YS12调整.pdf - 第9页
Service Engineer Service I nformati on SI080 4004 E-000 = YS12 , YG12: Procedure for adjustmen t after installa tion of the mach ine 9/60 4.3. How to check t he p aralellism and the w idth of the convey or After m aking …
Service Engineer
Service Information
SI0804004E-000 = YS12, YG12: Procedure for adjustment after installation of the machine
8/60
4. Adjustments (Preparation for the mounting adjustment)
After installing the machine and performing safety check, turn on the power and the air supply in
order to start up the machine.
This section describes the works and adjustments need to be done before performing mounting
adjustment (by ACP) after starting up the machine.
4.1. System data backup
Note:
The system data is basically backed up at the factory when the adjustment is performed after
assembling the machine. However, in case some changes of the settings are made before
shipment of the machine (ex. When you perform checking with the customer if the machine meets
the specifications.), the changes may not be saved. Please make a backup copy of the system
data before adjustment.
(* Please refer to the Operation manual for how to backup the data.)
4.2. Dual drive offset adjustmet for the Y-axis
Y-axes are driven by two motors. The “Return-to-origin” motion is performed with the Y1 axis, and
the pulse indicates the position of the Y2 axis when the Y1 is at the original position.
The Y2-axis moves in synchronization with the Y1 axis, and the deviation of the motion between
the two axes is monitored by pulse. The deviation due to the relocation of the machine can be
corrected by performing “Y-axis dual drive adjustment” in order to increase the accuracy of the
monitoring.
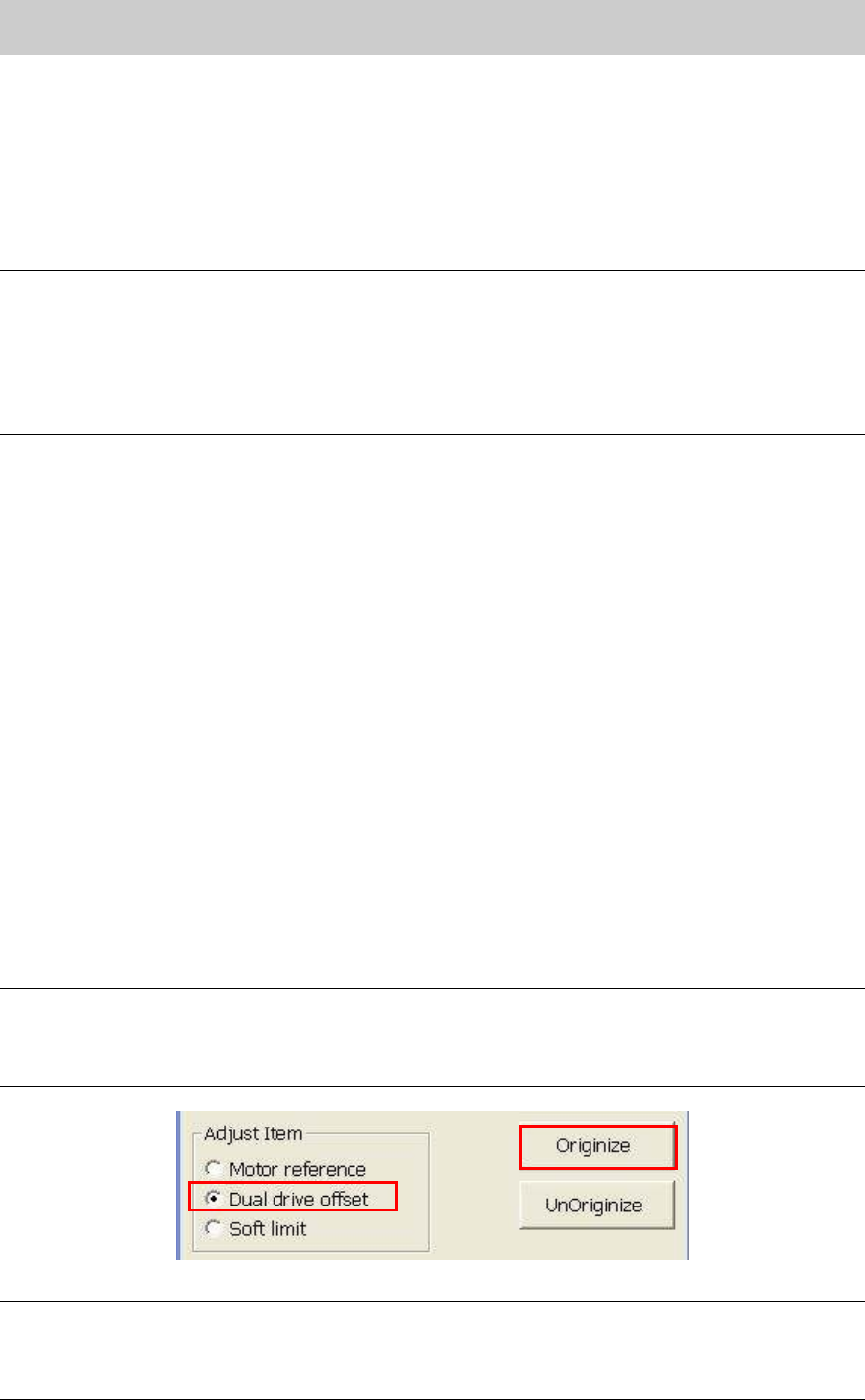
1. Click on the [Axis] button on the CalibSm main menu to display “Axis” screen, then select
“Dual drive offset” from the “Adjust Item”.
