WaferTransportSolutionManual.pdf - 第27页
HEAVY PALLET RAILS ADJUST MENTS & SE TTINGS Chapter Issue 1 August 11 Wafer Transport Solutio n 1.19 14. Using a steel rule measure the dist ance betwee n the top of the table (too ling plate) and the bottom of the s…
HEAVY PALLET RAILS
ADJUSTMENTS & SETTINGS
1.18 Wafer Transport Solution Chapter Issue 1 August 11
ADJUSTMENTS & SETTINGS
NOTE
Before commencing the procedures in this section, ensure that the tooling area
is clear of all tools, and the table surface is clean.
Rising Table Home
Vane
To adjust the rising table home vane, carry out the following:
1. On the machine interface select Maintenance.
2. Select Diagnostics.
3. Select the Rising Table.
4. Select Home Rising Table.
5. Make provision to access the printer on the left hand side.
6. Remove the lower cover from the left side of the printer.
7. Locate the rising table home vane on the rising table left leg.
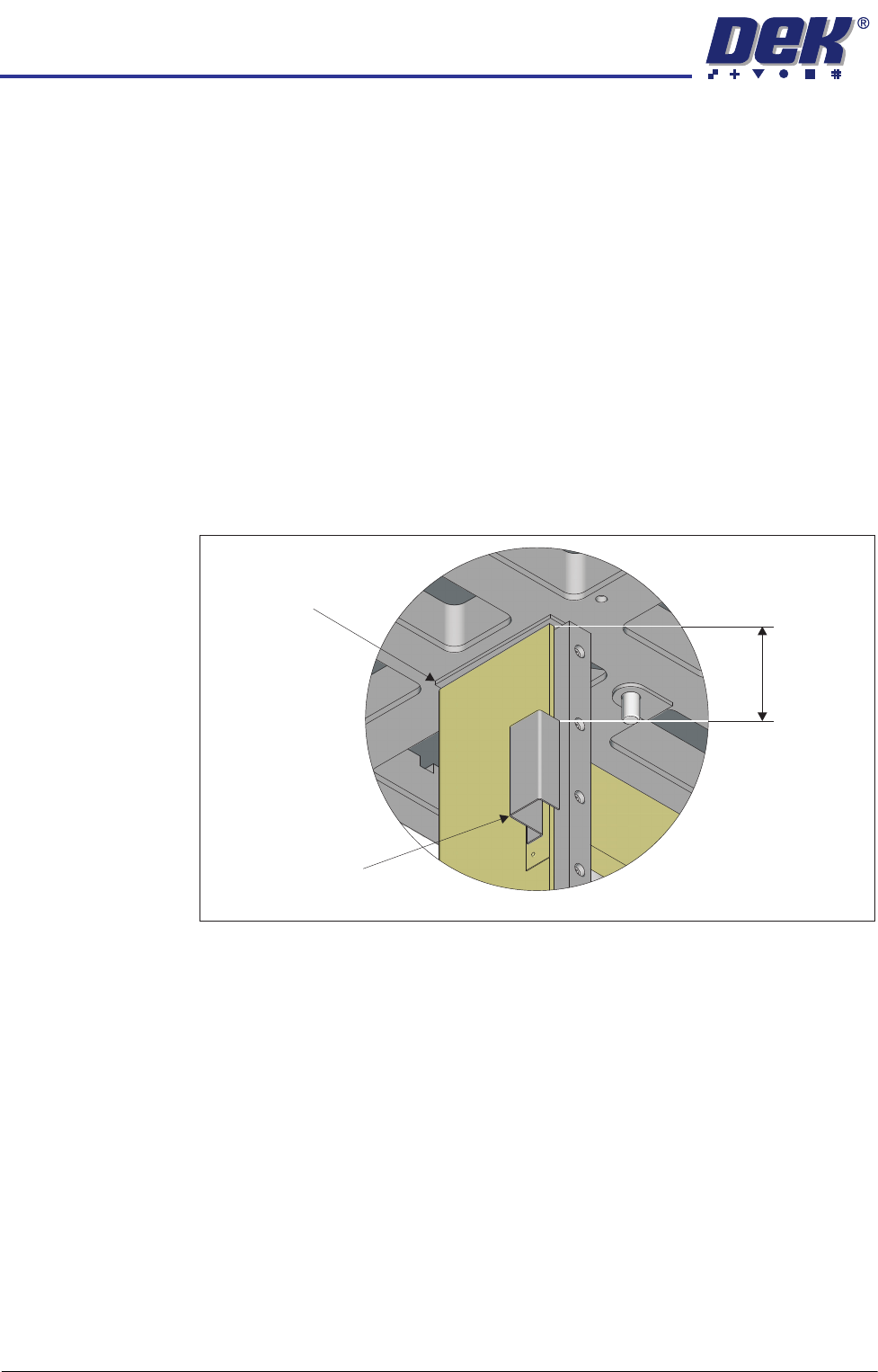
8. Measure a 122mm gap between the top of the vane and the step on the
underside of the rising table.
9. If adjustment is required, slacken the home vane retaining screws and adjust
the vane.
NOTE
Ensure the vane does not foul the rising table home sensor.
10. Using a combination of the Next and Previous buttons alternately select
Rising Table To Transport Height and Home Rising Table.
11. Observe that the home vane enters the sensor and does not foul. Adjust
the vane as required to prevent this from happening.
