4OM-993-007.pdf - 第400页
• テープフィーダのチェックポイント ( 1 ) Fig.4B33 Fig.4B34 5.2 吸着不良に関するトラブルシューティング Ꮞ߈ขࠅ࡞ޓ࿁ォޔࠡࡗࠞࠤ ࡃࡀޓ⎕៊ޔિ߮ ࠬࠗࡦࠣࠕࡓޓਅേ ࡂࠢㇱޓࠬࠠࡑޔᄌᒻޔ࠹ࡊⴕ 㕙 ޓޓޓޓޓߩᳪࠇޔⵣߩ࠹ࡊࠢ࠭ ޓๆ⌕⟎ޓ:;࠭ ࠨࡊ࠶ࠨޓᶋ߈ޔᄌᒻ ࡈࡠࡦ࠻ࡈ࠶ࠢޓ᧼ࡃࡀᄌᒻ ࡃࡀޓ⎕៊ޔિ߮ ࡠࠤ࠻ࡇࡦޓ⎕៊ޔᳪࠇ ࡠࠤ࠻ࡃޓ⎕៊ޔ⏴⠻ ࡠࠤ…
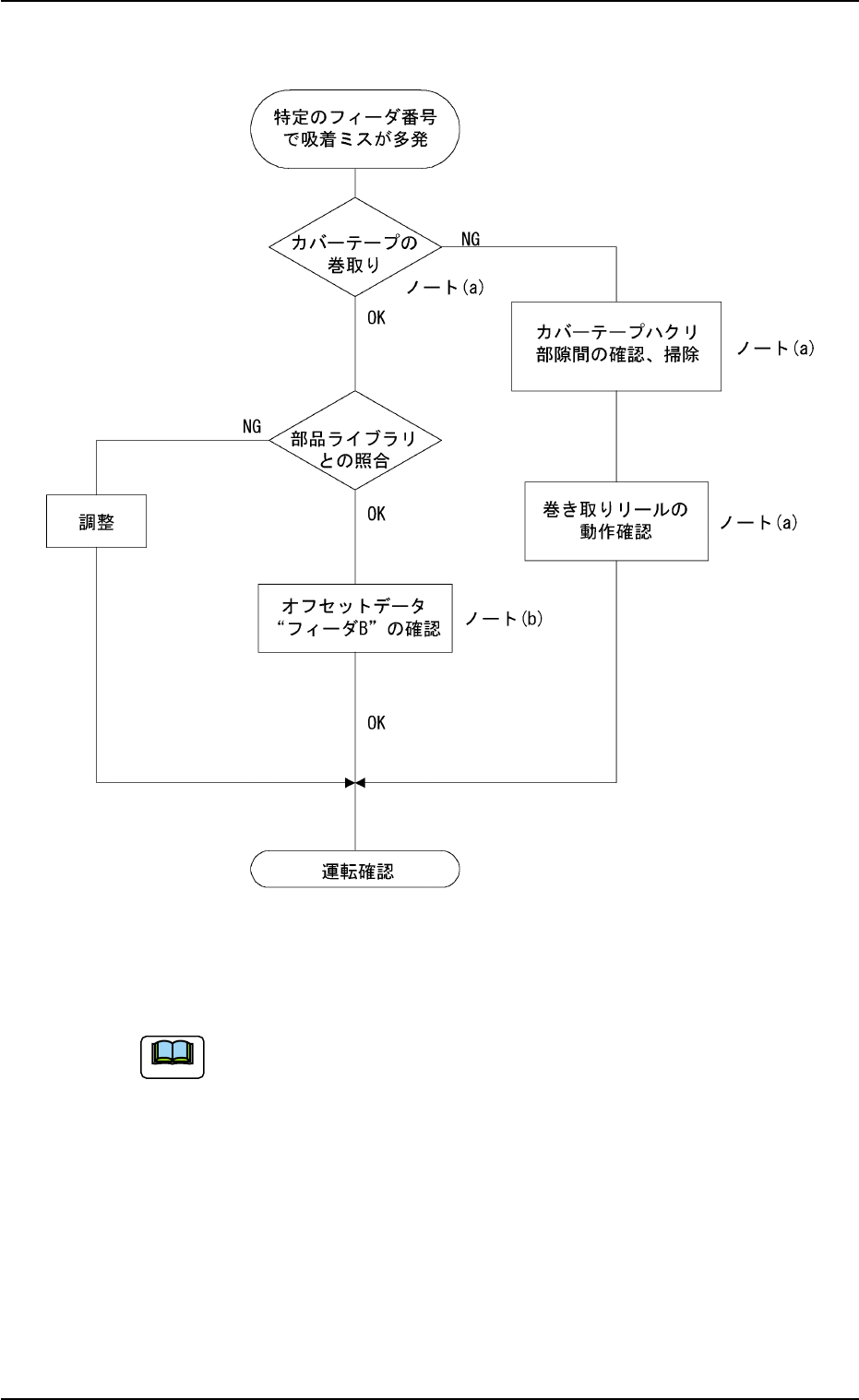
(2) 特定のフィーダ番号で吸着不良が多発した場合
Fig.4B32
(a)テープフィーダのチェックポイントは、次ページの
Fig.4B33、Fig.4B34 を参照してください。
(b) テープフィーダと部品を交換するとき、オフセットデー
タ“フィーダB”には、前の部品のデータが入っています
ので、機種切換後には、吸着位置を確認して、オフセッ