After selecting “Dual Drive Offset”, fill in the current value of the “Dual Offset” on the check
sheet.
2. Click on the [Originize] button to check the measured value.
3. Check the dual drive offset value and save the data.
Make sure that the offset value of the Y2 axis (Pulse) falls within the specification, then save
the data.
Fill in the current value (Current) and the measured value (Result) on the check sheet.
<Specification>: 63000 - 65000
Note:
Even though the value falls within specification, if the value (pulse) after adjustment is more than
1000 (pulse) larger or smaller compare to the value before adjustment, please renew the data.
If the variation is within 1000 (pulse), the adjustment does not need to be performed.
Figure 5
Caution:
- If the result does not fall within specification, please investigate the possible cause of the
problem. (Abnormal level of the base, deviation of the coupling, abnormal motor, and so on)
- When replacing the coupling or the motor, please adjust the pulse to 64000 +- 300.
Service Engineer
Service Information
SI0804004E-000 = YS12, YG12: Procedure for adjustment after installation of the machine
9/60
4.3. How to check the paralellism and the width of the conveyor
After making sure that the X-Axis and the reference conveyor are parallel to each other, check the
parallelism between the reference conveyor and the movable conveyor, and the reference of the
conveyor width.
4.3.1. Check the parallelism of the reference conveyor
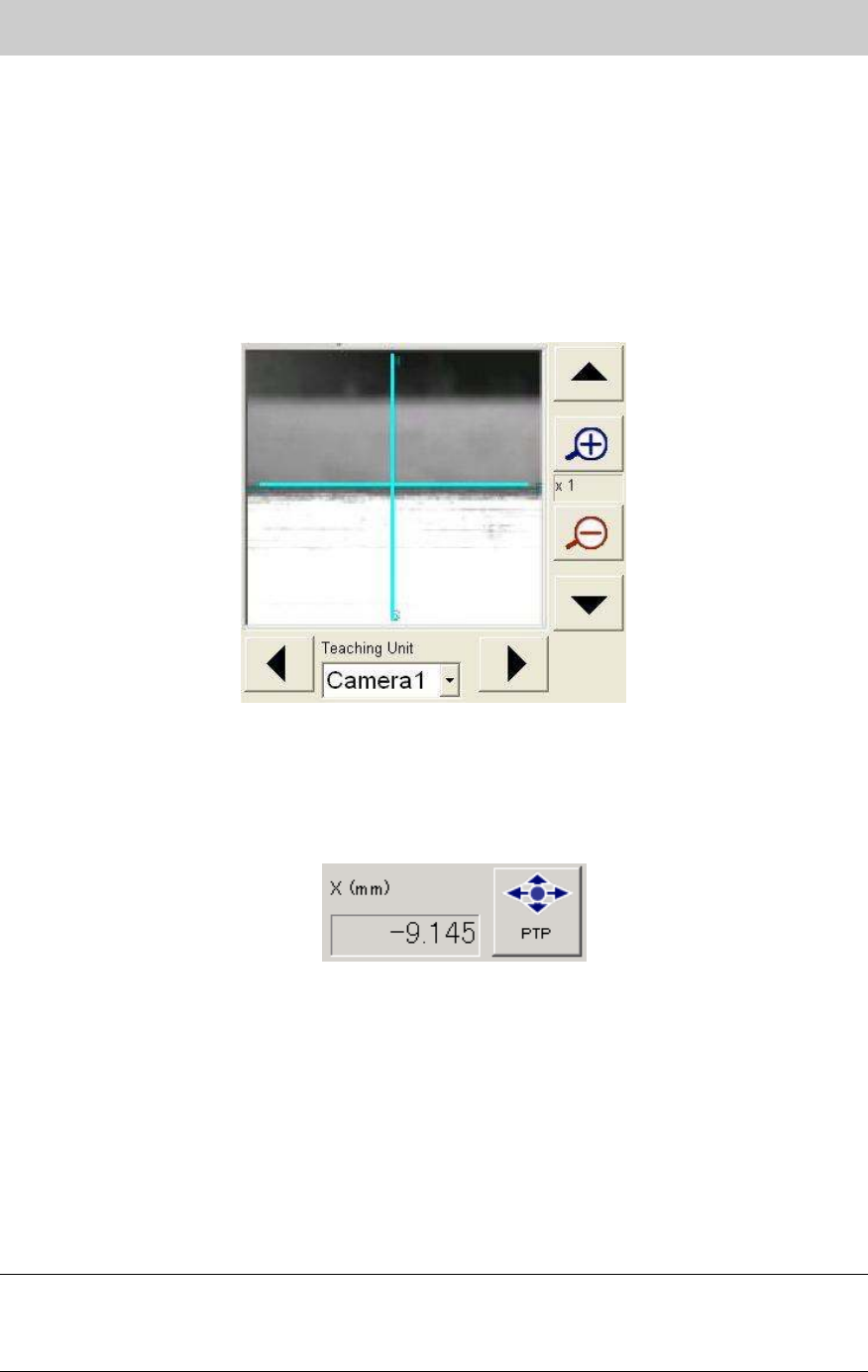
1. Obtain the coordinate of the Y-axis at the edge face of the reference conveyor near the main
stopper by performing teaching with the fiducial camera.
Fill in the coordinate of the Y-axis on the check sheet.
Figure 6
2. Move the X-axis 400mm to the plus (+) direction.
Click on the [PTP] button and move the X-axis 400mm to the plus (+) direction from the
current position by entering the value in the input field.
(If the PCB transport direction is from left to right, move the axis 400mm to the minus (-)
direction.)
Figure 7
3. Obtain the coordinate of the Y-Axis again after moving the X-axis.
Obtain the coordinate of the Y-Axis again after moving the X-axis by performing teaching for
the same Y-axis coordinate obtained in Procedure 1.
Fill in the coordinate of the Y-axis on the check sheet.
4. Check the difference of the Y-axis coordinates.
Calculate the difference between the Y-axis coordinate obtained in Procedure 1 and the
Y-axis coordinate obtained after moving the X-axis.
Fill in the value on the check sheet.
<Specification>: The difference in the Y direction is less than 0.05mm
