PS288_OwnersMnl_PriorTo2009 - 第14页
Introduction • Subassemblies 1—4 PS288 Owner’s Manual Figur e 1-2—PS288 primary subassemblies Light tower— Allows monitoring th e status of the PS288 from a distance while the system is processing devices. See “Monitor t…

Introduction • Subassemblies
PS288 Owner’s Manual 1—3
An additional axis, called the R-axis (theta), is used to adjust the angular
(rotational) position of devices by the PNP head.
Four Basic Operations
The PS288 performs four basic operations when processing devices:
1. Unload devices from the input media—
The pick and place head (PNP head) unloads devices from the input
tube, tray, or tape module. These devices are placed in a programming
socket for programming or on the shuttle pedestal for marking.
2. Program devices—
Devices in the programming sockets go through a series of pre-pro-
gramming tests to make certain they are blank and are correctly
inserted in the sockets. If the tests are successful, the devices are pro-
grammed with the data contained in programmer RAM using an algo-
rithm approved by the semiconductor manufacturer. Data in devices
that pass the programming operation are verified against the RAM data
to ensure that they have been programmed correctly. Testing, program-
ming, and verifying options can be changed from the default settings
using TaskLink software.
3. (Optional) Mark devices—
When marking is selected, devices that pass the programming and veri-
fication operations are moved to a pedestal on the shuttle transfer
assembly, then to the label marker or laser marker where they are
marked for identification.
4. Load devices onto the output media—
Devices are moved by the PNP head from the programming socket or
the marking stage and placed in either trays, tubes, or tape. Devices that
failed the programming operation or subsequent verification are trans-
ported to a dedicated reject tray or other reject module where they are
held for failure analysis or other disposition.
Subassemblies
The PS288 has several subassemblies that work together to provide for
proper operation. Refer to Figure 1-2 for the physical location on the PS288
of the primary subassemblies. (Some of these assemblies are optional and
are not shown in Figure 1-2).
Introduction • Subassemblies
1—4 PS288 Owner’s Manual
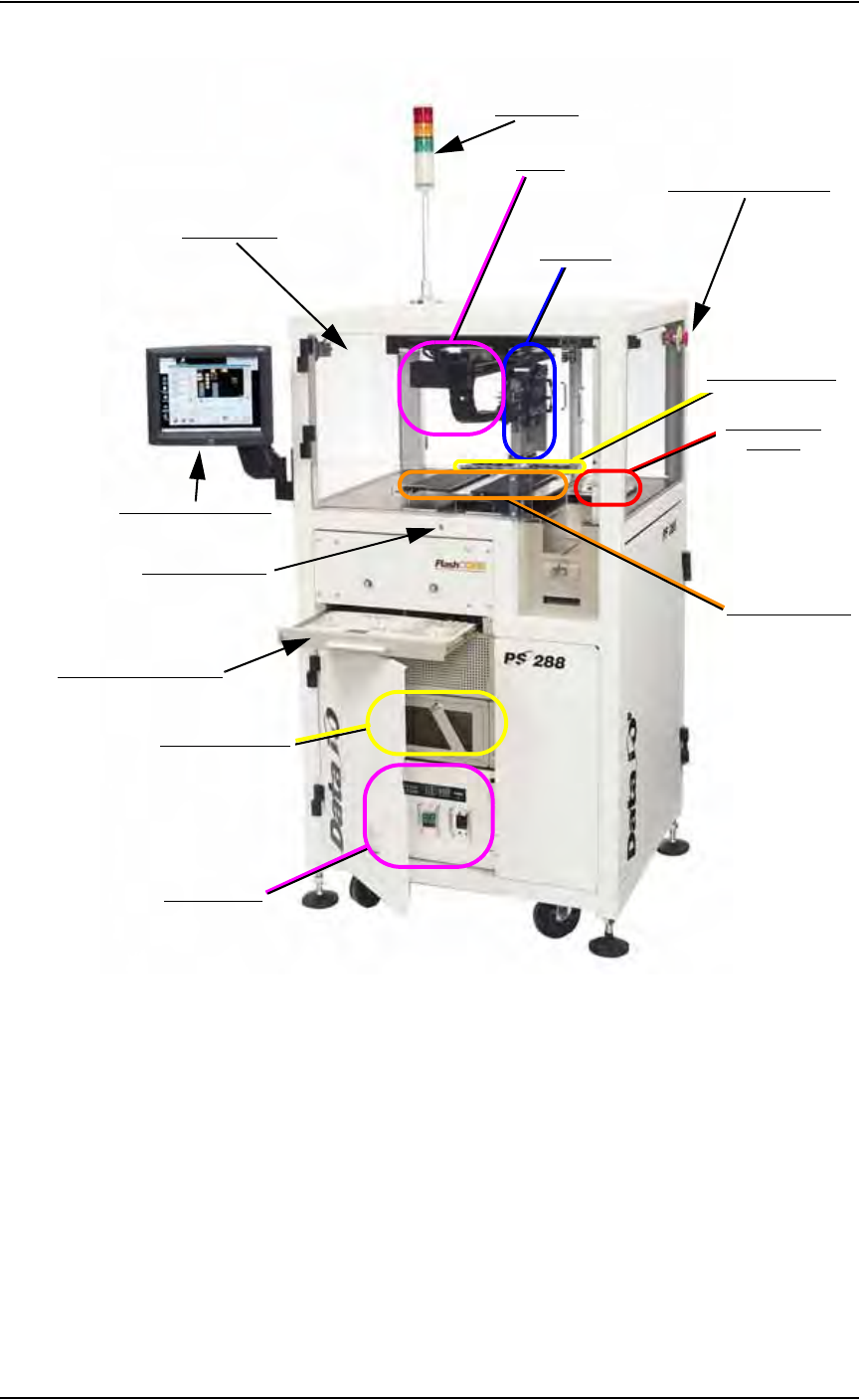
Figure 1-2—PS288 primary subassemblies
Light tower—
Allows monitoring the status of the PS288 from a distance while the
system is processing devices. See “Monitor the Light Tower” on page
3-13 for a complete description of light colors and significance.
Gantry—
Travels along X- and Y-axes moving the PNP head to different loca-
tions within the work envelope.
Pick and place head (PNP head)—
