00197501-02_AI_WPC_Umbau_X-Series_S_DE_EN - 第43页
Review 5 Anhang 5.1 Auszüge aus der Serviceanleitung Assembly Instructions / Montageanleitung SIPLACE WPC an SIPLACE X-Serie S SIPLACE WPC on SIPLACE X Se- ries S 03/2020 43 5 Anhang 5.1 Auszüge aus der Serviceanleitung …
Review
4 Aufgaben für das Bedienpersonal
4.3 Automatische Kalibrierung
42 Assembly Instructions / Montageanleitung SIPLACE WPC an SIPLACE X-Serie S SIPLACE WPC on SIPLACE X Se-
ries S 03/2020
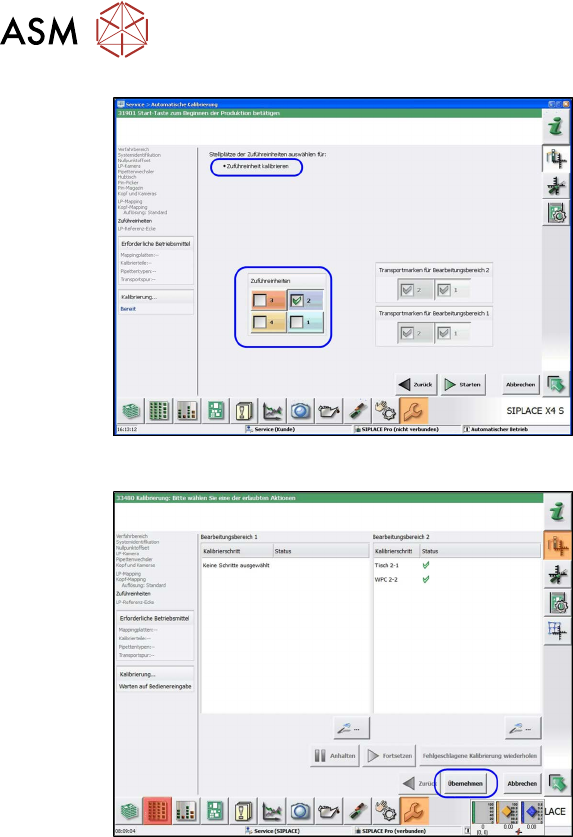
Abb.46: Zuführeinheiten kalibrieren
► Wählen Sie in der Ansicht Zuführein-
heiten kalibrieren die Zuführeinheit
am Stellplatz 2 aus.
► Klicken Sie Starten.
Abb.47: Übernehmen
► Nach Erfolgreicher Kalibrierung wird an
Stellplatz 2 der X-Tisch angezeigt. Kli-
cken Sie Übernehmen
.
ð Die Kalibrierung ist beendet.
Review
5 Anhang
5.1 Auszüge aus der Serviceanleitung
Assembly Instructions / Montageanleitung SIPLACE WPC an SIPLACE X-Serie S SIPLACE WPC on SIPLACE X Se-
ries S 03/2020
43
5 Anhang
5.1 Auszüge aus der Serviceanleitung
Die folgenden Kapitel sind Auszüge aus der Serviceanleitung Ihrer Maschine. Dort finden Sie ggf.
weitere Informationen.
●
Serviceanleitung SIPLACE X-Serie S [DE:00197041‑xx] [EN:00197042‑xx]
5.1.1 DIP-Schalter am CAN-Switch einstellen
► Trennen Sie den CAN-Switch von der Spannungsversorgung.
► Entfernen Sie die beiden Befestigungsschrauben des Oberteils (Seite mit Aufkleber) und neh-
men Sie das Oberteil ab.
