MAN00000772_SI-G200BB_SVCPDFA.pdf - 第24页
Wo rk Proce du re WKG B-10 1 02 - 01 G200 BB Hea d Mai n te nan ce SHEET 10 /1 1 5. Apply the spline nut assemblin g jig (2) to the spline nut from th e top, and then lightly tighten the splin e nut until the n ut does n…
Work Procedure
WKGB-10102-01
G200BB Head Maintenance
SHEET
9/11
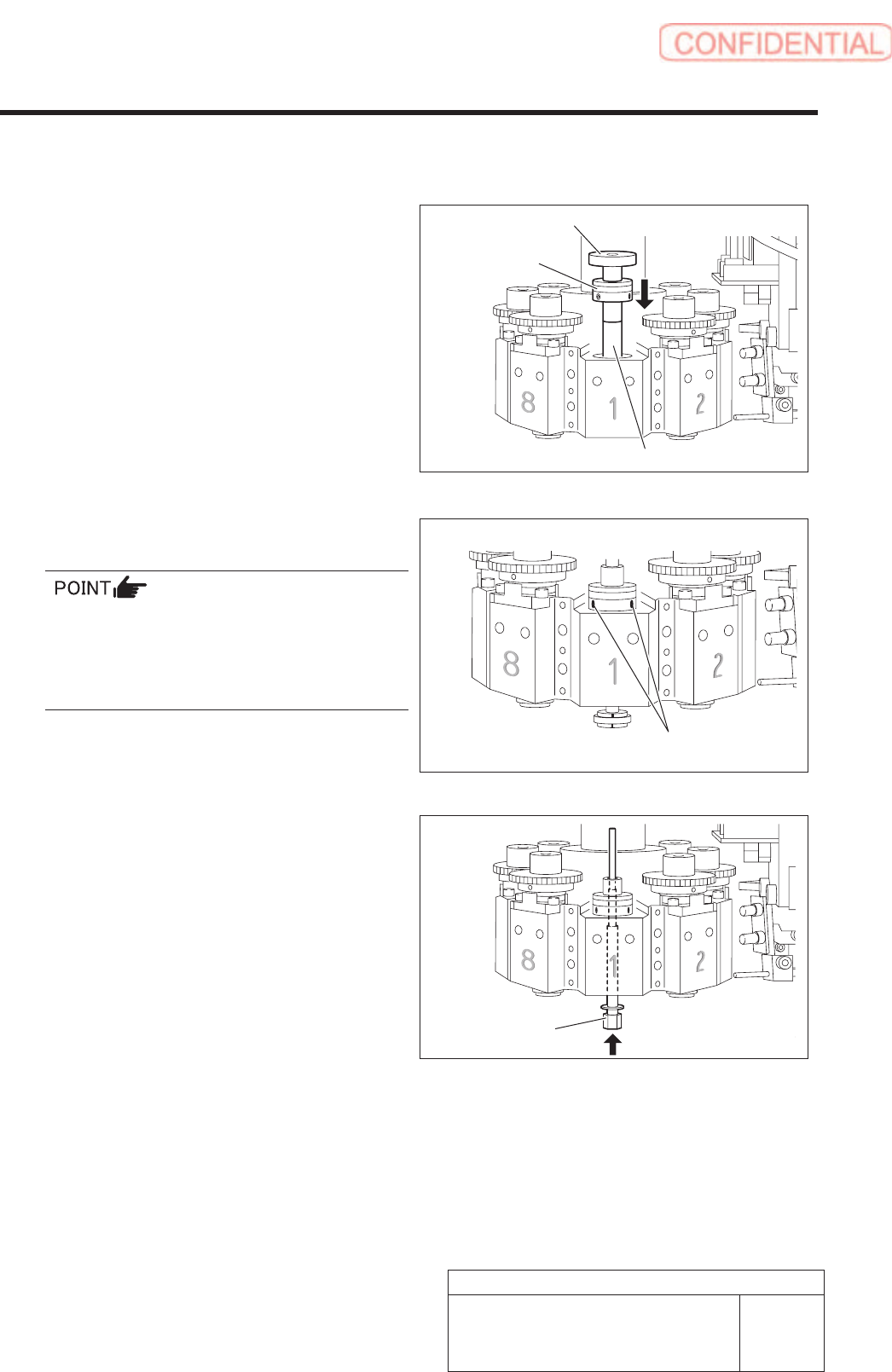
10 Attach the outer collar and secure the spline
nut.
1. Making sure that the set shoe is in the
correct position and orientation,
install the outer collar to the pulling
jig.
2. Place the pulling jig on the top of the
spline nut, and then pull the outer
collar down gently.
3. Remove the pulling jig from the top of
the spline nut.
Set the outer collar position to cover on
the spline nut upper marks.
