GT 参数详解GKG印刷机参数调试方法 - 第9页
八、I/O信号 ——输入与输 出 1 、 输入 :此 部分集合了 印刷机所有 的输入点信 号,通常输 入 点信号,在 排查机器故障 时使用较多 ,辅助确认 原点与极限 信 号。 2 、 运动轴相 关信号 :在 此部分可查 看检测运动 轴所有的极 限 与原点信号 ,以此排除感 应器故障, 辅助排查机 器故障。 2 、 输出 :主 要包含:运 输系统、印 刷系统、 C CD 与清洗系 统、信号 部分、其他 功能部分。 此部分的主 要功能有两…
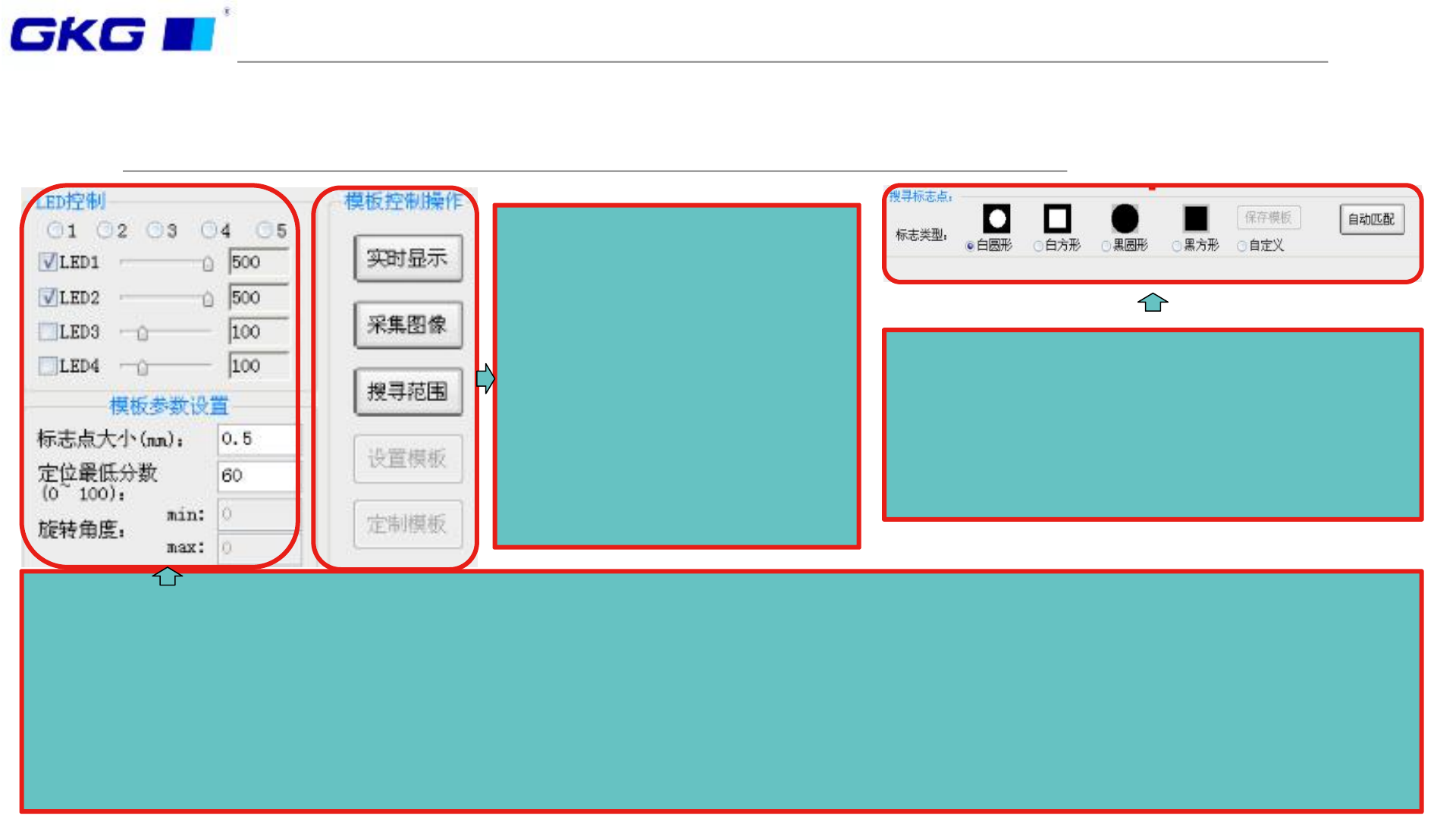
七、制程——LED控制
1、LED控制:
1)【1—5】为5种不同的光源对比度,此功能的主要目的是方便客户在不调节下方LED的光源时,用上方5种光源即可完成MARK点的调节,直接匹
配,缩短制程时间,给客户带来方便。
2)【LED1—2】为PCB光源调节灯,当MARK点为镀锡点时,将LED2调节至最小,LED1调节至最大,即可减少MARK点报警频率同时增加兼容度,
【LED3—4】为钢网光源调节灯,使用这两种光源时,要求MARK点与焊盘对比鲜明,即可。
2、模板参数设置:
1)标志点大小:可根据MARK点实际大小设定参数值 2)定位最低分数:范围0——100,默认60,分数越高,定位精度越准,若PCB的标志点质
量很差,可降低此分数值,满足减少标志点报警的频率 3)旋转角度:为MARK点的旋转角度,模板默认垂直正中,若实际模板有角度,修改此参
数,按实际MARK点旋转角度输入±值即可,此数值主要应用于MARK点不规则,有角度时可使用此参数。
2、模板控制操作:使用此功能,为
自动匹配失败,采取手动匹配操作
(即手动定制焊盘等为MARK点)。
1)按照图示顺序:实时显示→采集