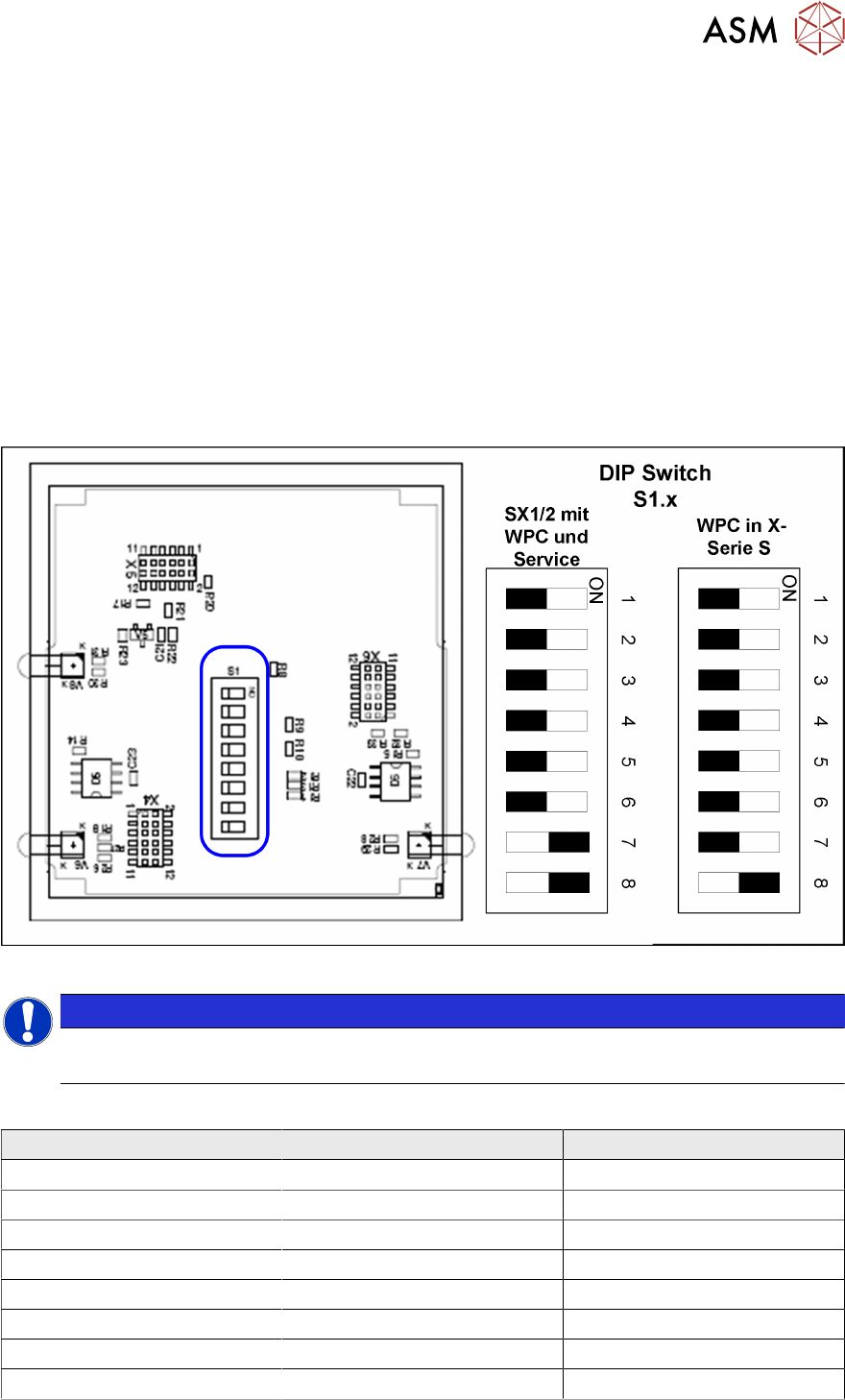
► Stellen Sie die DIP-Schalter ein:
Abb.48: Platine im CAN-Switch
HINWEIS
Standardeinstellung
Der CAN-Switch ist standardmäßig für die SIPLACE X-Serie S voreingestellt.
DIP-Schalter S1 im CAN-Switch [03083844-xx]
DIP-Schalter S1 ON OFF
S1.1 Testbetrieb Normaler Betrieb
S1.2 500 kBaud 1 MBaud
S1.3 Siehe Tabelle unten Siehe Tabelle unten
S1.4 Siehe Tabelle unten Siehe Tabelle unten
S1.5 Siehe Tabelle unten Siehe Tabelle unten
S1.6 ASC Test EIN ASC Test AUS
S1.7 120 Ohm CAN 1 Kein Abschlusswiderstand
S1.8 120 Ohm CAN 2 Kein Abschlusswiderstand
Review
5 Anhang
5.1 Auszüge aus der Serviceanleitung
44 Assembly Instructions / Montageanleitung SIPLACE WPC an SIPLACE X-Serie S SIPLACE WPC on SIPLACE X Se-
ries S 03/2020
Mit der Einstellung der DIP-Schalter S1.3 bis S1.5 kann die Anzeige (LED) konfiguriert werden,
d.h. ab wie viel Error Frames die LED ihren Status von Grün auf Rot wechselt. Die Standardein-
stellung ist, dass bei jedem empfangenen Error-Frame die LED rot wird.
