00195733-0102_UM_X-Serie_SR605_SV.pdf - 第459页
Skötselinstruktion SIPLACE X-serie 6 Stationstillägg Från programversion SR.605.xx Utgåva 07/2008 SE 6.19 3D-koplanaritets-laser modul 459 – På varje automat kan end ast en koplanarite ts-la sermodul inst alleras. 3D-kop…
6 Stationstillägg Skötselinstruktion SIPLACE X-serie
6.19 3D-koplanaritets-lasermodul Från programversion SR.605.xx Utgåva 07/2008 SE
458
6.19.3 Tekniska data
6
6.19.4 Begränsningar
– Ben- eller kulidentifieringen kan försämras om yta är oxiderad eller glänsande.
– Följande komponenter går inte att mäta upp: PLCC, SOJ, uttag, Chip, Bare Die, Moulded,
Melf, ECV, DPack, CCGA, avskärmningsplåtar, komponenter med anslutningar endast på un-
dersidan
6.19.5 Installationsanvisningar
Tänk på följande punkter när ni installerar 3D-koplanaritets-lasermodulen:
– 3D-Koplanaritets-lasermodulen kan endast installeras på SIPLACE-automater, som är utrus-
tade med axelinskjutningen A364 och Box-PC. Tilläggsutrustning i efterhand till automater
med axelinskjutning A363 är inte möjligt.
Komponenter QFP, SO, BGA, Gullwing, stickkontakt
Noggrannhet
a
± 15 μm (3σ), ± 20 μm (4σ)
Max komponentstorlek 50 x 50 mm²
Max komponenthöjd 17 mm
Kapselformer BGA
min. kuldiameter
min. kuldelning
min. antal kulor
400 μm
800 μm
6
Kapslingsformer Gullwing
min bredd, ben
b
min. benavstånd
min. antal ben
300 μm
500 μm
5
Maximal stickkontaktsstorlek 120 x 20 mm²
Stickkontakt (Gullwing)
min bredd, ben
b
min. benavstånd
min. antal ben
300 μm
500 μm
5
Ytmonteringshuvudtyp TwinHead
Laserskyddsklass
3D-koplanaritetssensor
Ytmonteringsautomat
3B
2
a) Per kula/ben
b) För mindre benbredder kontaktar du din lokala produktmanager
Skötselinstruktion SIPLACE X-serie 6 Stationstillägg
Från programversion SR.605.xx Utgåva 07/2008 SE 6.19 3D-koplanaritets-lasermodul
459
– På varje automat kan endast en koplanaritets-lasermodul installeras. 3D-koplanaritets-laser-
modulen kan alltså inte användas tillsammans med den hittillsvarande modulen (se avsnitt
6.18
, sidan 451).
– 3D-koplanaritets-lasermodulen kan bara installeras på ställplats 3.
– 3D-koplanaritets-lasermodulen kan drivas tillsammans med TwinHead.
– 3D-koplanaritets-lasermodulen kan inte rustas, om i detta ytmonteringsområde ett Collect &
Place-huvud är installerat.
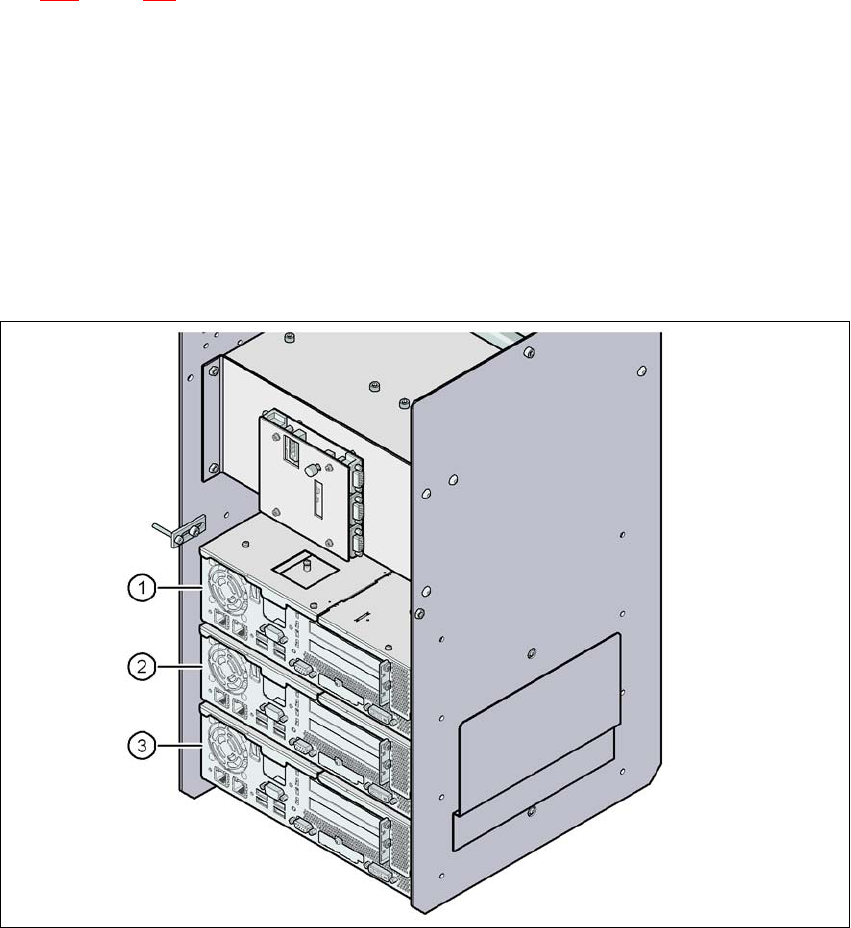
6.19.6 Analysdator
En Box-PC tjänar som analysdator. Den är placerad tillsammans styrdatorn och maskincontrollern
på inmatningssidan.
6
