CM101维修手册.pdf - 第254页
CM101-D 维修手册 2.1 关于机器参数 Pa ge 2- 18 在动作参数设定过程中按 [ 搬送 ] ,将显示的项目 No. 参数名称 内容 1 ‘ 基板压入时间 ( 高速 ) [ms]’ 在基板定位前,高速运 转传送带的时间 搬入基板,检测减速传 感器时降低传送带的速度。 然后,让传送带在设定 好的时间上停止。 2 ‘ 基板压入时间 ( 中速 ) [ms]’ 在基板定位前,中速运 转传送带的时间 搬入基板,检测减速传 感器…
CM101-D
维修手册
2.1
关于机器参数
Page 2-17
(2/2)
No.
参数名称
内容
8
‘
倒装芯片低速上升时
间
[mm]’
贴装倒装芯片后,按照本参数 + 贴装压入量将以低速上升,然后以平常的贴装速度上升。
此参数为0 mm时,按照贴装压紧量将以低速上升。
(仅限于有多功能吸头)
9
‘
报警器停止时间
[s]
(0:
连续
)’
在此设定的时间过后,蜂鸣器自动停止。
设定为‘0’时不停止。
10
‘
主供料器超时时间
[s]’
到主供料器的吸着准备结束为止的等待时间。
11
‘
操作方式自动退出时
间
[min]’
在此设定的时间内没有进行操作时,自动变更为操作员模式。自动运行状态和机器参数示教
中,不会变为操作员模式。
12
‘
提高生产效率高精度
安全余裕
Z[mm]’
按照在此所设定的时间,使实装后的
XY
启动的时间推迟。
由于为了提高生产性,实装后的XY启动时间较快,因此根据基板厚度、部品厚度的不均匀,
有时会引起实装精度的降低。发生这种情况发生时,请在该项目输入数值进行调整。
13
‘
供料器维护次数
(8 mm)’
∗
1
对
8 mm
供料器设定发出维护警告的次数。
实际发出警告的条件为
维护次数 ≥ 供料器维护次数 × 供料器维护警告率。
14
‘
供料器维护次数
(12, 16 mm)’
∗
1
对12 mm、16 mm供料器设定发出维护警告的次数。
15
‘
供料器维护次数
(24, 32 mm)’
∗
1
对24 mm、32 mm供料器设定发出维护警告的次数。
16
‘
供料器维护次数
(44, 56 mm)’
∗
1
对44 mm、56 mm供料器设定发出维护警告的次数。
17
‘
供料器维护次数
(72 mm)’
∗
1
对72 mm供料器设定发出维护警告的次数。
18
‘
供料器维护次数
(88, 104, 120 mm)’
∗
1
对88 mm、104 mm、120 mm供料器设定发出维护警告的次数。
19
‘
供料器维护警告率
’
∗
1
设定发出供料器维护警告条件的警告率。
20
‘
基板识别照相机灯
1
偏移量
’
进行基板识别形状指定
(
手动
)
、基板识别区块匹配、不良标记识别时,将对基板照相机的
灯 1 的值加算。
21
‘
基板识别照相机灯
2
偏移量
’
进行基板识别形状指定
(
手动
)
、基板识别区块匹配、不良标记识别时,将对基板照相机的
灯
2
的值加算。
22
‘
基板识别照相机阈值
偏移量
’
进行基板识别形状指定
(
手动
)
、基板识别区块匹配、不良标记识别时,将对基板照相机的
阈值加算。
23
‘
吸着位置示教重试阈
值
[%]’
是检测拼接的接缝来进行一次进给时的吸着位置自动示教用芯片尺寸错误判定阈值。
如果是
0
,与以前相同,超过
±
1 mm
时将判断为错误,不会进行重试。
∗
1:
仅在将供料器维护警告的选项功能设为有效时显示。
EJM5B-C-MMC02-A01-00
CM101-D
维修手册
2.1
关于机器参数
Page 2-18
在动作参数设定过程中按
[
搬送
]
,将显示的项目
No.