LED-Status Error-Frames
LED-Status S1.3 S1.4 S1.5
1 Error-Frame OFF OFF OFF
5 Error-Frames / Minute ON OFF OFF
10 Error-Frames / Minute OFF ON OFF
10 Error-Frames / Stunde ON ON OFF
50 Error-Frames / Stunde OFF OFF ON
100 Error-Frames / Stunde ON OFF ON
500 Error-Frames / Stunde OFF ON ON
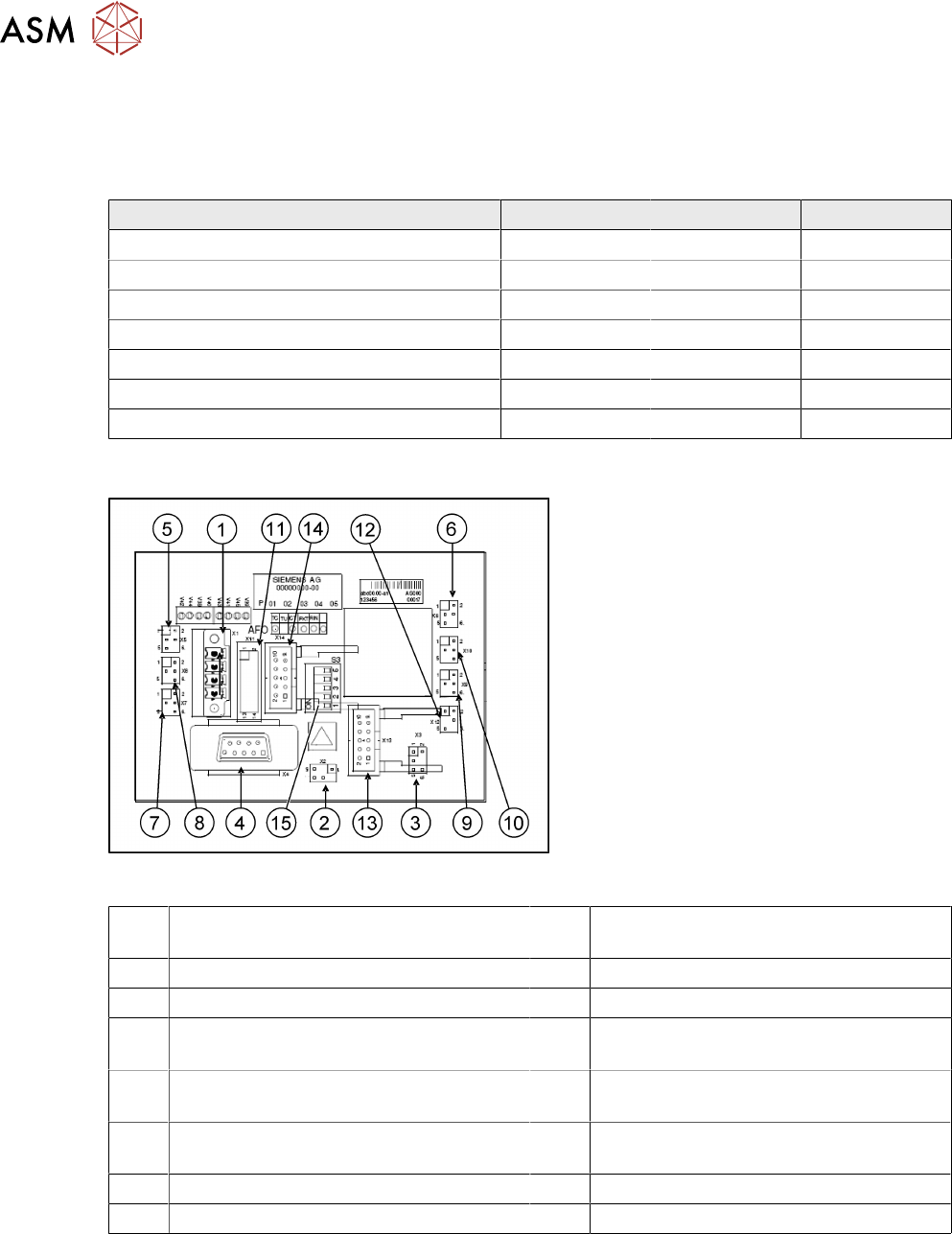
5.1.2 Steuereinheit am Schneidgerät (CAN‑Knoten)
Abb.49: Modul CAN-Knoten PPW Gurtschneider
Mit dem CAN-Knoten wurde für die
SIPLACEX4I, HF, D3 und X-Serien-Maschi-
nen eine neue Steuerplatine [03052927‑xx]
entwickelt. Diese steuert sowohl das
Schneidgerät als auch den Pipettenwechsler
des jeweiligen Stellplatzes an. Wird bei älte-
ren Maschinen diese Steuerung eingebaut,
müssen in Abhängigkeit zum Einbauort an
der Maschine die entsprechenden Jumper
für die CAN-Bus-Adressierung gesetzt wer-
den.
1 1 X1 – Energieversorgung mit automati-
scher CAN-ID
2 X2 – Energieversorgung Gurtschneider
+24V/+5V
3 X3 – Abwurfbehälter (Pipetten, Bauteile) 4 X4 – CAN-Bus-Anschluss
5 X5 – Energieversorgung Ventil (links) 6 X6 – Energieversorgung Ventil (rechts)
7 X7 – Bero Hub-Zylinder ausgefahren
(links)
8 X8 – Bero Hub-Zylinder eingefahren
(links)
9 X9 – Bero Hub-Zylinder ausgefahren
(rechts)
10 X10 – Bero Hub-Zylinder eingefahren
(rechts)
11 X11 – Test-Stecker Gurtschneider 12 X12 – Druckluftventil (zusätzliche Druck-
lufteinheit zum Bauteile abzuwerfen)
13 X13 – Pipettenwechsler Reihe1 14 X14 – Pipettenwechsler Reihe2
15 DIP-Schalter-Gruppe S3 (s.u.)