操作者手册_YSM10_Ope_C - 第139页
2-59 2 6.2.2 载盘的更换 sATS15 的载盘可以在伺服为使能的状态下更换。下面,介绍更换载盘的方法。 1 确认贴片机为伺服使能状态。 贴片机处于紧急停机状态时,需解除紧急停机状态之后,按 [READY] 按钮。 2 将 柜门开关旋至“OPEN” 。 柜门的锁定状态被解除。 OPEN CLOSE 将柜门开关旋至“OPEN” 柜门 柜门开关 25227-KMG-00 c 注意 若在自动运行过程中将柜门开关旋至“OPEN”侧,会…
2-58
2
6.2 将载盘装入 sATS15
下面,介绍载盘的装入数与更换载盘的方法。
6.2.1 载盘装入数的设定
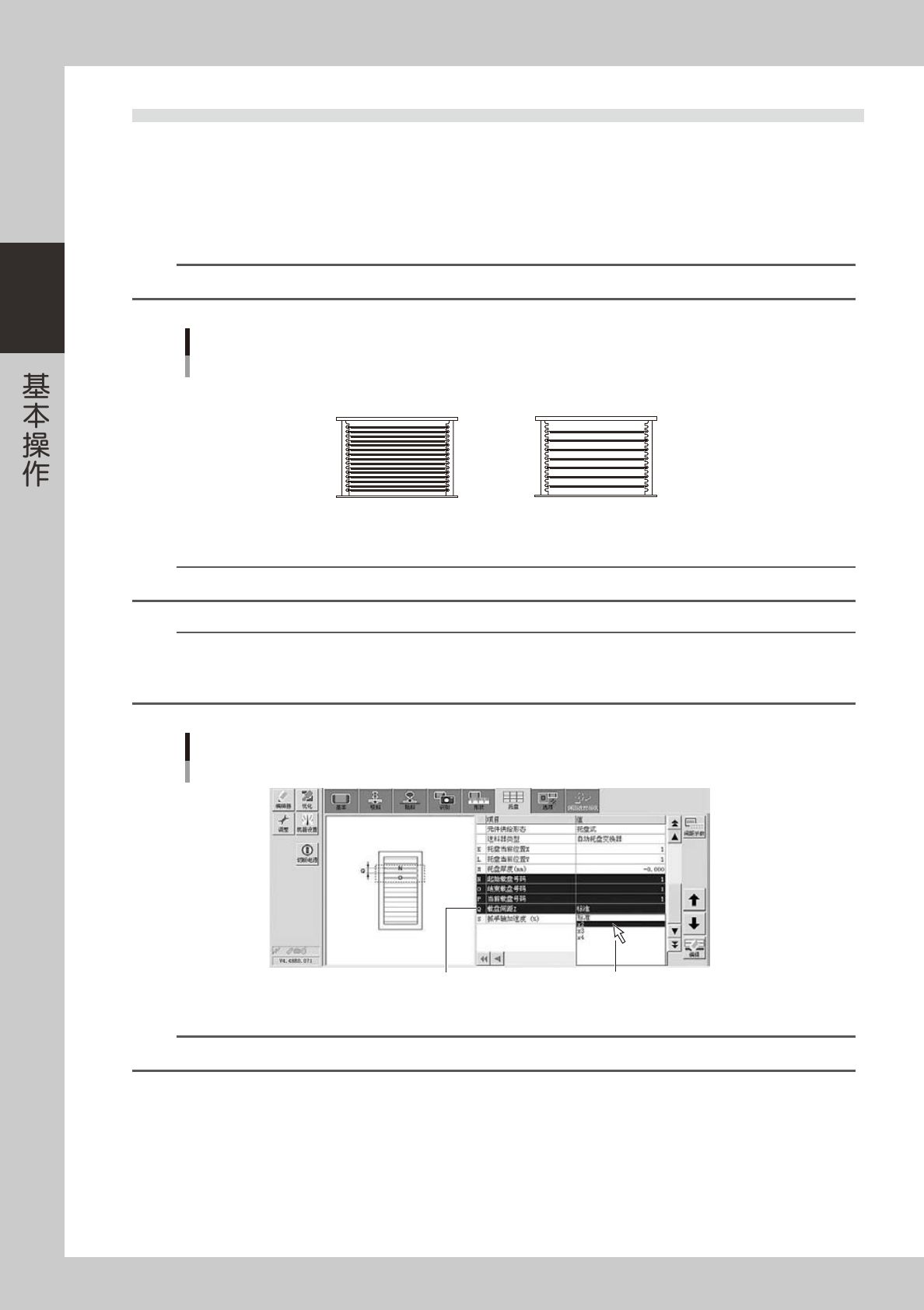
