CM101维修手册.pdf - 第239页
CM101-D 维修手册 2.1 关于机器参数 Page 2-3 2.1.1 原点偏移量 a. ‘XY 装置 ’ UX: X 轴原点偏移量 是 X 轴的原点偏移量。 作为 X 轴动作的基准。 UY : Y 轴原点偏移量 是 Y 轴的原点偏移量。 作为 Y 轴动作的基准。 b. ‘ 吸头 ’ Z: Z 轴原点偏移量 是 Z 轴的原点偏移量。 作为 Z 轴动作的基准。 备有各吸嘴位置 (pos) 的值。 θ : θ 轴原点偏移量 是 θ 轴…
CM101-D
维修手册
2.1
关于机器参数
Page 2-2
2.
2.1
关于机器参数
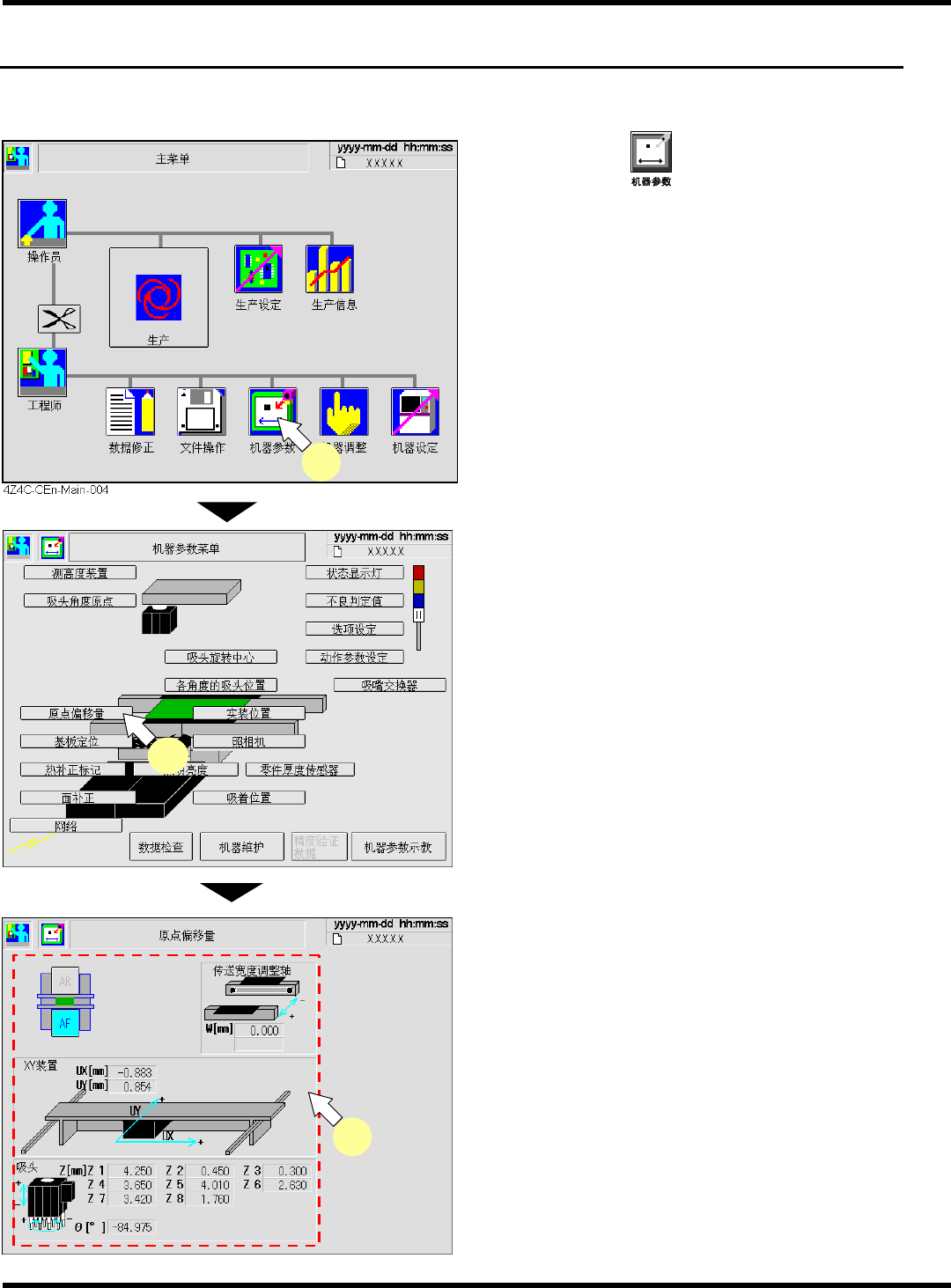
机器参数的画面可以按以下步骤显示。
1.
