MAN00000772_SI-G200BB_SVCPDFA.pdf - 第371页
Adjustment HLGB-10425-01 Adjustment and checking of H-axis soft ware limit SHEET 6/6 2. Click the Abs . Move button. 3. Click the H-axis button an d input “1.5” into the input space. 4. Press the [ST ART] button on the o…
Adjustment
HLGB-10425-01
Adjustment and checking of H-axis
software limit
SHEET
5/6
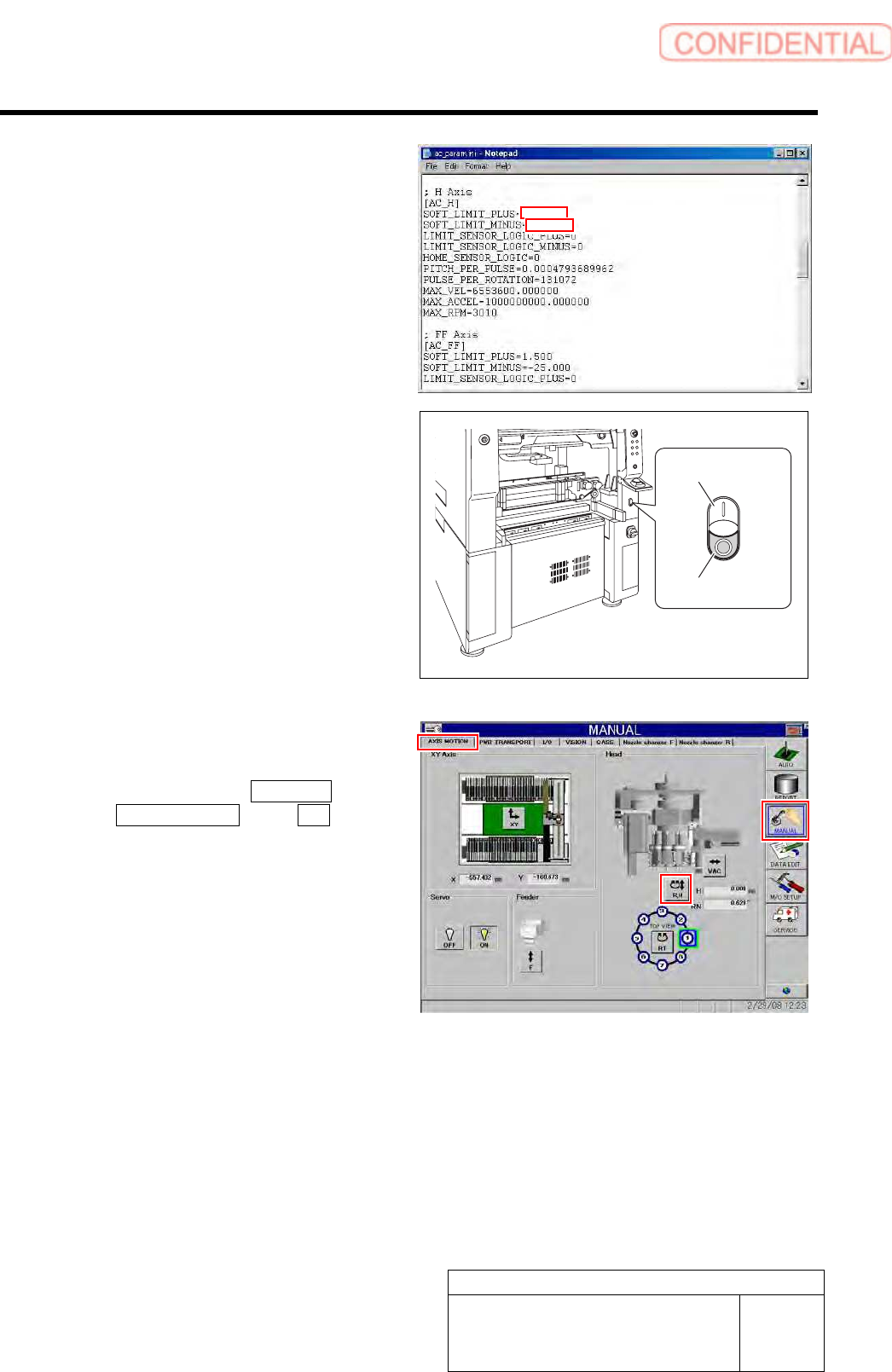
3. Open Notepad by the ac_param.ini
file.
4. Input “1.500” into a space of
“SOFT_LIMIT_PLUS” of [AC_H].
5. Input “- 26.40” into a space of
“SOFT_LIMIT_MINUS” of [AC_H].
6. Save the ac_param.ini file and end.
7. Open the Properties window of the
ac_param.ini file, and check the
“Read-only”.
8 Re-start the unit.
1. Close the explorer window.
2. Press the power off switch.
Shutting down of the system starts and the power
is automatically shut off.
