GT 参数详解GKG印刷机参数调试方法 - 第6页
五、制程—— PCB定位与MA RK点设置 1 、 MARK 点设 置 :如红框 所示, GT+m ark 点的选取 方式为手动 选取 , 同时取 像方式分为 单照 / 双照, 单照只照取 PCB ,双照照 取钢网与 PC B ,双照 印刷质量更为 稳定,单照 生产周期更 短,同时更 多的满足客 户未开 M ARK 点的钢网 。 2 、 标志点个 数 :可选取 3——4 个 ma rk 点,以及 添加防呆点 ,防止 PCB 放 反造成的…
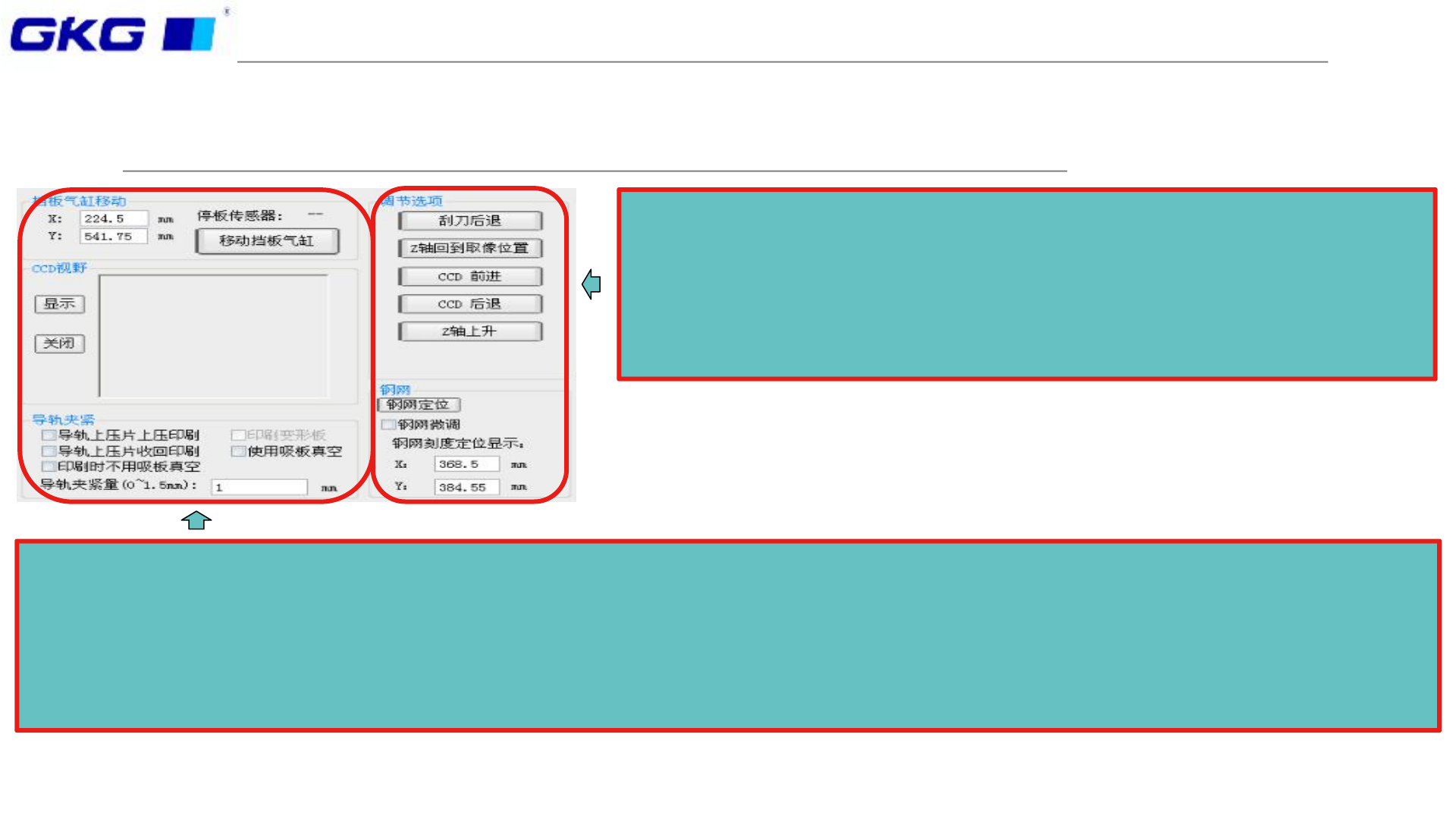
四、制程——挡板气缸、CCD视野与调节选项
1、挡板气缸移动:此参数跟机PCB尺寸自动默认生成,修改此参数主要应用于PCB有缺口,或客户钢网为双开,钢网孔位不居中时使用。
2、CCD视野:此参数可在对准钢网时使用,手动检查PCB与钢网孔位是否对准,同时也可应用于LED倒装时,PCB与钢网对准。
3、导轨夹紧:1)导轨上压片上压印刷:在PCB定位之前,上压片自动伸出,在印刷整个过程中,压片不收回,只有停止生产或取消此选项压片才会
收回,同时使用上压边需要注意,PCB不可高于导轨!
2)导轨上压片收回印刷:在PCB定位之前,上压片自动伸出,在上升印刷时,自动收回,减少PCB与钢网的间距。
4、使用吸板真空:吸板真空的主要目的有两个:一是增加PCB在印刷及脱模过程中保证平稳性,二是透过真空,增加焊点锡量。
1、调节选项:包含刮刀后退、CCD前进/后退、Z轴上升、Z轴回到取像位置,此部分
在制程时,对准刚网及PCB后的常见操作。
2、钢网定位:钢网定位功能主要应用于常见的频繁换线或按时定期机洗钢网,钢网