按主菜单的
。
•
显示
<
机器参数菜单
>
画面。
2.
按要确认的机器参数键。
∗
这里作为一个例子,按的是
[
原点偏移量
]
键。
3.
确认参数。
•
各参数的详细画面请参照以下各页。
•
画面是通用吸头
(8
吸嘴
)
。
1
EJM4A-Mp-Menu-0001
2
EJM5B-Mp-0005
3
EJM5B-C-MMC02-A01-00
CM101-D
维修手册
2.1
关于机器参数
Page 2-3
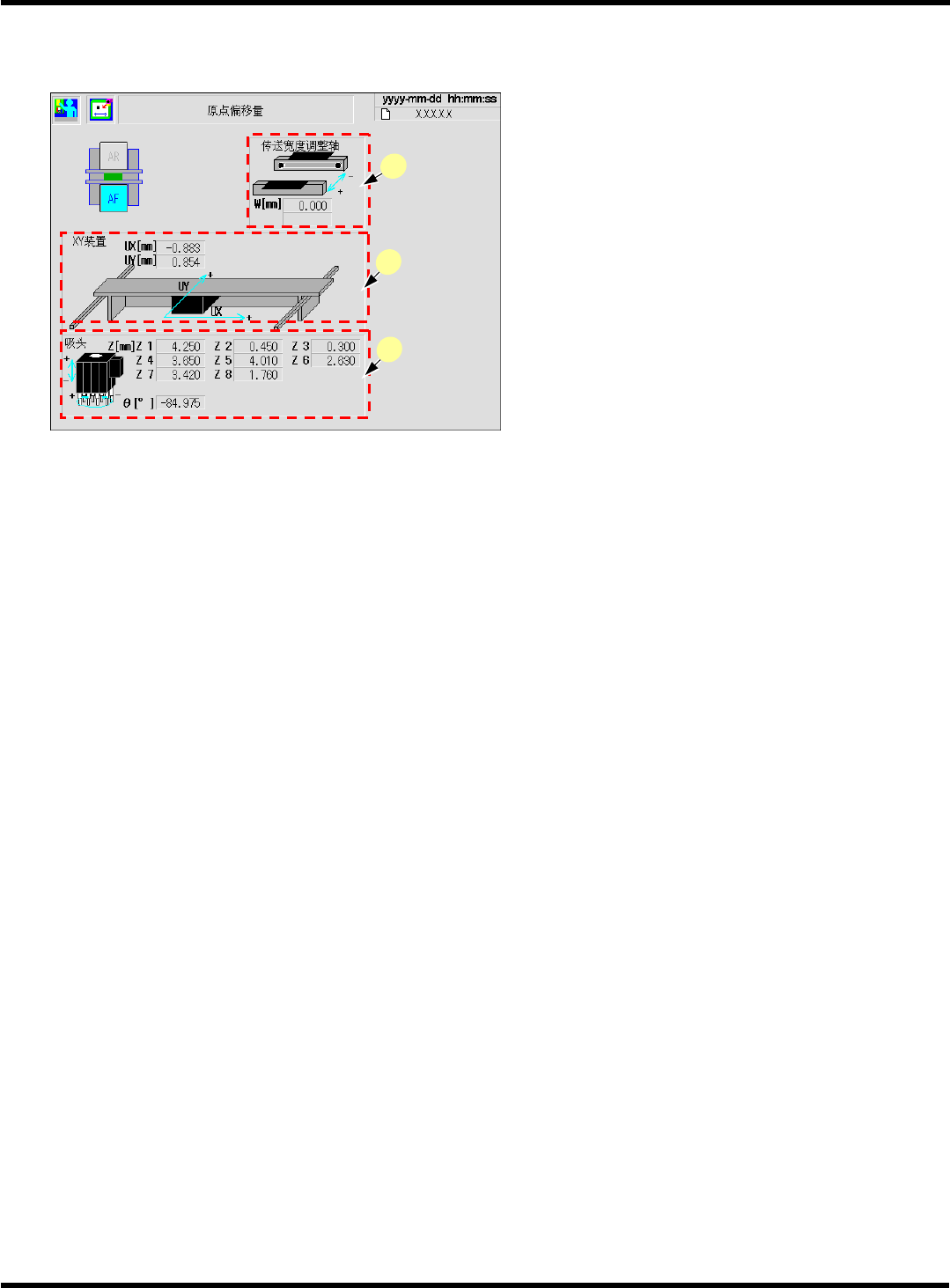
2.1.1
原点偏移量
a. ‘XY
装置
’
UX: X
轴原点偏移量
是
X
轴的原点偏移量。
作为
X
轴动作的基准。
UY: Y
轴原点偏移量
是
Y
轴的原点偏移量。
作为
Y
轴动作的基准。
b. ‘
吸头
’
Z: Z
轴原点偏移量
是
Z
轴的原点偏移量。
作为
Z
轴动作的基准。
备有各吸嘴位置
(pos)
的值。
θ