トデータ“フィーダB”の値をクリアまたは修正してくだ
さい。
5.2 吸着不良に関するトラブルシューティング
ࡁ࠻
0304-001 2-222 AHL01JTRP
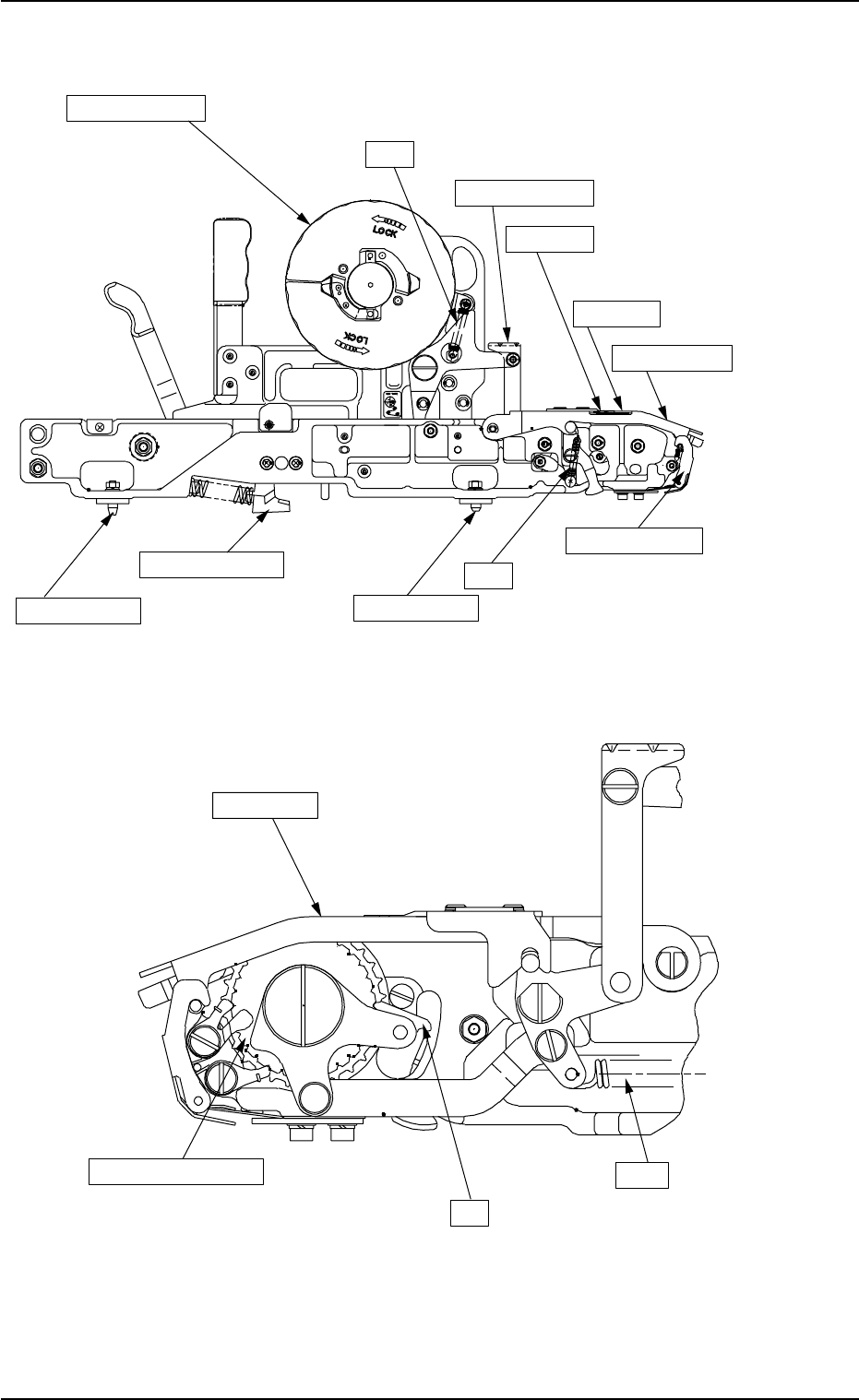
• テープフィーダのチェックポイント(1)
Fig.4B33
Fig.4B34
5.2 吸着不良に関するトラブルシューティング
Ꮞ߈ขࠅ࡞ޓ࿁ォޔࠡࡗࠞࠤ
ࡃࡀޓ⎕៊ޔિ߮
ࠬࠗࡦࠣࠕࡓޓਅേ
ࡂࠢㇱޓࠬࠠࡑޔᄌᒻޔ࠹ࡊⴕ
㕙
ޓޓޓޓޓߩᳪࠇޔⵣߩ࠹ࡊࠢ࠭
ޓๆ⌕⟎ޓ:;࠭
ࠨࡊ࠶ࠨޓᶋ߈ޔᄌᒻ
ࡈࡠࡦ࠻ࡈ࠶ࠢޓ᧼ࡃࡀᄌᒻ
ࡃࡀޓ⎕៊ޔિ߮
ࡠࠤ࠻ࡇࡦޓ⎕៊ޔᳪࠇ
ࡠࠤ࠻ࡃޓ⎕៊ޔ⏴⠻
ࡠࠤ࠻ࡇࡦޓ⎕៊ޔᳪࠇ
0304-001 2-223 AHL01JTRP
ࠪࡖ࠶࠲ޓᄌᒻޔᶋ߈ޔേߒߥ
ޓޓޓޓޓޓ㧔ᳪࠇޔㇱຠઃ⌕㧕
ࠬࡊࡠࠤ࠶࠻ࠡࡗㇱޓᳪࠇޔㇱຠઃ⌕
Ὺޓᳪࠇޔㇱຠઃ⌕
ࡃࡀޓ⎕៊ޔિ
߮
5.35.3
5.35.3