图像→搜寻范围(此部分需要注意,
若客户印刷的为FPCB板,若频繁找
不到MARK点,可将搜寻范围放到最
大,增大搜寻范围,若客户PCB板在
一个视野内有两个相同易混淆的点,
则在定制时,将搜寻范围缩小,将非
定制焊点屏蔽在搜选范围外)→设置
模板→定制模板,按照上述顺序,即
可完成手动定制焊点操作,
3、标志点类型:
1)主要分为:白圆形、白方形、黑圆形、黑方形四种,
此部分四种类型适用于自动匹配,若使用手动定制标志
点,此部分功能不起作用。
2)自定义:此部分功能可将客户处的标志点以自定义
的方式保存在标志点类型中(保存在C盘中),在后续
应用时,可候选自定义,选择模板后,自动匹配标志点。

八、I/O信号——输入与输出
1、输入:此部分集合了印刷机所有的输入点信号,通常输入
点信号,在排查机器故障时使用较多,辅助确认原点与极限信
号。
2、运动轴相关信号:在此部分可查看检测运动轴所有的极限
与原点信号,以此排除感应器故障,辅助排查机器故障。
2、输出:主要包含:运输系统、印刷系统、CCD与清洗系统、信号
部分、其他功能部分。
此部分的主要功能有两点:1)在安装机器完毕后,手动检查各部分
功能是否在手动验证下OK。2)辅助排查机器故障。

九、运动控制
1、平台马达:X/Y1/Y2轴,根据
不同机型,运动范围也不同,而
三轴的补偿值为:运动范围最大
值/2=补偿值,即,X轴补偿值最
大为10mm,Y1/Y2也同样如此,
Z轴部分为Z轴最大运动行程(注:
Z轴最大运动行程,不是印刷位置,
此部分需要明确)
2、CCD马达:CCDX/CCDY轴,
根据机型的不同,行程也不同,
安装调试时,可在此部分手动验
证CCD部分是否正常。
3、印刷马达:印刷轴与加锡轴,
在安装调试时,可手动验证走位
行程,以此检验运动轴是否正常,