Note:
If the result does not fall within specification, please check if the reference conveyor and the
movable conveyor are parallel to each other and the conveyor is not interfere with the cover of the
machine.

Service Engineer
Service Information
SI0804004E-000 = YS12, YG12: Procedure for adjustment after installation of the machine
10/60
4.3.2. How to check the parallelism and the initial position of the movable conveyor
[Required tools]
- Glass board for the mounting adjustment (240X170mm)
Used for checking the conveyor width.
- A 0.5mm thick scale or a 0.5mm thickness gauge
Used for checking the clearance between the conveyor edge and the board edge
1. Change the conveyor width to 170mm.
Click on the [Conveyor Width] button on the “Conveyor” tab in the “Unit” screen, then change
the conveyor width to 170.0mm.
2. Check the clearance between the conveyor edge and the board edge.
Press the glass conveyor against the reference conveyor and set it. Then insert the 0.5mm
thick scale between the board edge and the movable conveyor edge to check if there is a
proper clearance between them.
<Positions to be checked>
- At the entrance side of the conveyor
- At the center of the conveyor (mounting position)
- At the exit side of the conveyor
If there is no problem with the clearance, fill in the relevant column of the check sheet.
[If the clearance between the board edge and the conveyor edge is not properly kept]
If the clearance between the board edge and the movable conveyor edge is not 0.5mm,
please perform adjustment.
(1)
When the clearance is even but not appropriate.
Please perform “Initial position” adjustment of the W-axis on the “Soft Limit” screen
in the CalibSm.
(2)
When the clearance is getting smaller/bigger as it goes to the entrance/exit side of the
conveyor. (The clearance on the left side and on the right side is different.)
Adjust the initial position of the ball screws of the W-axis on the right side and on the
left side so that they move in synchronization with each other.
(3)
When the clearance is partly different.
Make sure that the W-axis is not damaged, and then adjust the position of the
conveyor guide plate.
4.3.3. Check if the board can be transferred smoothly between the main machine and the
upstream/ downstream machines
After making sure that the conveyor of the machine has no abnormality, adjust the conveyor
width of the upstream machine and the downstream machine to be equal, and check if a
board can be transferred smoothly between the machines.
If a board can be transferred smoothly, fill in the relevant column of the check sheet.