5.3
装着不良に関するトラブルシューティング装着不良に関するトラブルシューティング
装着不良に関するトラブルシューティング装着不良に関するトラブルシューティング
装着不良に関するトラブルシューティング
5.3.15.3.1
5.3.15.3.1
5.3.1
装着不良の要因と対策 装着不良の要因と対策
装着不良の要因と対策 装着不良の要因と対策
装着不良の要因と対策
(1) 装着位置ずれと装着角度ずれの場合
(1-1) 発生状況の把握
装着位置ずれや装着角度ずれは、工程Cで発生する場合と工程 D ~ E
で発生する場合とが考えられます。
Fig.4B29 を参照してください。
見分け方としては、両面粘着テープを貼り付けた基板の上に部品を装
着して確認する方法があります。
両面粘着テープで位置ずれが起これば工程 C で発生していることにな
ります。位置ずれがなければ工程 D 以降で発生していることが考えら
れます。
(1-2) 工程 C で発生している場合
部品認識後にヘッドの移動、または装着角度補正の回転でずれている
場合、要因として考えられるのは主に次の 2 つです。
• 真空吸着力の低下
• ノズル(ヘッド)移動時の振動やショック
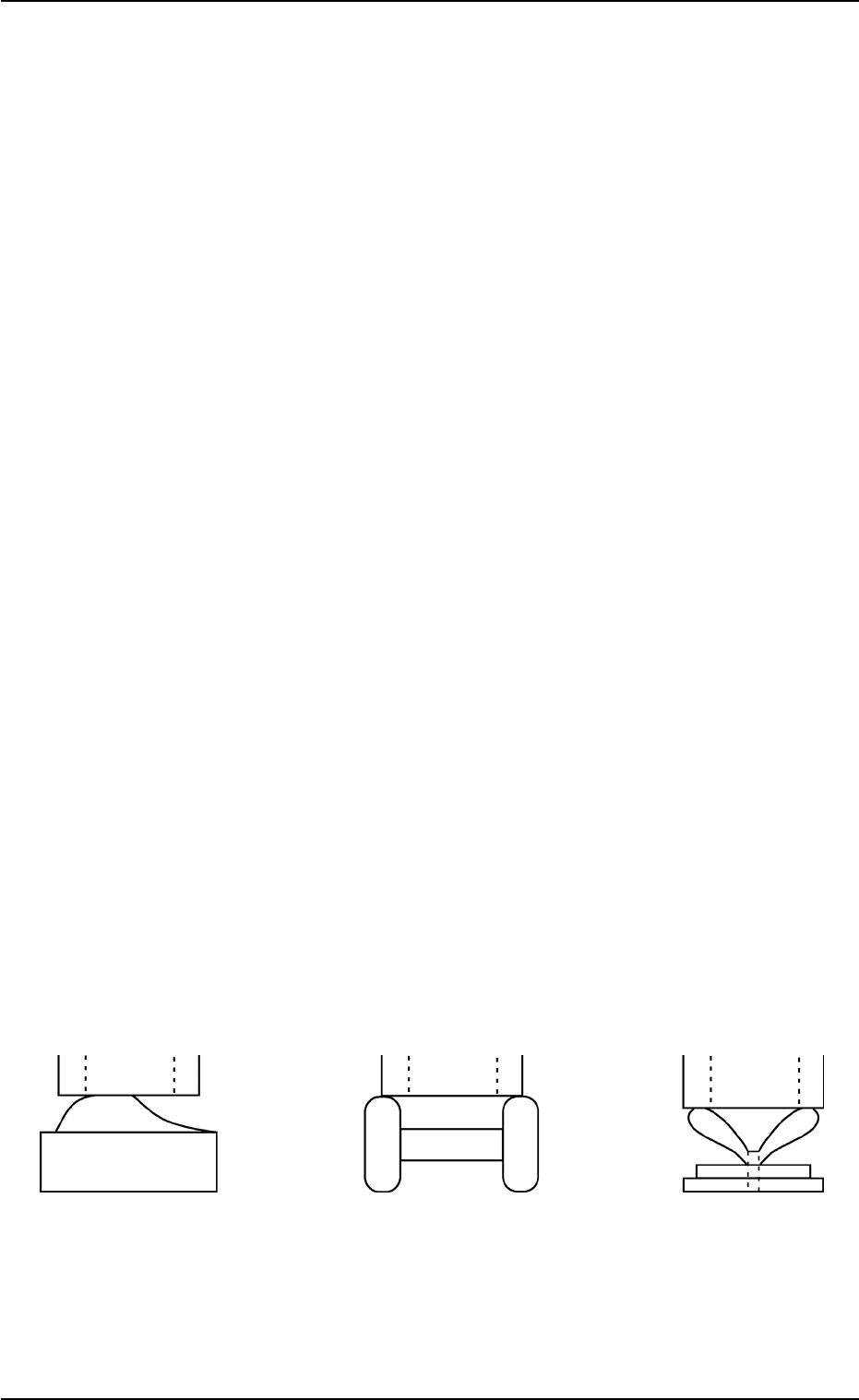
これらに異常がある場合に、真っ先に影響を受けるのは、Fig.4B35の
ような吸着が不安定な部品です。
生産実績のあるこのような部品に位置ずれが出始めた場合には、上記
の要因に関する確認を行います。
真空吸着力については、ノズルや真空経路の確認を行います。
ノズル移動時の振動については、工程 C の範囲で該当する箇所を調べ
ていきます。
Fig.4B35 装着位置ずれの発生しやすい部品例(1)
5.3 装着不良に関するトラブルシューティング
ㇱຠ㕙߇⁁ߢޔ
ߔߴࠅ߿ߔᛶ᛫߿
.'&ߥߤ
㔚ᭂ߇⤘ࠄࠎߢࠆ
ߚޔ⌀ⓨ߇ࠢ
ߔࠆࠦࡦ࠺ࡦࠨߥߤ
ࡏࡘࡓߥߤߩ
ๆ⌕ਇቯߥㇱຠ
0304-001 2-224 AHL01JTRP