参数名称
内容
1
‘
基板压入时间
(
高速
) [ms]’
在基板定位前,高速运转传送带的时间
搬入基板,检测减速传感器时降低传送带的速度。
然后,让传送带在设定好的时间上停止。
2
‘
基板压入时间
(
中速
) [ms]’
在基板定位前,中速运转传送带的时间
搬入基板,检测减速传感器时降低传送带的速度。
然后,让传送带在设定好的时间上停止。
3
‘
基板压入时间
(
低速
) [ms]’
在基板定位前,低速运转传送带的时间
搬入基板,检测减速传感器时降低传送带的速度。
然后,让传送带在设定好的时间上停止。
4
‘
生产结束等待时间
[ms]’
从前工序那里获得生产结束信号后,当达到预先设定好的时间时确定生产结束,
实装、拆出当前机器上的基板后结束生产。
在等待期间被搬入的基板为最后一个基板。
5
‘
基板搬入确认时间
[ms]’
自动运行过程中,在已对前工序发出请求信号时,如果按下了暂时停止按钮,大基板的请求
信号将被切断,搬入动作也会被停止。
(
只限大基板
)
切断请求信号后,在设定的时间内如果不碰顶端传感器可以结束搬入操作动作。
6
‘
基板排出等待时间
(
要求
OFF
后
) [s]’
在要排出基板时,可以转动后传送带排出基板,并反复最终传感器设定的
ON
、
OFF
切转动
作,请求信号中断后,可在设定的时间内停止传送带的转动。
7
‘
基板排出等待时间
(
要求
OFF) [s]’
设定到切断基板排出时的请求信号时为止的超时时间。
8
‘
基板搬入等待时间
[s]’
设定基板搬入动作开始后,直到基板到达待机部位时为止的超时时间。
9
‘
排出时候
Y
夹子解除
等待时间
[ms]’
标准情况应是排出时
Z
夹具和
Y
夹具同时解除。设定针对
Z
夹具解除动作,
Y
夹具解除动
作的等待时间。
10
‘
基板移动等待时间
[s]’
设定在本机内基板移动时的超时时间。