The set screws should be tightened according to
mark number of spline nut. Take memo the prior
mark position before covering. Use inner spline
4. Remove an inner spline from a spline
nut and insert the spline nut assembling
Spline nut
Pulling jig
Outer collar
spline nut
assembling jig (1)
Set screw
for spline nut positioning to prevent from any
stress on the plastic parts of spline nut.
jig (1) from the bottom side of the spline
nut.
Work Procedure
WKGB-10102-01
G200BB Head Maintenance
SHEET
10/11
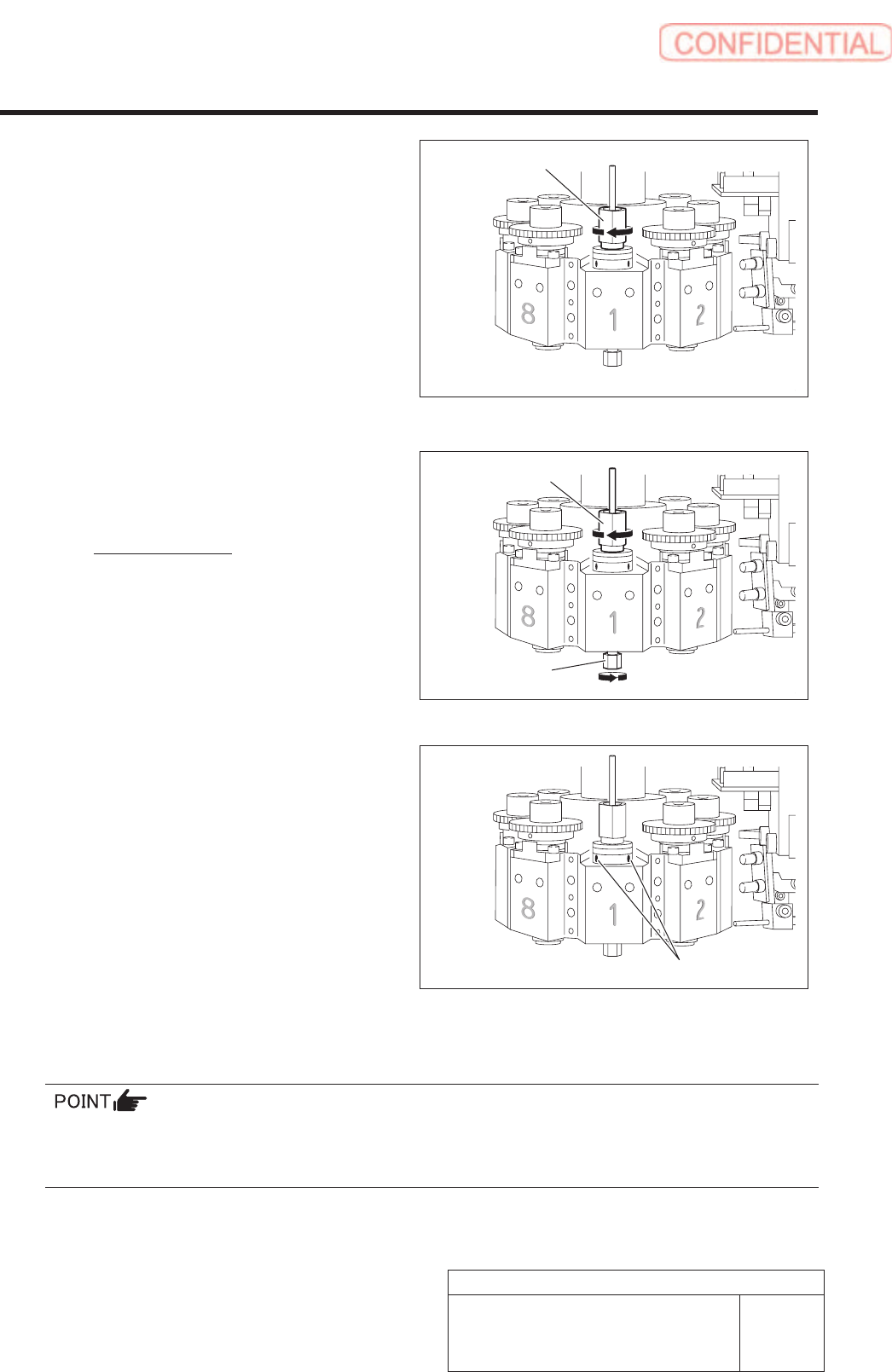
5. Apply the spline nut assembling jig (2)
to the spline nut from the top, and
then lightly tighten the spline nut
until the nut does not turn further.
6. Give preload with using the spline nut
assembling jig (1) and (2).
Preload: 6[cN・m]
7. Tighen two screws (H2.5 x 2.5) of outer
collar with 10[cNm] under preload
according to the mark on the spline nut.
8. Remove the spline nut assembling jig (2), and then remove the spline nut assembling jig
(1).
Insert the inner shaft and make sure the shaft moves up/down and rotates smoothly.
