T-Solution2_User_Guide(Chi_Ver11.2)_red(1) - 第477页
11-37 优化 PCB 程序 STEP7. 单击 <Simulate> 按钮针对该设备进行模拟 改善周期时间 : 27.664 → 2 6.808 改善最终周期时间 : 27.771 → 26.808 ( 缩短 1 秒左右 ) 备注 以生产线的设备中负荷相对较大的 设备为对象调整周期地改 善生产线中各设备之间的贴装均衡 。 注意 调整了周期后实行优化时会让周期 时间的改善效果消失, 因此, 如果通过 “ 周期调整方…
11-36
{TzYG|˅Gn{TzYG|˅Gn
1R-A4-4 VS030 → 1R-A4-3 VS030
把1R-A 的ANC 4号孔的VS030吸嘴从 1R-4号头部重新指定给1R-3号
头部
1R-A4-5 VS030 → 1R-A4-4 VS030
把1R-A 的ANC 5号孔的VS030吸嘴从 1R-5号头部重新指定给1R-4号
头部
备注 把吸嘴重新指定给其它头部时,如果和先前指定给头部的吸嘴
不同,该头部需要更改吸嘴。更改吸嘴时会进一步花费时间,
可能的话,需要不更改吸嘴地调整贴装点指定及贴装顺序。