11
‘
前后工序等待状况显
示灯延迟时间
[s]’
使前后工序变为等待时的状况显示灯亮灯延迟到设定的时间。
EJM5B-Mp-0091
EJM5B-C-MMC02-A01-00
CM101-D
维修手册
2.1
关于机器参数
Page 2-19
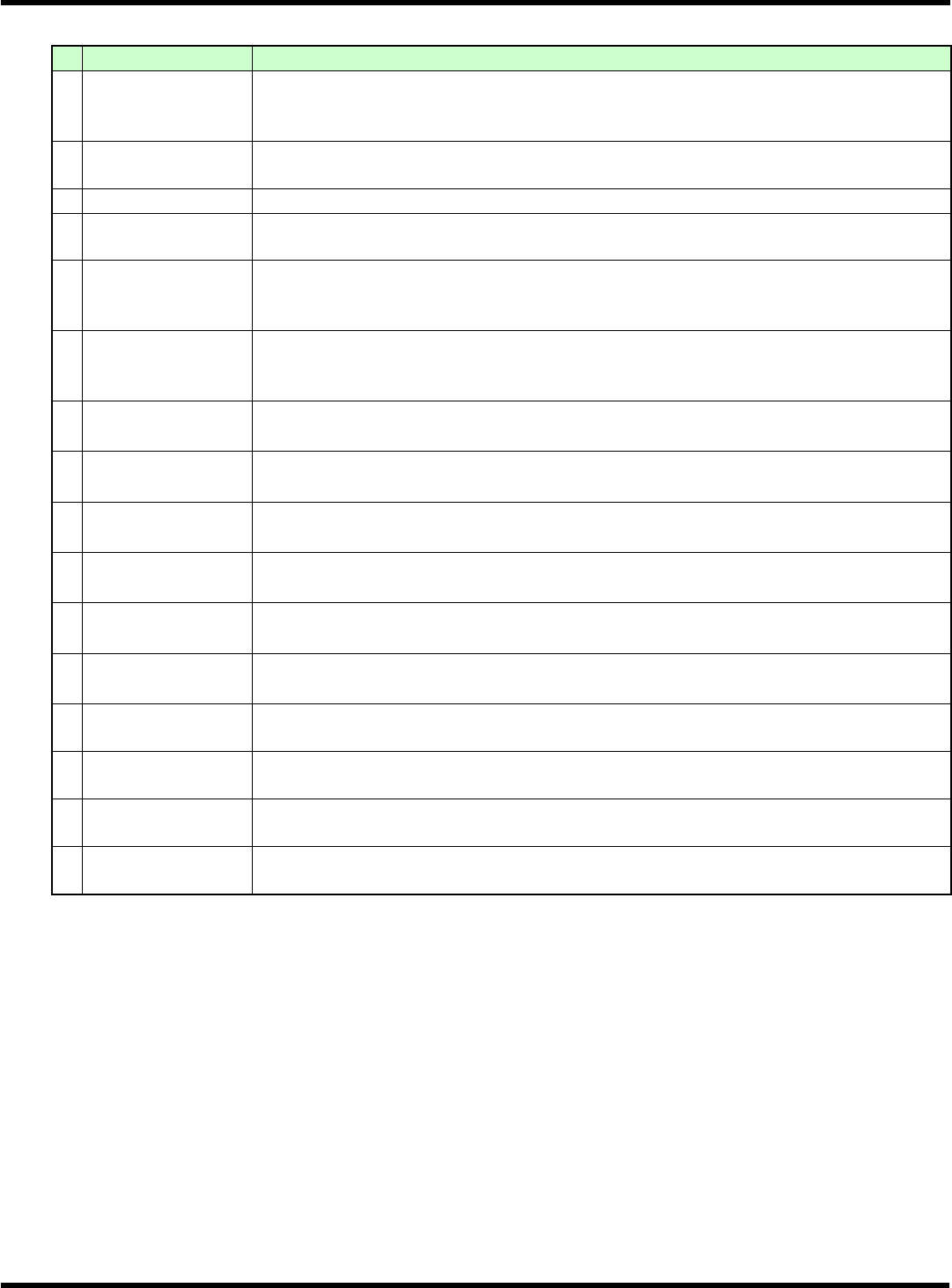
2.1.5
吸嘴交换器
a. ‘
吸嘴交换器位置偏移量
’
显示吸嘴交换器
(12
吸嘴用为选购件
)
的位置。
•
画面为通用吸头
(LS8
吸嘴
)
。
在更换吸嘴时移动吸头时使用。
∗
本画面中,仅可设定
A
点、
B
点的
X, Y, Z
,不
能变更
‘
位置
’
的
X, Y
。
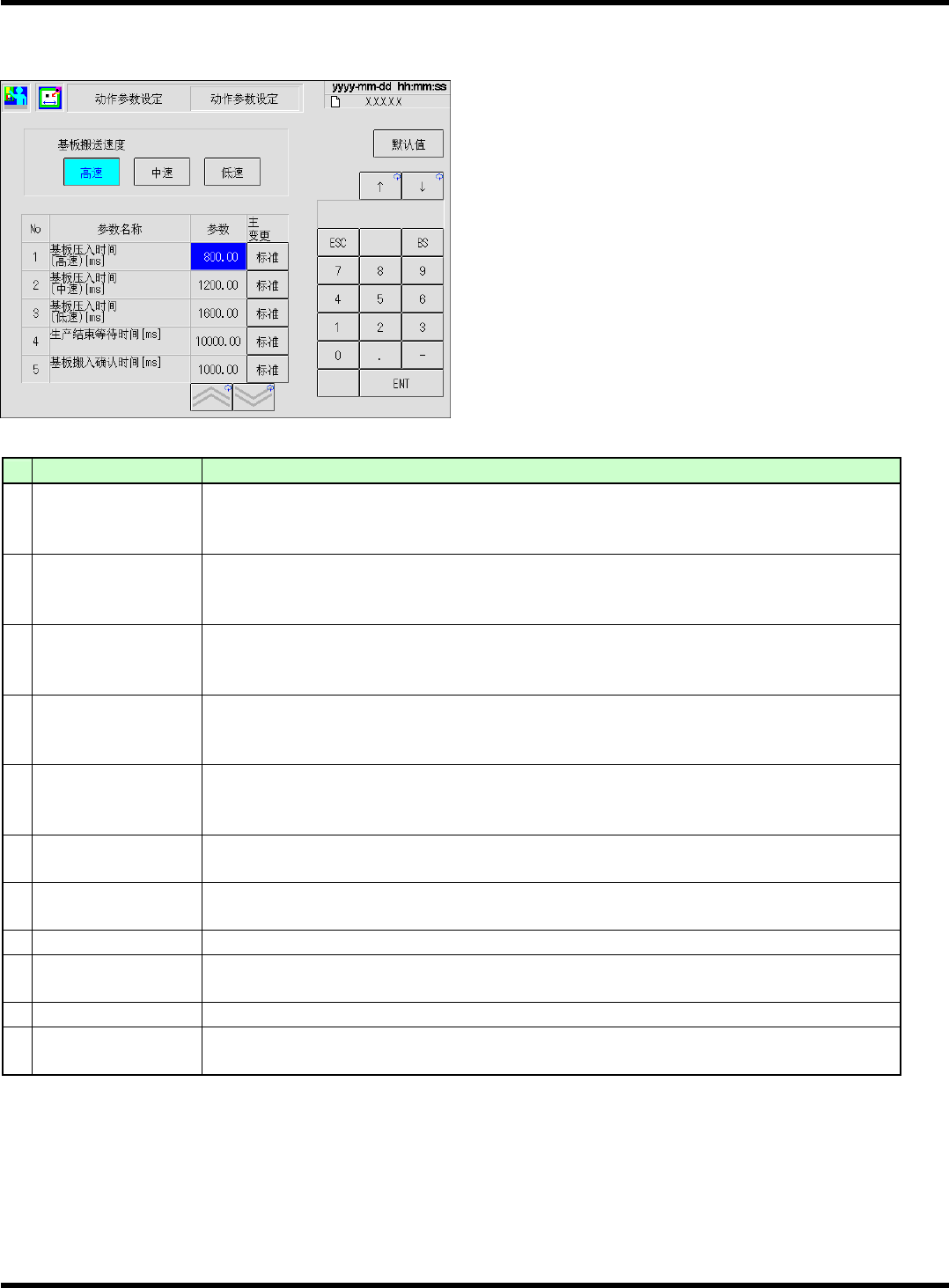
2.1.6
实装位置
高速吸头
(12
吸嘴
)
a. ‘
实装位置偏移量
’
