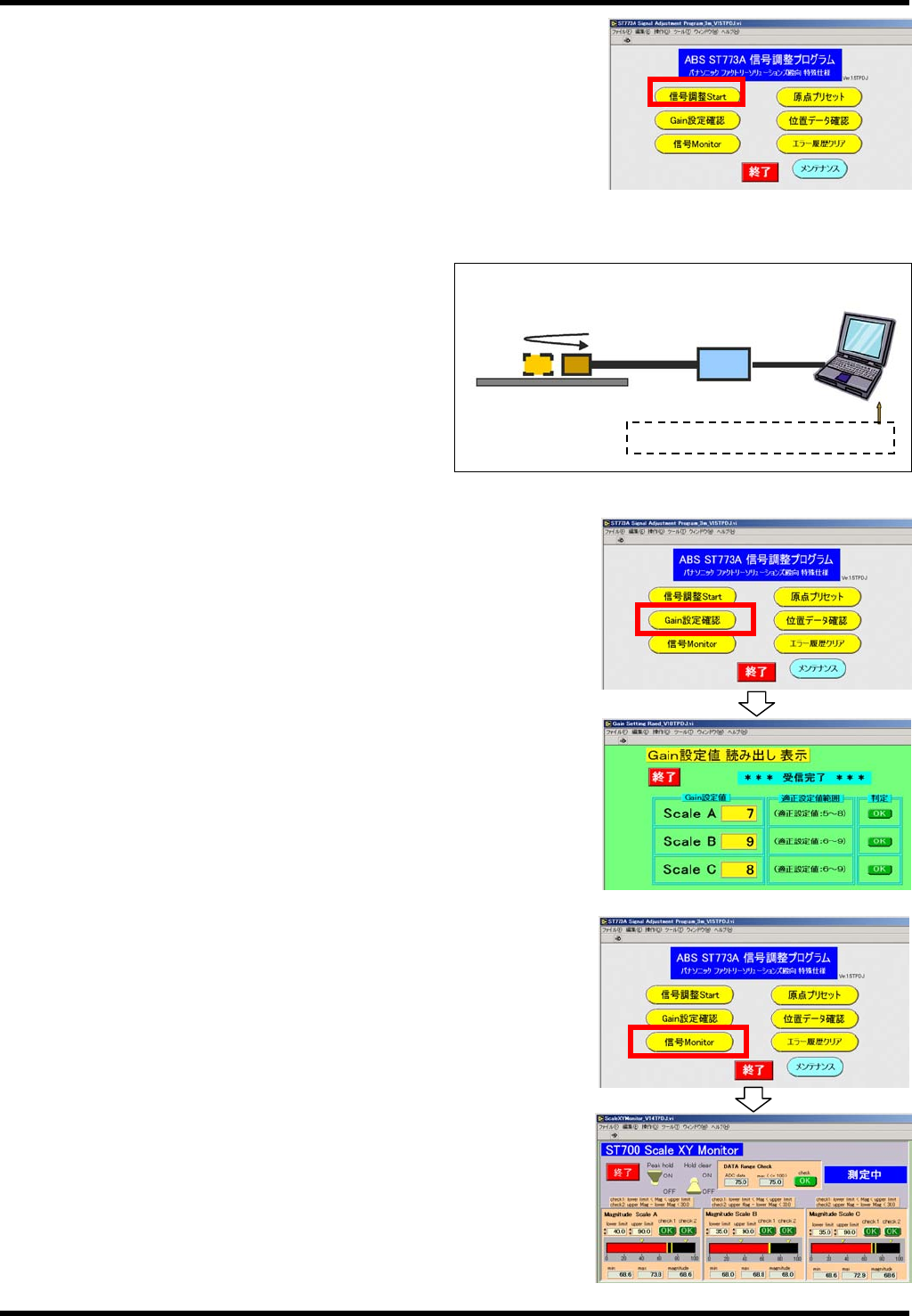
5. 执行 ST700 调整程序的 <信号调整 Start> ,确认是否为 OK。
(图 3)
=注意=
以 50mm / sec 以下的速度,使调整的轴往复 60mm 以上移动。
(图 4)
发生错误时,请重新调整编码器和标尺之间的间隙。
6. 执行 ST700 调整程序的 <Gain 设定确认>。(图 5)
=注意=
Gain 设定值应在适当的设定值范围内。(图 5)
NG 时,请重新调整编码器和标尺之间的间隙。
7. 执行 ST700 调整程序的 <信号 Monitor> 。(图 6)
=注意=
强度信号为 OK 时,调整结束。
强度信号为 NG 时,在位相信号最大的位置上进行
<信号
Start> 的重新确认后,进行编码器和标尺之间
的间隙的再次调整。
(图 4)
RS-232CRS-485
以 50mm / sec 以下的速度
使设备 60mm 以上移动。 (往返)
I / F
变换装置
ST700 信号调整程序
(图 3)
(图 5)
(图 6)
NPM
服务手册
4.3 XY 轴驱动关系
EN1SCC-83-030-C0
4.3-3
4.3.2 XY 原点调整
Unit No.