如果在移动的周期中其它头部预定更改吸嘴而需要在该头部
更改吸嘴的话,也可以实行模拟而缩短周期时间,从而能够改
善因为调整贴装点而需要更改吸嘴的情况。
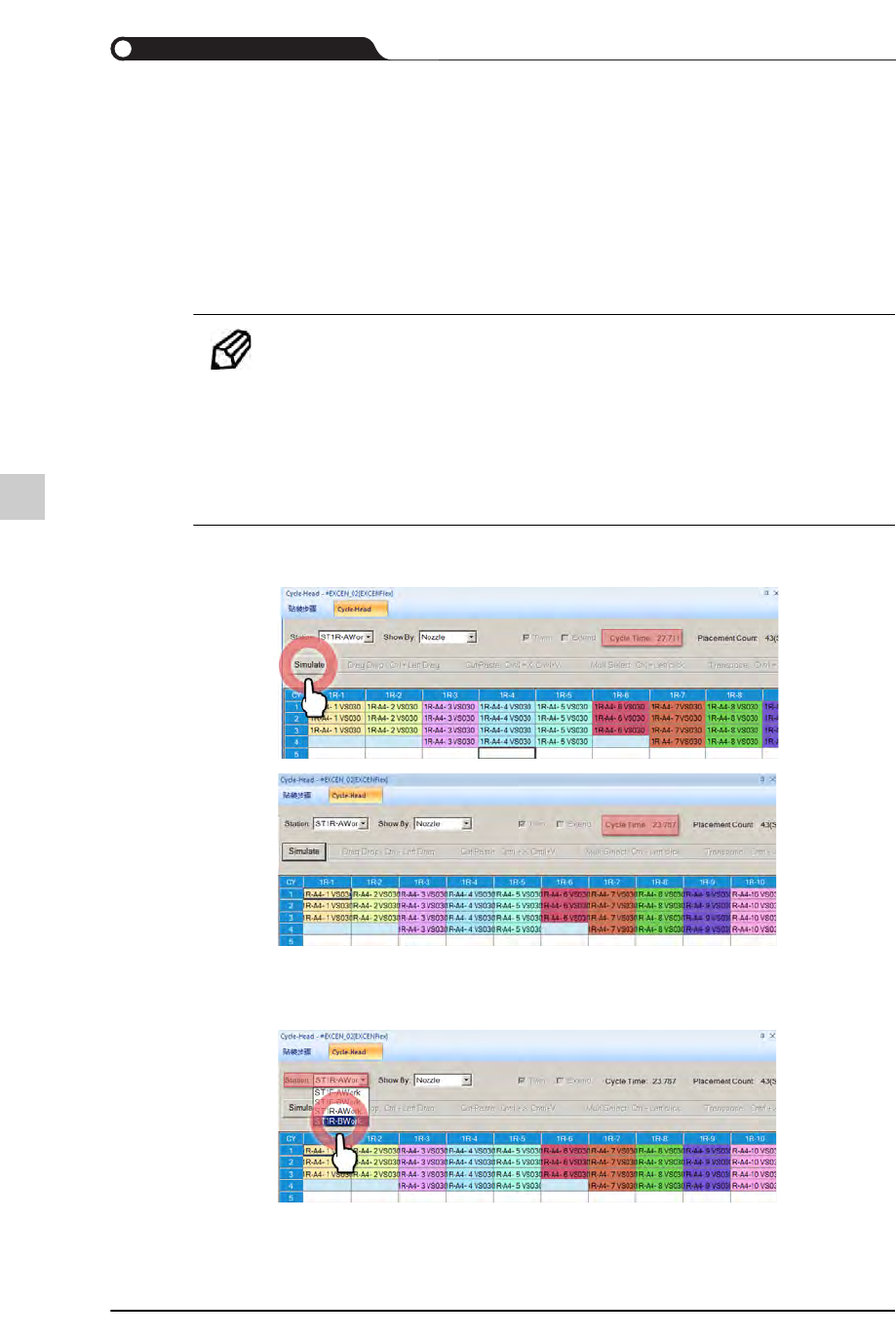
STEP5. 单击<Simulate> 按钮针对该设备进行模拟
改善周期时间 : 27.711 → 27.664
STEP6. 如果还能针对其它悬臂进行周期调整,使用相同方法调整周期
11-37
优化PCB程序
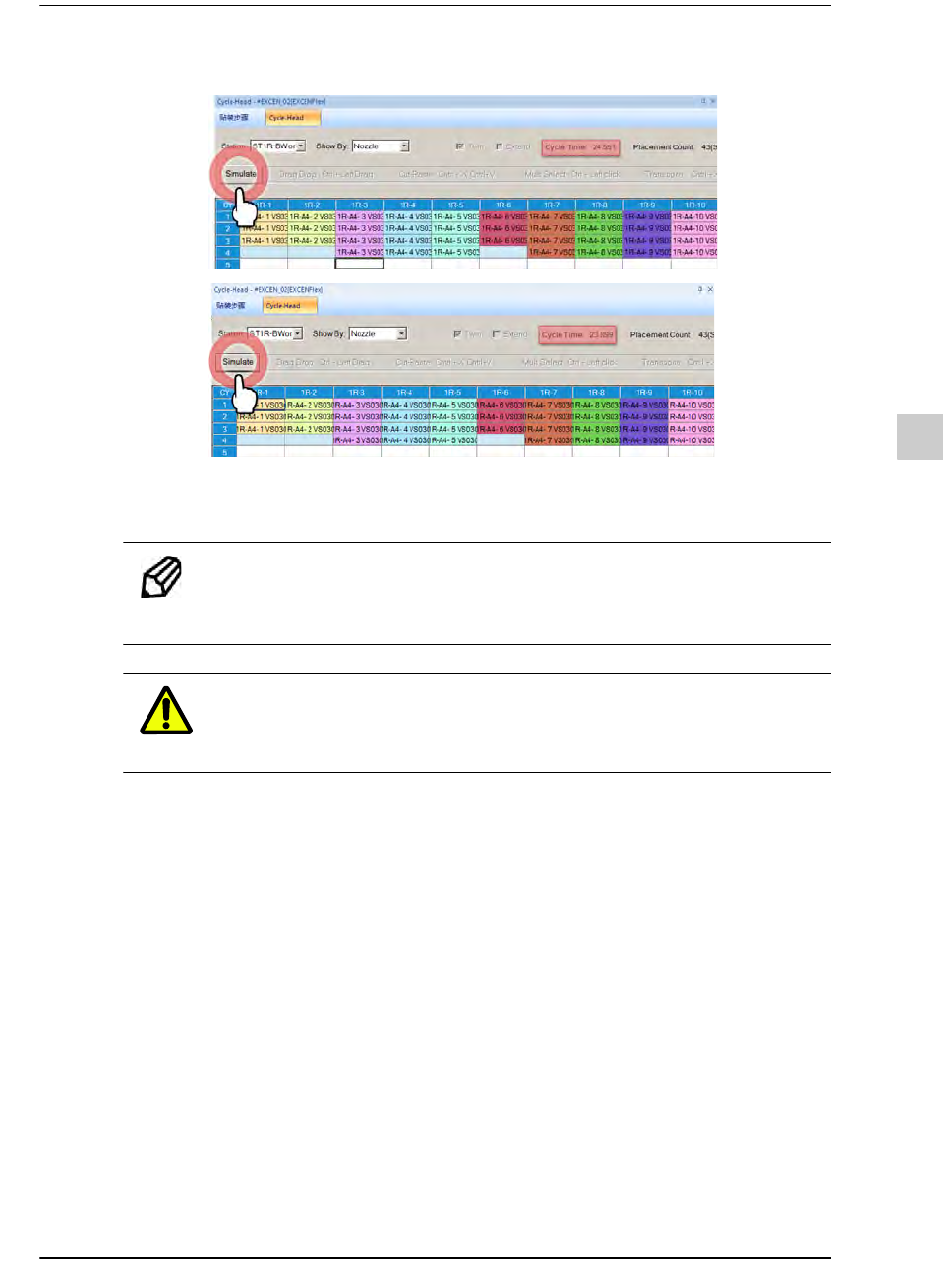
STEP7. 单击<Simulate> 按钮针对该设备进行模拟
改善周期时间: 27.664 → 26.808
改善最终周期时间: 27.771 → 26.808 ( 缩短1秒左右 )
备注 以生产线的设备中负荷相对较大的设备为对象调整周期地改
善生产线中各设备之间的贴装均衡。
注意 调整了周期后实行优化时会让周期时间的改善效果消失,因此,
如果通过“ 周期调整方式”实行了手动均衡,请不要实行优化。
11-38
{TzYG|˅Gn{TzYG|˅Gn
11.3.3.2.