将实装位置全部定为偏移量时使用。
•
[
识别方式
]
高速吸头
(12
吸嘴
)
时
按下按钮,切换透过识别和反射识别。
可个别设定透过识别时和反射识别时的偏移量。
通用吸头
(LS8
吸嘴
)
通用吸头
(LS8
吸嘴
)
时
通过按此键,进行透过识别、反射识别和实装角
度识别的切换。
可个别设定透过识别时、反射识别时和实装角度
识别时的偏移量。
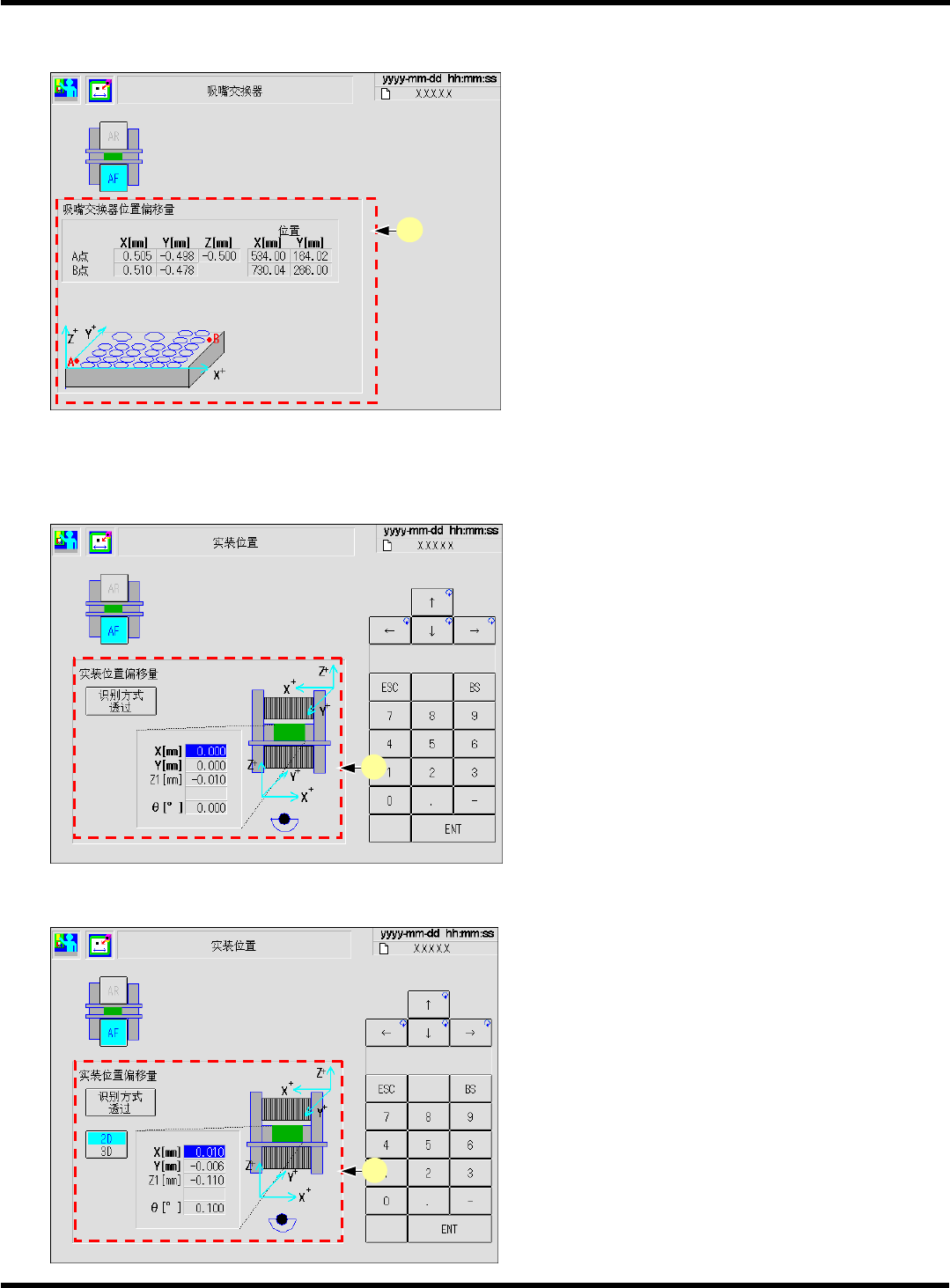
•
[2D/3D]
通过按此键,则可切换
2D
照相机识别和
3D
传
感器识别。
可个别设定
2D
照相机识别时和
3D
传感器识别
时的偏移量。
可使用在通用吸头和多功能吸头。
∗
3D
是选购件。在未定规格的机器上不显示。
EJM5B-Mp-0197
a
EJM5B-Mp-0006
a
EJM5B-Mp-0198
a
EJM5B-C-MMC02-A01-00