:
θ
轴原点偏移量
是
θ
轴原点偏移量。
作为
θ
轴动作的基准。
c. ‘
传送宽度调整轴
’
W:
宽度调整轴原点偏移量
是传送带宽度调整轴的原点偏移量。
作为传送带宽度的基准。
EJM5B-Mp-0005
a
b
c
EJM5B-C-MMC02-A01-00
CM101-D
维修手册
2.1
关于机器参数
Page 2-4
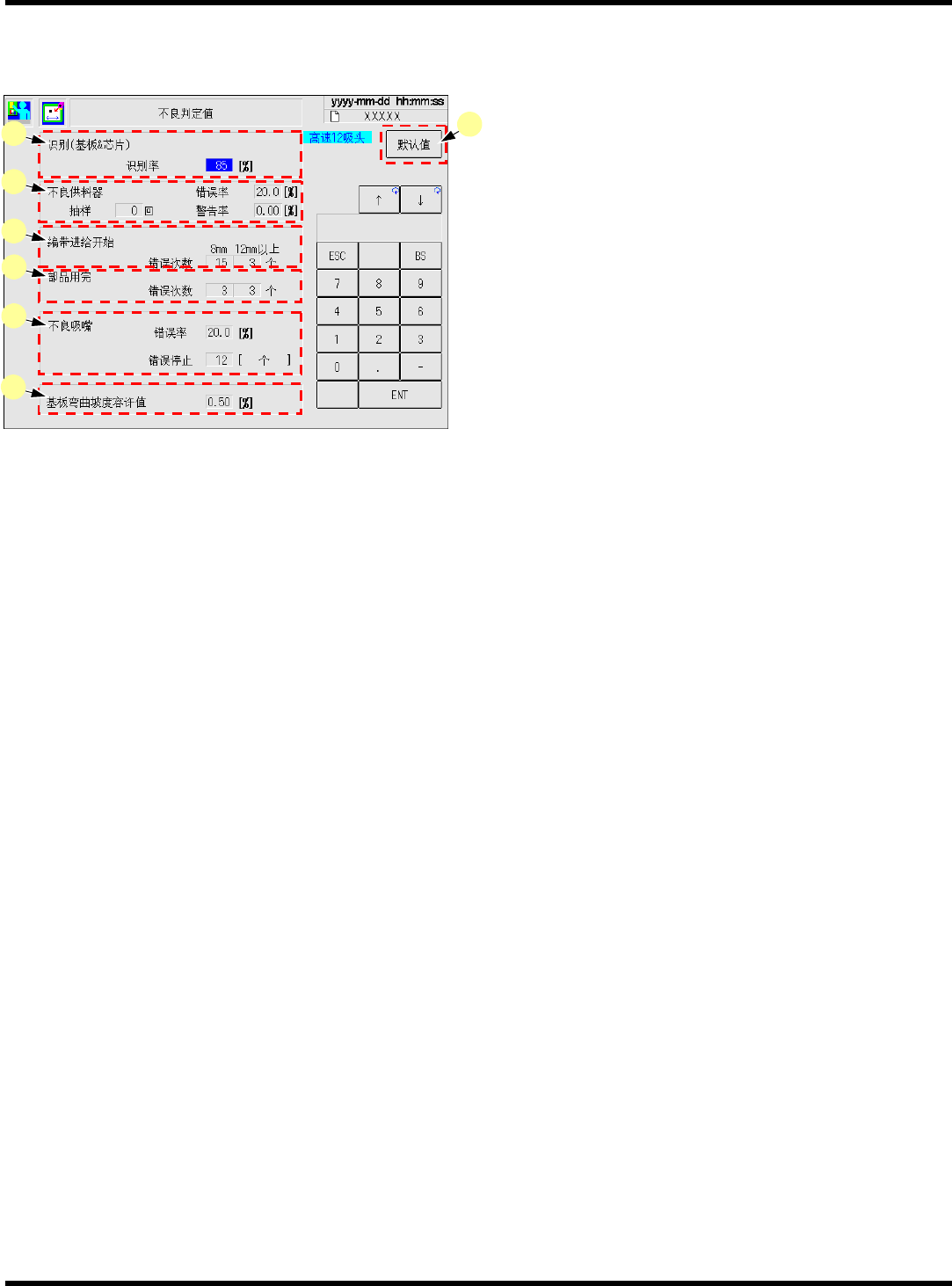
2.1.2
不良判定值
a. [
默认值
]
将各判定值初始化。
b. ‘
识别
(
基板
&
芯片
)
识别率
’
是判定识别结果为良
/
不良的值。
识别的
ANS
在该值以下,将会发生识别错误。
c. ‘
不良供料器
’
‘
错误率
’
是判定供料器为良
/
不良的值。
特定供料器的错误率达到该值时,即可判定该供
料器为不良供料器。
‘
抽样
’
是判定不良供料器的警告及停止的样品数。
‘
警告率
’
是判定警告的值。错误率达到该值,则会发生警
告错误。
d. ‘
编带进给开始
错误次数
’
表示在刚开始运行之后或刚供给完之后判定元
件用完的次数,它将不对设定次数内的吸着数、
吸着错误数进行统计。即使只有
1
个正常被吸着,
元件用完的判定也将按通常的次数
(
高速吸头
10
次,多功能吸头
5
次
)
进行。
e. ‘
部品用完
错误次数
’
表示元件用完判定次数,它将不对设定次数内的
吸着数、吸着错误数进行统计。
f. ‘
不良吸嘴
’
‘
错误率
’ (
只适用高速吸头
)
是判定吸嘴结果为良
/
不良的值。
特定吸嘴的错误率达到该值时,即可判定该吸嘴
为不良吸嘴。
‘
错误停止
’ (
只适用高速吸头
)
不良吸嘴的数量达到该值时将发生
“
错误停止
”
。
g. ‘
基板弯曲坡度容许值
’ (
选购件
)
基板弯曲坡度超过容许值,则会发生错误停止。
EJM5B-C-MMC02-A01-00
EJM5B-Mp-0201
b
c
e
f
a
e
g