Bild 6.19 - 2 Box-PC för 3D-koplanaritets-lasermodulen
(1) Styrdator
(2) Maskinstyrsystem
(3) Analysdator till 3D-koplanaritets-lasermodulen
6 Stationstillägg Skötselinstruktion SIPLACE X-serie
6.20 SIPLACE Productivity-Lift Från programversion SR.605.xx Utgåva 07/2008 SE
460
6.20 SIPLACE Productivity-Lift
Artikelnr 00119314-xx Productivity Lift undergolvsträcka dubbeltransport
Artikelnr 00116325-xx Productivity Lift HV-Shuttle med dubbeltransport nödkörningsband
Artikelnr 00116310-xx Productivity Lift HV-Shuttle med enkeltransport nödkörningsband
Artikelnr 00119316-xx Productivity Lift undergolvsträcka enkeltransport
Artikelnr 00116326-xx Productivity Lift V-Shuttle med enkeltransport nödkörningsband
Artikelnr 00116316-xx Productivity Lift tillbehörspaket 1 (1 x per linje vid användning av ett
öppet transportband utan säkerhetsövertäckning före eller efter en SI-
PLACE Productivity Lift
Artikelnr 00116317-xx Productivity Lift tillbehörspaket 2 (1 x per linje vid användning av ett
öppet transportband med säkerhetsövertäckning före eller efter en SI-
PLACE Productivity Lift
Artikelnr 00119635-xx Productivity Lift tillbehörspaket HF-, X-serie (för integrering av ytbe-
handlingsautomaten i säkerhetskretsen till SIPLACE Productivity Lift)
6.20.1 Koncept för parallellytmonterering
I allmänhet är ytmonteringslinjerna uppställda i serie och seriellt förbundna med varandra.
Ytmonteringsprogrammet arbetar sekventiellt under det att kretskorten transporteras vidare till
nästa maskin. Detta betyder att ytmonteringen på ett kretskort är fördelat på flera olika automa-
ter.
Vid parallell förbindelse är ytmonteringsinnehållet för de olika automaterna sammanfattade. Flera
automater kör samma ytmonteringsprogram. De placerar alla komponenter på en maskin som är
fördelad på flera automater i en seriell bearbetning. Om kapaciteten för en automat är helt belas-
tad, transporteras kretskorten till nästa automat och bearbetas. Denna kombination av maskiner
med samma ytmonteringsinnehåll kallas grupp eller cluster.
6.20.2 Genomförande av parallellytmontering
Eftersom linjer med parallellt uppställda automater behöver mycket mera utrymme har konceptet
för parallellytmontering med transport i undre läge och horisontal-/vertikal-hiss (HV-Shuttle) utar-
betats. Automaterna är fortfarande i serie men med hjälp av hissarna och transport i undre läge
möjliggörs en linje i parallelldrift. På detta sätt bibehålls i princip kompakttätheten i SIPLACE-lin-
jerna.