载盘的插入间距为 12.5mm 时,sATS15 最多可以装入 15 张载盘。载盘上装载的“元件+元件托盘”厚度超过 8.5mm
时,可以隔 1 层插入载盘。此时最多可装入 7 张载盘。
n
要点
本机可贴装的最大元件高度 ( 元件+元件托盘 ) 为 15mm。
载盘装入例
sATS15
2
4
6
8
10
12
14
12.5mm间距
(载盘间距Z:标准)
25mm间距
(载盘间距Z:×2 )
可插入15张 可插入7张
25226-KMG-00
n
要点
载盘号码最上层为 1 号,从上向下按升序排列。
n
要点
‧
一般,“机器设置”-“托盘交换器”-“位置坐标”画面的“载盘间距”使用默认值“12.50”。需要隔 1 层才能装入装载柜中的
元件,可以将 [ 元件 ] -“托盘”画面的“载盘间距 Z”栏改为“×2”。
‧
本机无法使用隔 2 层或隔 3 层插入载盘,因此不使用“×3”或“×4”的“载盘间距 Z”设置。
[元件] -“托盘”选项卡画面
载盘间距Z
载盘间距Z 从下拉框中选择
26234-KMG-00
n
要点
关于盘装元件的基板程序的详细创建方法,请参照《程序设计手册》的“第 3 章 1.2 自动、外部托盘交换器”。
2-59
2
6.2.2 载盘的更换
sATS15 的载盘可以在伺服为使能的状态下更换。下面,介绍更换载盘的方法。
1
确认贴片机为伺服使能状态。
贴片机处于紧急停机状态时,需解除紧急停机状态之后,按 [READY] 按钮。
2
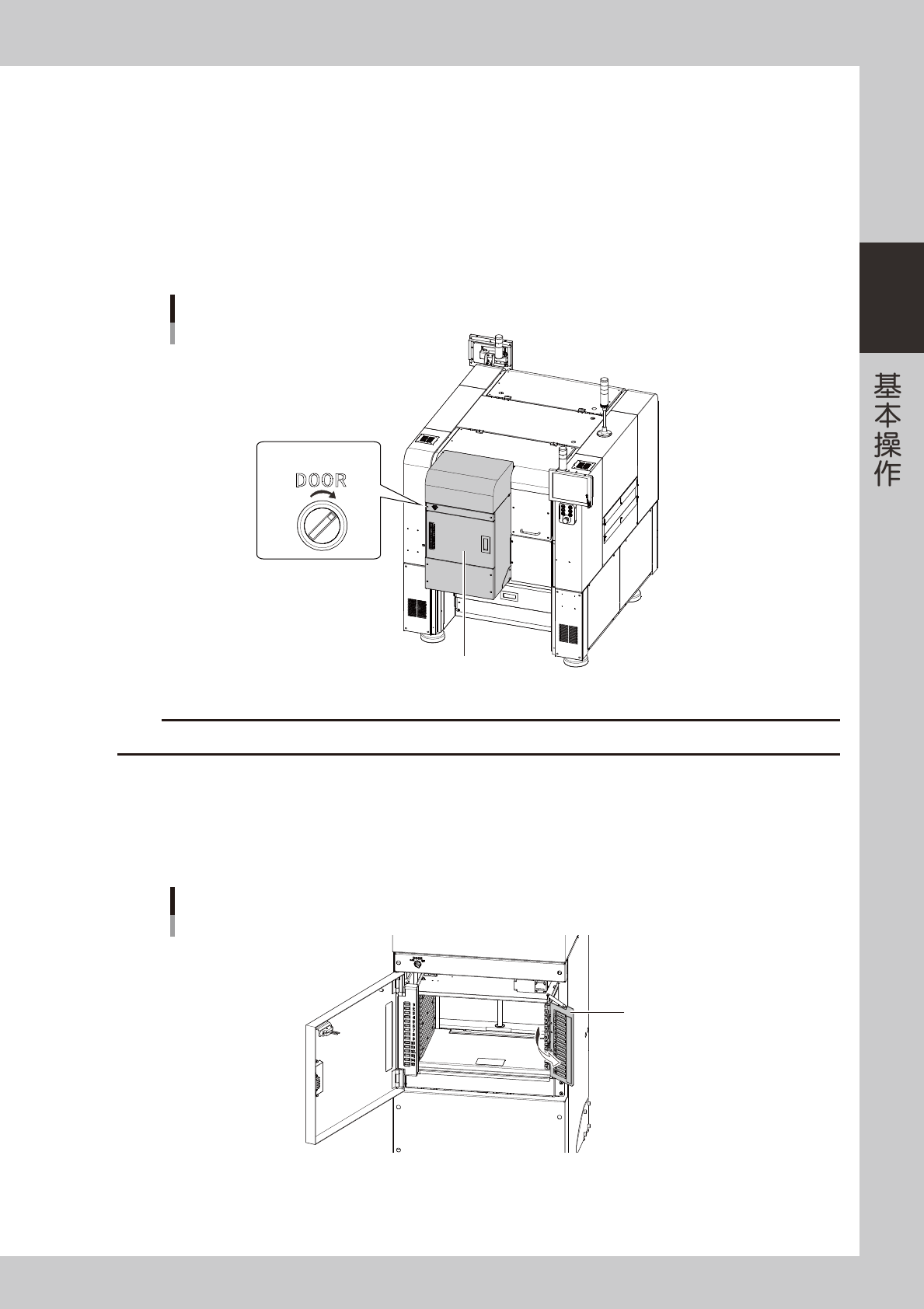
将柜门开关旋至“OPEN”。
柜门的锁定状态被解除。
OPEN
CLOSE
将柜门开关旋至“OPEN”
柜门
柜门开关
25227-KMG-00
c
注意
若在自动运行过程中将柜门开关旋至“OPEN”侧,会报错停机。
3