3. Press the power on switch.
The system starts, and the set H axis software
limit value is reflected on the equipment.
9 Check operation of the set H axis software
limit (positive side).
1. Click in an order of MANUAL menu
AXIS MOTION tab R.H button.
RN/H Axis screen is displayed.
3.800
Power off switch
1.50
-26.40
Adjustment
HLGB-10425-01
Adjustment and checking of H-axis
software limit
SHEET
6/6
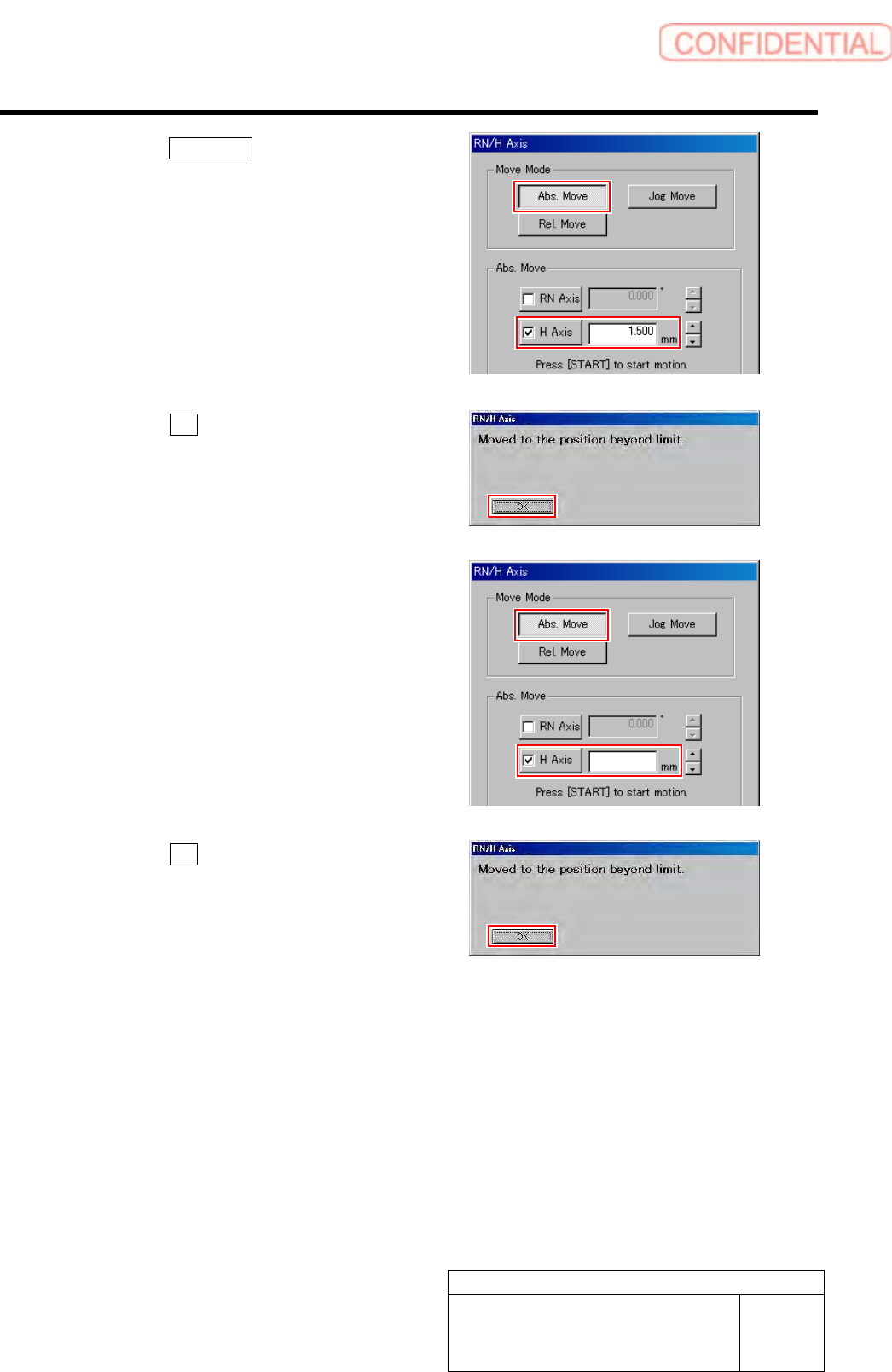
2. Click the Abs. Move button.
3. Click the H-axis button and input “1.5”
into the input space.
4. Press the [START] button on the
operation panel.
The Message of “Moved to the position beyond
limit” displayed.
5. Click the OK button.
10 Check operation of the set H axis software
limit (negative side).
1. Input “-26.4” into the input space of
the H-axis in the Abs. Move.
2. Press the [START] button on the
operation panel.
The Message of “Moved to the position beyond
limit” displayed.
3. Click the OK button.
11 Return to the HI screen and press the [ORG] button on the operation panel.
Origin position return is performed.
-26.40