If you feel anomalies in up/down movement of the inner shaft, misalign the phases of the spline nut and
the outer collar purposely to find the orientation where the inner shaft moves up/down smoothly.
Spline nut assembling jig (2)
Spline nut
assembling jig (2)
Spline nut
assembling jig (1)
Set screw
Work Procedure
WKGB-10102-01
G200BB Head Maintenance
SHEET
11/11
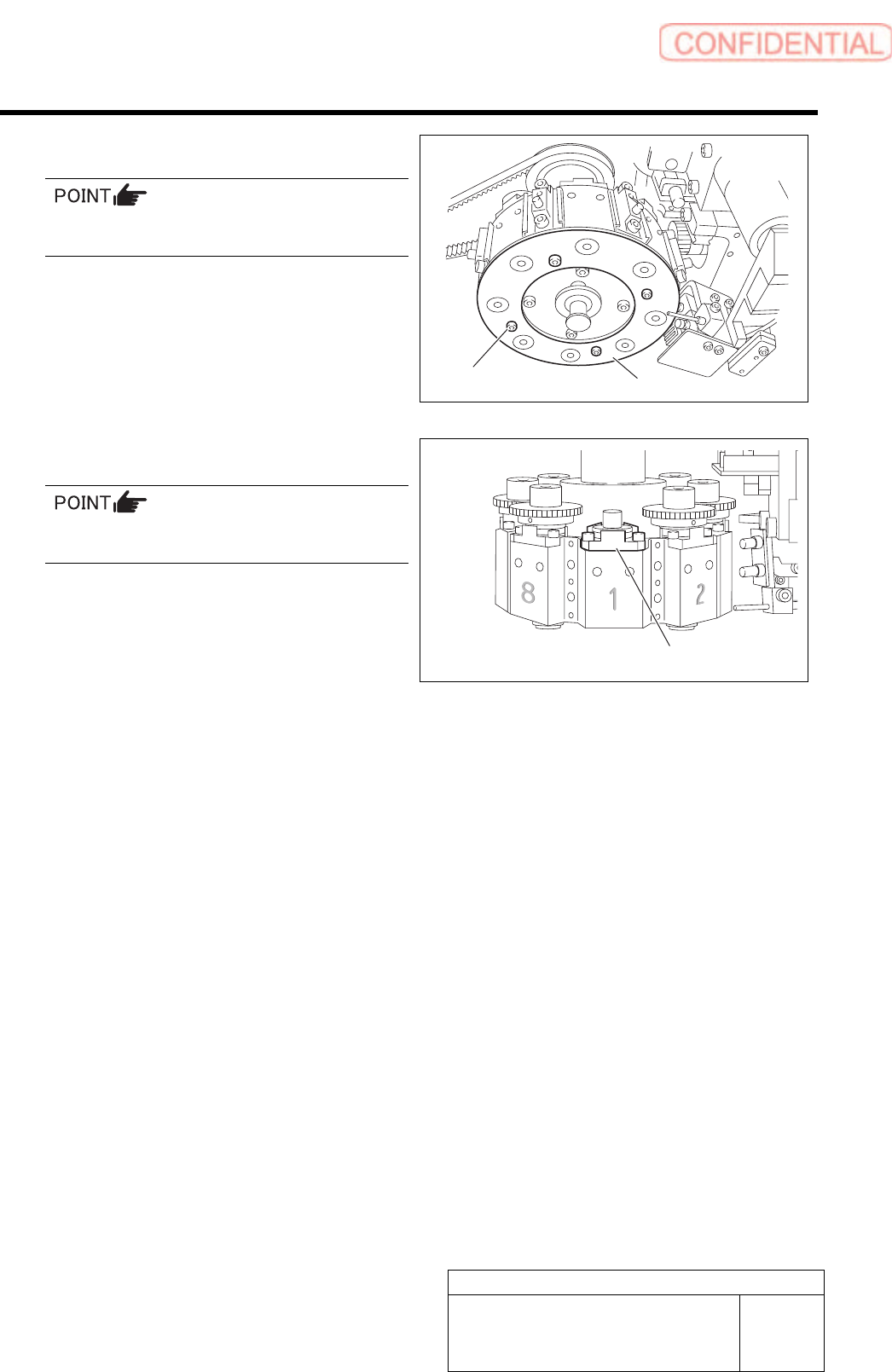
11 Secure the mask plate with 4-CP2.5X5.
Attach the mask plate after attaching all the
bottom bearings to the Indexes.
12 Attach the O-ring holder with 3-CP2.5x8.
Make sure to attach the O-ring holder in the
correct orientation.
13 Attach the small gear and adjust the phase.
For small gear attachment and phase adjustment procedure, refer to “Phase Adjustment for Nozzle [HLGB-10414-01]”.
O-ring holder
Mask plate
4-CP2.5x5