打开柜门。
将柜门把手向自己一侧拉开,打开柜门。
4
打开载盘挡板。
打开载盘挡板
载盘挡板
25228-KMG-00
2-60
2
5
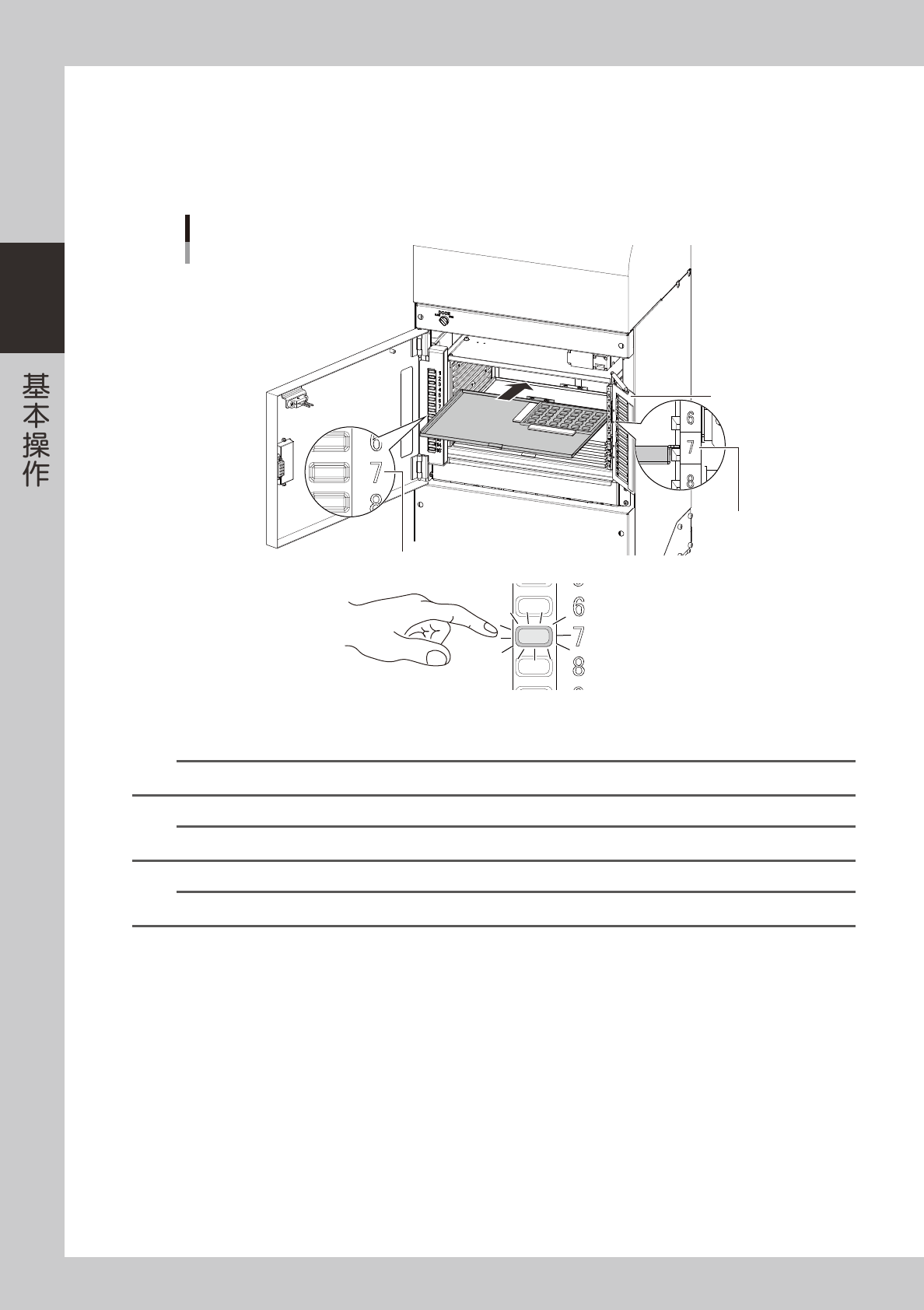
更换载盘。
1. 确认柜层之后,将载盘的抽出部朝向里插入,直至轻抵装载柜里侧。
2. 关闭载盘挡板。
3. 按更换了载盘的指示器按钮,清除闪烁。
更换载盘
指示器按钮号码
载盘号码
载盘挡板
25229-KMG-00
n
要点
确认装载柜左右的载盘号码、指示器按钮号码之后,水平笔直地插入。
n
要点
载盘上的元件用完时,该载盘号码的指示器会闪烁。换上新的载盘之后,需按指示器按钮清除闪烁。
n
要点
更换载盘时,需将元件用完的载盘从装载柜中抽出之后,再插入新的载盘。
6
关闭柜门。
7
将柜门开关旋回“CLOSE”。
柜门被锁定,指示器亮灯。