The motion system responsible for moving devices to and from their
respective stages within the handler. The PNP head moves devices in
four axes, X, Y, Z and R (also called theta), within the operating enve-
Light Tower
Safety Shields
Touch Screen Monitor
Keyboard and touchpad
Grounding Socket
Vision System
(hidden)
Static Tray Mount
Emergency Stop Button
PNP Head
Handler Computer
I/O Controller
Gantry
FlashCORE Quad
Introduction • Subassemblies
PS288 Owner’s Manual 1—5
lope. A computerized vision system allows the PNP head to make
adjustments for very accurate device placement.
The PNP head uses different sized probe tips to accommodate the great
number of device types that are available. During operation, a vacuum
is switched on as the probe tip is lowered toward the device. A vacuum
sensor is used to detect when the probe tip touches the device. The PNP
head then picks up the device and moves it to the camera where it com-
pares the device position on the probe tip to a digital image of a known
good position. It can then correct for probe misalignments on the X, Y,
and R axes (up to 30°) before the device is placed in the programming
socket.
Once corrections are made, the PNP head moves the device to the drop
location, the probe tip is lowered, and the vacuum is turned off. The
drop position of the probe tip is slightly higher than the pickup posi-
tion, as a blow-off, a small amount of positive-pressure air, is applied to
break the vacuum seal. The short drop from the probe tip to the pro-
gramming socket or output media prevents fine pitched leads from
being damaged by excessive pressure.
WARNING: The gantry system and associated components move
with great speed and force, and have the potential to cause great
bodily harm. Do not bypass the safety interlocks or operate the
PS288 with the safety shields open or removed.
Emergency stop (E-Stop) buttons—
Two E-Stop buttons (on either side of the PS288 near the top) are used
to stop motion of the gantry and PNP head in case of an emergency.
When an E-Stop button is pressed, the gantry and PNP head stop mov-
ing immediately.
WARNING: Pressing an E-Stop button stops motion of the gan-
try and PNP head only. It does not remove power from the PS288
or the Option Bay (if installed).
Quad Programmer Assembly —
A Quad assembly containing four FlashCORE programmers that
accept Socket Adapters with 1 to 4 sockets each, for a total of up to 16
programming sockets.
Vision system—
The camera and associated components of the vision system are used to
verify proper alignment of devices removed from the input media
before inserting them into the programming sockets. Misalignments are
corrected before placing the device in the programming socket or
marking pedestal.