GT 参数详解GKG印刷机参数调试方法
GKG印刷机——新软件参数详解 GKG培训专用
GKG印刷机——新软件参数详解
GKG培训专用

一、主界面——各功能简介
如红框内所示,此部分为所
有功能的集合按钮,包括工
程、应用、设置、信息等。
此部分集合了常用的功能,
包括刮刀前进、后退,及人
工、手工清洗。
如图所示,红框内为生产实
际常用界面,包括新建工程、
录入修改、更换程序、生产
选项设置及开始停止选项,
这六项功能,方便客户实现
制程与修改的需要。
此部分集合了归零、IO检测、
各轴运动控制(不包括调
宽)、权限设定,以及软件
退出。
注:以上所有功能会
在后续详细介绍。
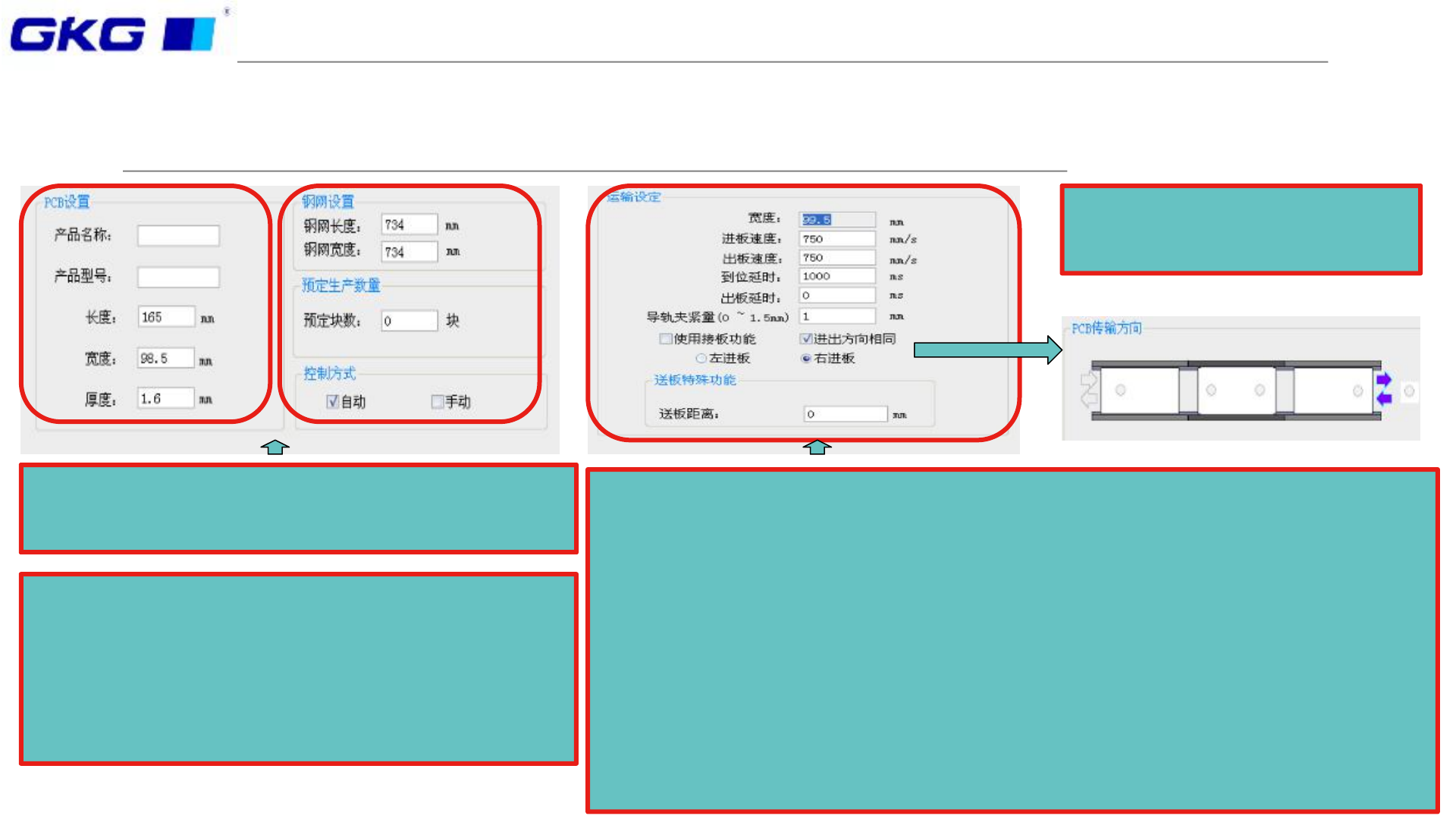
二、制程——PCB、钢网、运输参数详解(一)
PCB设置:根据客户需求,输入产品名称及型号,按照
PCB或载具实际尺寸,输入长宽厚度。
注:G9,为手动调节平台,因此在此界面输入厚度无用。
钢网设置:默认为734尺寸,若使用钢网定位功能,需要
输入实际钢网尺寸,这样软件会根据钢网尺寸计算定位气
缸定位的位置。
预定生产数量:默认为0,即不设定预定数量,若设定了
数值,当软件生产到预定数量时,会自动停止生产。
控制方式:此功能应用于国外机,软件默认自动生产,手
动控制方式,为软件每一步的动作,都需要手动确认。
运输设定:宽度自动根据PCB实际宽度自动默认+1mm,进出板速度为软件默认750,上
限1500,可根据客户实际生产要求设定,若进出板速度加大,则到位延时也对应加大,
以免进板速度过快,导致PCB撞击挡板气缸发生反弹。
出板延时:出板延时主要针对于PCB板,有较多镂空位置,设定出板延时,目的是在出
板感应器感应到没有板时,仍按照预设的时间,继续皮带传动,防止PCB板未出导轨,
接驳台进板,发生撞机故障。
导轨夹紧量:默认1mm,为机器定位PCB板时,导轨夹紧PCB的余量,若客户的PCB板
较薄,可修改夹紧量,保证夹持平稳。
进出板方向:可根据实际需要选择进出板方向,可左进左出、右进右出,左进右出,右
进左出,同时设定好的进出方向,会在软件主界面实时显示,如右上图所示。
送板功能:此功能根据机型的不同,G9的送板距离不超过3mm,GT+的送板距离约为
8——10mm左右,送板功能的主要目的是:印刷小板,而接驳台与导轨距离过远,导致
掉板,因此使用送板功能,降低掉板几率。
注:G9与GT+,在摆线的时候,不
能将接驳台轨道伸入印刷机内部,
防止撞机。