N610052923AA
N610052924AA
4.3.1 线性刻度的调整
4.3.2 XY 原点调整
=使用治具=
PC (ST700 信号调整程序)
机器止动杆 (REAR 侧为料架规格时)
X 轴的原点调整
2.
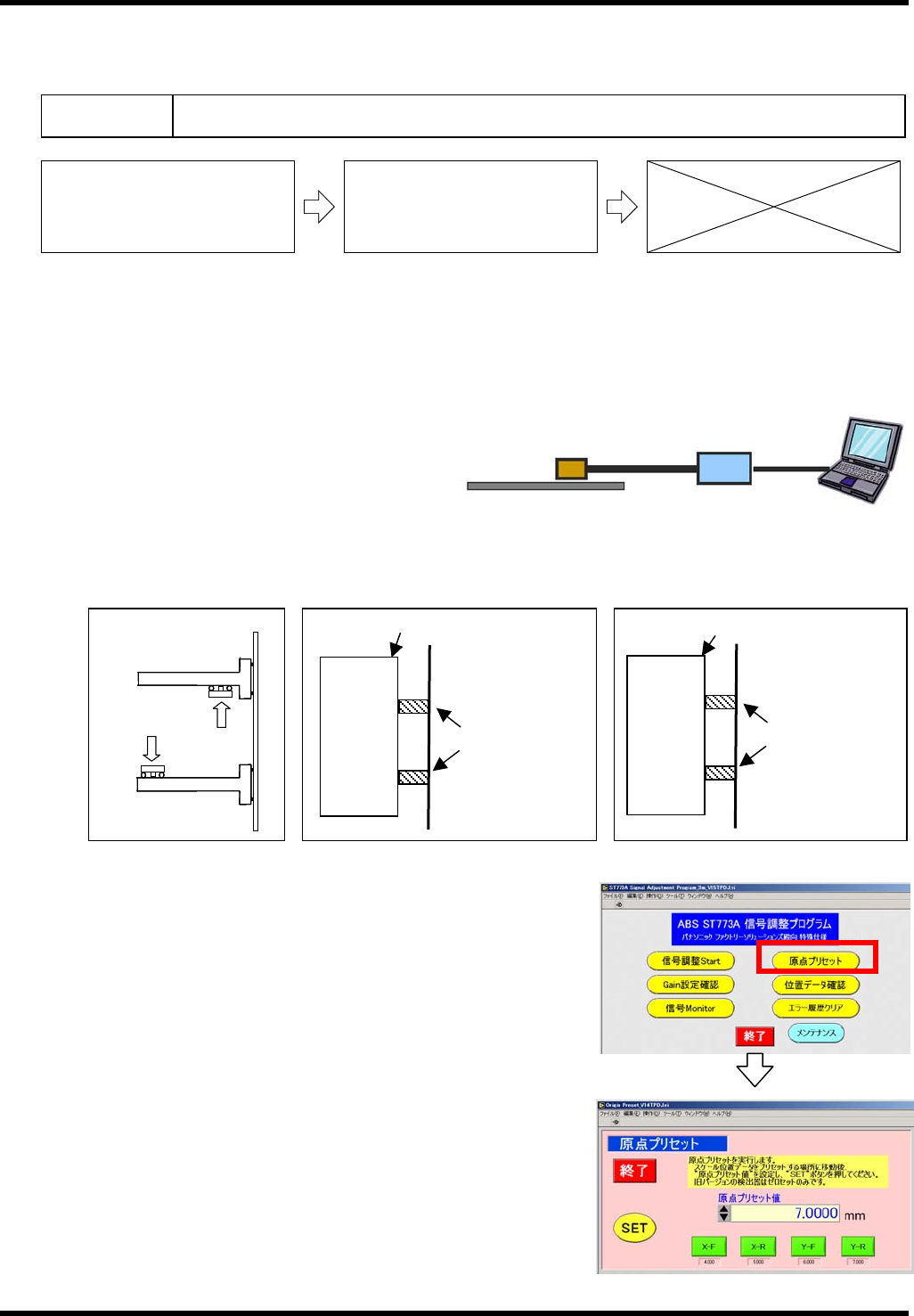
1. 将 PC 连接到 FRONT(REAR)侧 X 轴的编码器头上。(图 1)
2. 将头板推压到 FRONT (REAR)侧 X 轴的 (-) 侧的机械止动器上。(图 2
・
图 3
・
图 4)
3. 执行 ST700 信号调整程序的<原点预设>。
(图 5)
=注意=
将头板推压到 (-) 侧的机械止动器上,
将-7.0mm 作为原点 (ORG)写入编码器头中。
RS-485 RS-232C
I / F
变换装置
(图 1)
从 B 看的图
矢視図
(图 4)