定位的主要优点是,定位当前对准后的钢网位置,在拆卸钢网后,不再需要手动对准
即可完成PCB与钢网的对准,但使用此功能需要注意的时,刚刚定位近能移动Y方向,
因此网框压板支架若被移动,那么只有Y方向是准确的,X方向的还需手动对准,此点,
在与客户讲解时,需要格外交代。

五、制程——PCB定位与MARK点设置
1、MARK点设置:如红框所示,GT+mark点的选取方式为手动选取,同时取像方式分为单照/双照,单照只照取PCB,双照照取钢网与PCB,双照
印刷质量更为稳定,单照生产周期更短,同时更多的满足客户未开MARK点的钢网。
2、标志点个数:可选取3——4个mark点,以及添加防呆点,防止PCB放反造成的误印刷。
3、标志点设置:增加标志点为新建时使用,修改标志点为重新定位时使用,核对标志点,为检查已定制的标志点,2D模板设置不在此讲解。
1、PCB定位:此界面集合PCB定位时常见的使用功能,在正常印刷时,以上功
能为软件自动默认设置,以上功能很好理解,在此不多赘述。
2、定位顶针:此功能有单独说明书,在此不讲解。

六、制程——CCD调节、平台调节、匹配
1、CCD调节:此部分为软件默认计算,不
需要手动设置,若PCB或钢网的焊点或
MARK点需要手动设置,则在移动框内输入
数值移动即可。
2、平台调节:使用此选项,为PCB取像不
清晰时调节,勾选【平台调节】,在弹出窗
口内输入:GKG——MODIFY两层密码后,
进入平台调节,待取像清晰后,将数值输入
到机器参数中的【Z轴取像高度】中,即可。
3、匹配:此部分主要功用在于【边缘轮廓
识别】与【整体面积识别】两个部分,边缘
轮廓识别为软件默认选项,当软件默认功能
无法满足MARK点设置时,可使用整体面积
识别,例如识别背光源PCB的0.2MARK点。