贴装点移动
把负荷相对较重的悬臂的一部分贴装点指定给其它悬臂而得以调整悬臂之间的负
荷差异。而且,特定悬臂针对特定元件指定了过多的贴装点时,供料器料盘 更换次
数会相对较多,移动贴装点后能够减少元件料盘 的更换次数。
备注 介绍了如下图所示地在1F/1R与2F/2R都具有同一元件时从1F/
1R把该元件的贴装点中的一部分移到2F/2R的步骤
把特定悬臂的一部分贴装点指定给其它悬臂地优化的方法如下。
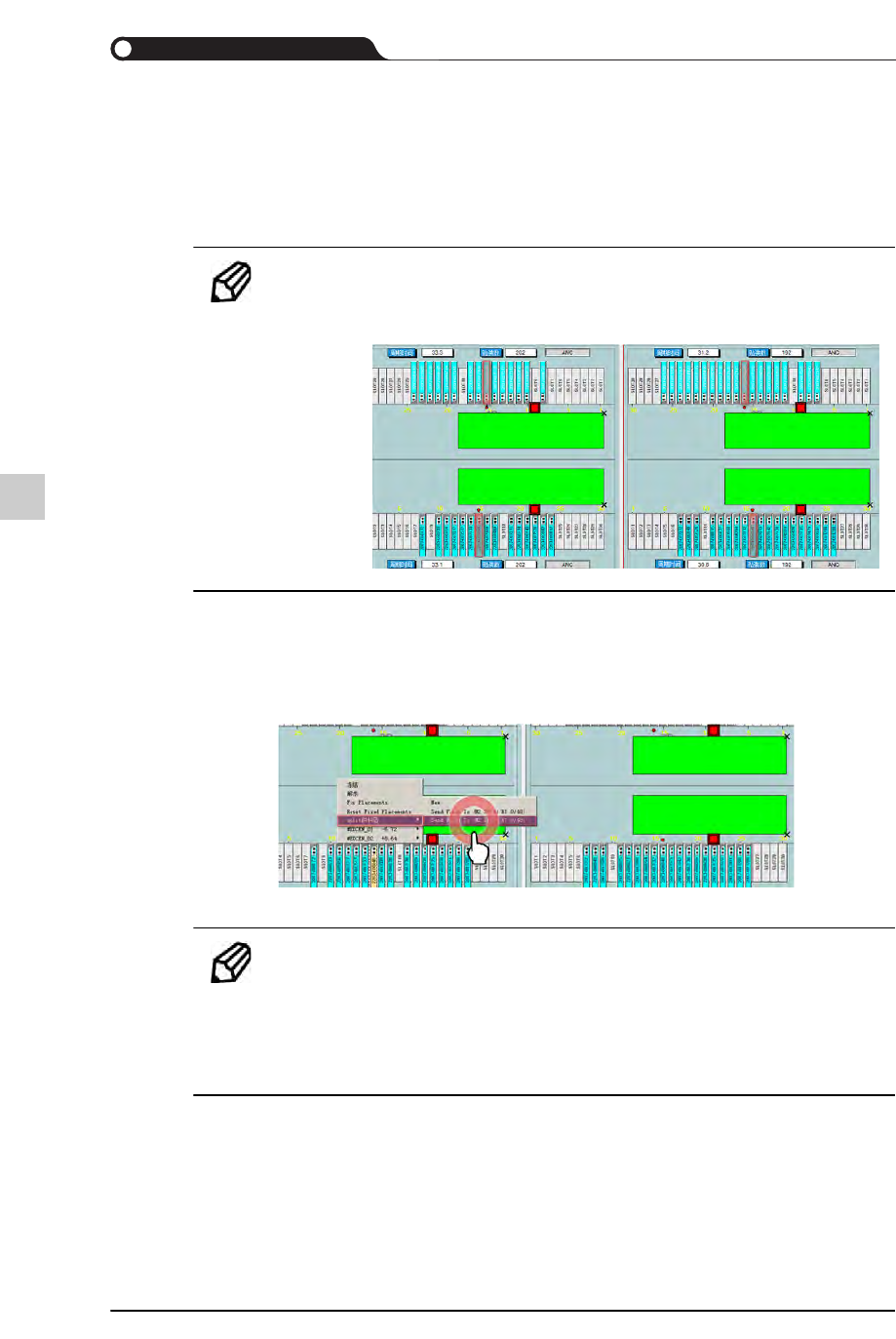
STEP1. 选择安装在1F的15号插槽上的供料器后单击鼠标右键并选择split供料器,
然后选择Send Place To (M2 2F-16)
选择 “split 供料器 ” 后,可以如下所示地选择 3 个项。
备注 如果2F的供料器所供应的元件和目前选择的供料器所供应的
元件不同,将不显示下列2项。
Send Place To (M2 2F-16)
Send Place To (M2 2F-11)
New
把目前选择的供料器所供应的元件的贴装点中的一部分拿掉后由新
供料器供应