(−)侧机械止动器
头板
(图 5)
从 A 看的图
(图 3)
(−)侧机械止动器
头板
(
图
2
)
2
A矢視
B矢視
(-)
22
A矢視
B矢視
(-)
(-)
REAR
FRONT
从 A 看的图
从 B 看的图
NPM
服务手册
4.3 XY 轴驱动关系
EN1SCC-83-030-C0
4.3-4
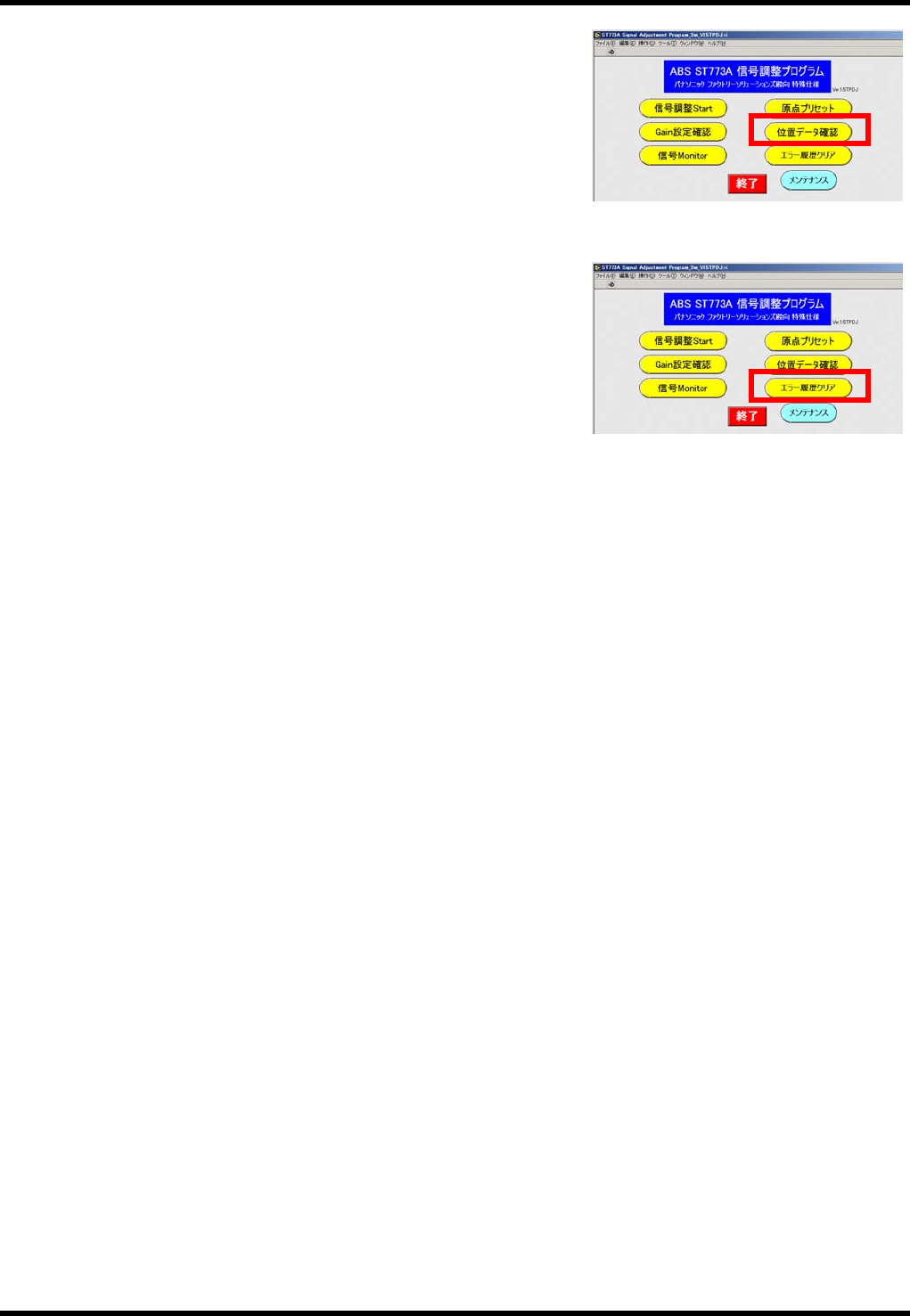
4. 执行 ST700 信号调整程序的<位置数据的确认>。
确认全部行程。(图 6)
=基准值=
(-) 侧 机械止动器位置 : - 6.8 ~ -7.2mm
(+) 侧 机械止动器位置 : +430.8 ~ +431.4mm
规格值,FRONT 和 REAR 都一样
5. 执行 ST700 信号调整程序的<错误履历的清除>,
删除错误。(图 7)
(图 6)
(图 7)