TR7500_Hardware_ch - 第15页
14 2 . 4 .1 輸 入 ( X) :可 利 用 圖 2 .6 及圖 2 .7 中的 X 8 0 ~ X 9F 並對 照表 2 .1 , 監 測 P LC 的輸 入點 是 否正常。 圖 2 .6 輸 入 1 圖 2 .7 輸 入 2 2 . 4 .2 輸出 ( Y) :可 利 用 圖 2 . 8~ 圖 2 . 10 中的 Y 1 00 ~ Y 1 20 並對 照表 2 .1 , 監 測 P LC 的輸出 點 是否正常。 圖 2 .…
13
圖2.2 輸送帶正轉及反轉設定
圖2.3 輸送帶停止
2.2 板寬 (圖1.7):按下圖 2.1 中的板寬,會出現圖 1.7 畫面,可使用旋轉輪設定板寬,待設
定完成後按下返回系統會將板寬調整功能鎖定,並回到圖 2.1 之 Debug畫面。
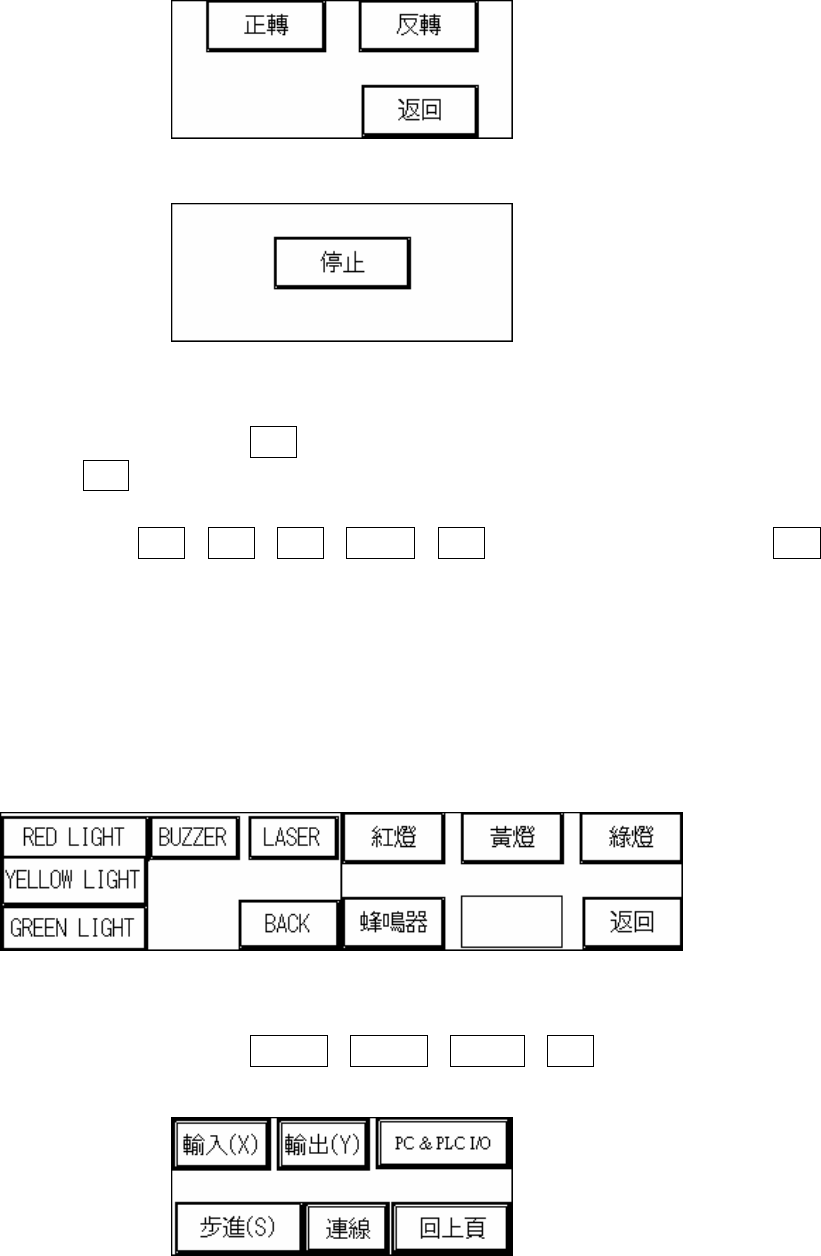
2.3 三色燈 (圖2.4):按紅燈或黃燈或綠燈或蜂鳴器或電射可分別測試是否動作正常;按返回
畫面會跳回圖 2.1 之 DEBUG 畫面。
2.3.1 雷射自動測試::
l 雷射 ON 的時機:當進板主程式開始檢測(夾板),即令雷射 ON。
l 雷射 OFF 的時機:
n 收到檢測完成(放板)的信號即 OFF。
n 按在檢測時按復歸即 OFF。
n 按急停開關即 OFF。
圖2.4 三色燈
2.4 監控 (圖2.5):可由圖 2.5 選擇輸入(X)、輸出(Y)、步進(S)、連線四個選項,以監控 PLC
程式執行的狀態。
圖2.5 監控
14
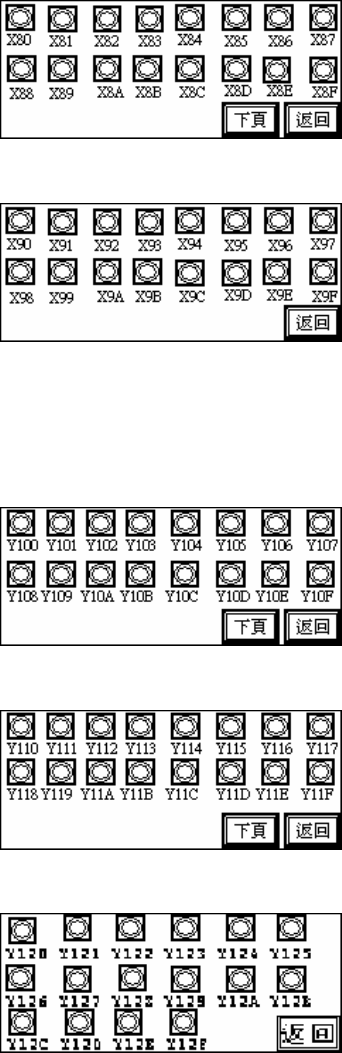
2.4.1 輸入(X):可利用圖 2.6 及圖 2.7 中的 X80~X9F並對照表 2.1,監測 PLC 的輸入點是
否正常。
圖2.6 輸入 1
圖2.7 輸入 2
2.4.2 輸出(Y):可利用圖 2.8~圖 2.10 中的 Y100~Y120 並對照表 2.1,監測 PLC 的輸出點
是否正常。
圖2.8 輸出 1
圖2.9 輸出 2
圖2.10 輸出 3
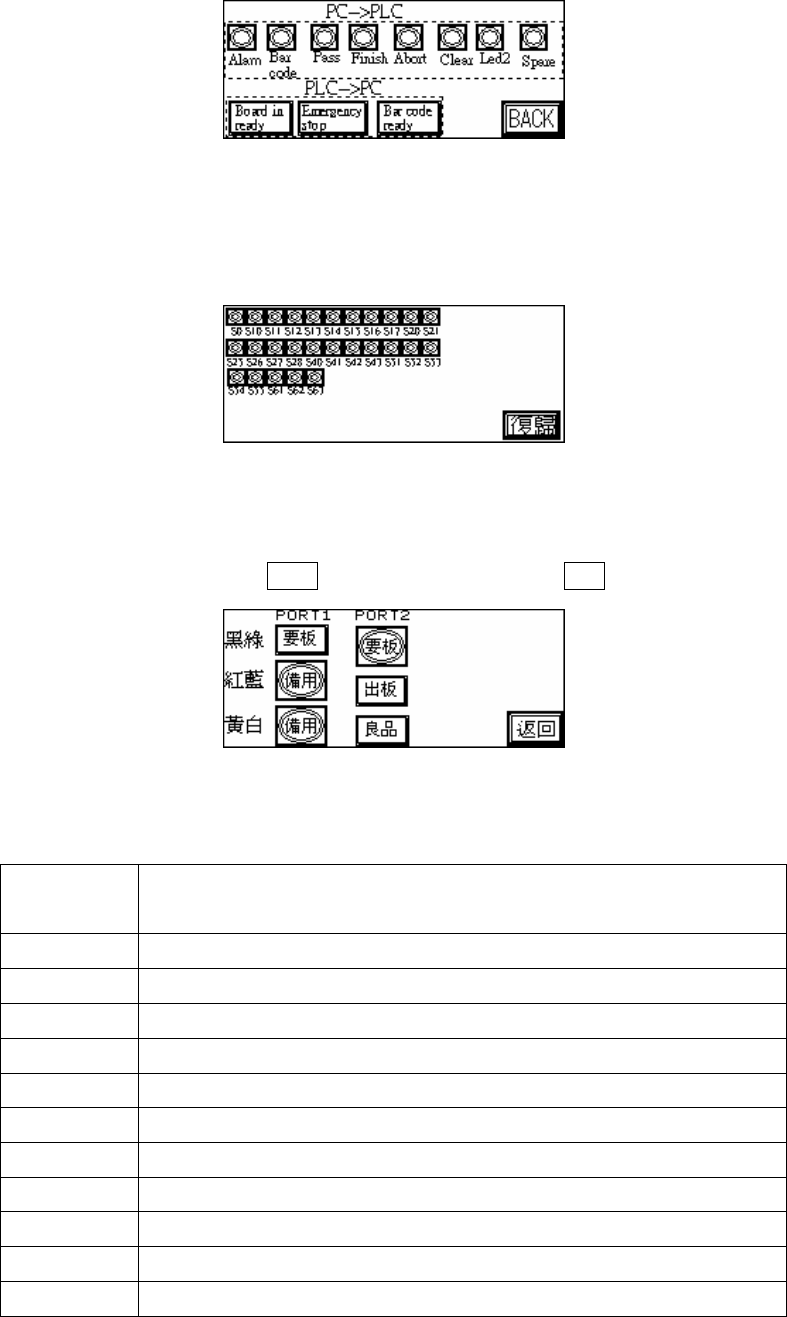
2.4.3 PC & PLC I/O: 可使用此功能配合 AOI 主程式,檢視 PC 及 PLC 間的輸入及輸出訊
號。
15
圖2.11 PC&PLC I/O
2.4.4 步進(S):選擇步進時,可監測系統運轉中發生問題的步驟;系統復歸、通過(BYPASS)
& 一般運轉時會顯示。
圖2.12 步進
2.4.5 連線:可利用 PORT 1 及 PORT2 自我檢測,將 PORT1 與 PORT2 相同線色的接頭對
插,由圖 2.13 中按下 Y***(輸出)即可監視相對應的 X**(輸入)是否有顯示。
圖2.13 連線
表2.1 I/O(PF2-XY64D2T&PF2-Y16P) 單元
PIN
Number
PIN DIFN.
X80(IN) EMS
X87(IN)
DRCH 復歸 DONE(TR-7100 使用)
X90(IN) SENSOR1
X91(IN) SENSOR2
X92(IN) SENSOR3
X93(IN) SENSOR4
X94(IN) SENSOR5
X95(IN) SENSOR6
X98(IN)
後站 READY (from loade—port2 黑綠)
X9A(IN) TEST OK (from pc)
X9B(IN)
PC 測試完成 (from pc)