12. Insert the Setting Bar (201121) into the ‘C’ Chase.
13. Select Home Rising Table.
View on Underside of Rising Table
122mm
Home Vane
Step
HEAVY PALLET RAILS
ADJUSTMENTS & SETTINGS
Chapter Issue 1 August 11 Wafer Transport Solution 1.19
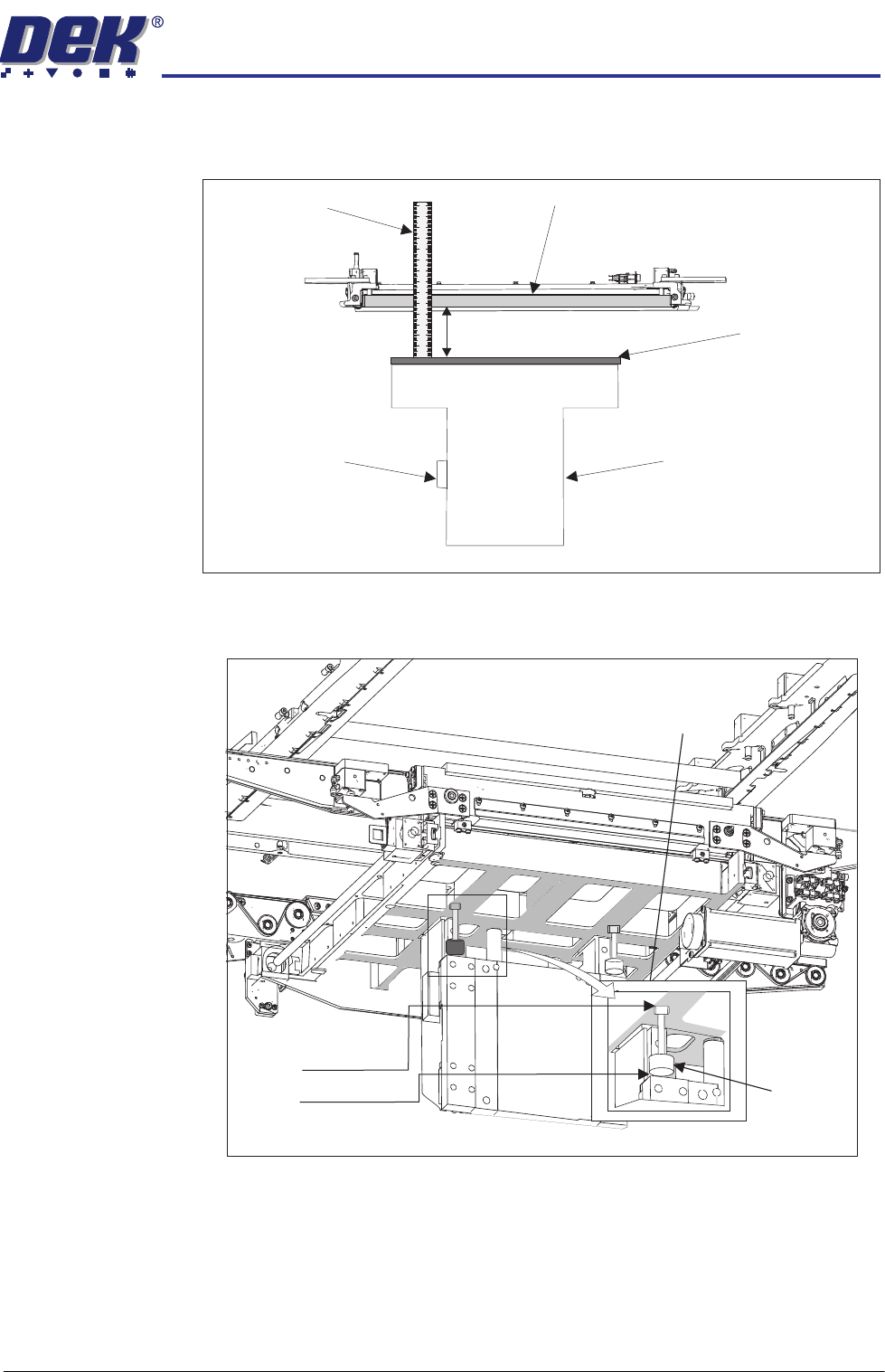
14. Using a steel rule measure the distance between the top of the table (tooling
plate) and the bottom of the setting bar. The measurement achieved should
be: 188mm +/_1.0mm.
Table Buffer
Settings
The table buffers are set to 91mm from the underside of the table casting to the
base of the buffer. Adjustment is made by slackening off the top locknut and
screwing the stud in the required direction to give 91mm overall length.
View on Front of Machine
Steel Rule
Home Vane
Rising Table
Setting Bar in the Chase
Tooling Plate
188mm +/- 1.0mm
91mm
Locknut
Buffer
View from Under the Rising Table
HEAVY PALLET RAILS
ADJUSTMENTS & SETTINGS
1.20 Wafer Transport Solution Chapter Issue 1 August 11
Rail Parallelism
Front Rail Alignment Open the front printhead cover and check that the tooling table is completely
clear before starting this procedure.
1. On the user interface navigate to the Diagnostics page.
2. Select Rail System.
3. Select Toggle Heavy Rail Drop; ensure the rail lowers when ON and lifts
when OFF.
4. Select Toggle Board Clamp; ensure the rail moves inwards and lowers.
5. Select Drive Camera to Heavy Rail Alignment. Run the diagnostic.
6. Select Continue.
The following actions occur:
• The rear rail drives to the home position
• The camera moves to a central location
• The table rises
• The NextMove controller instigates a soft E-Stop allowing the camera to
be manually moved
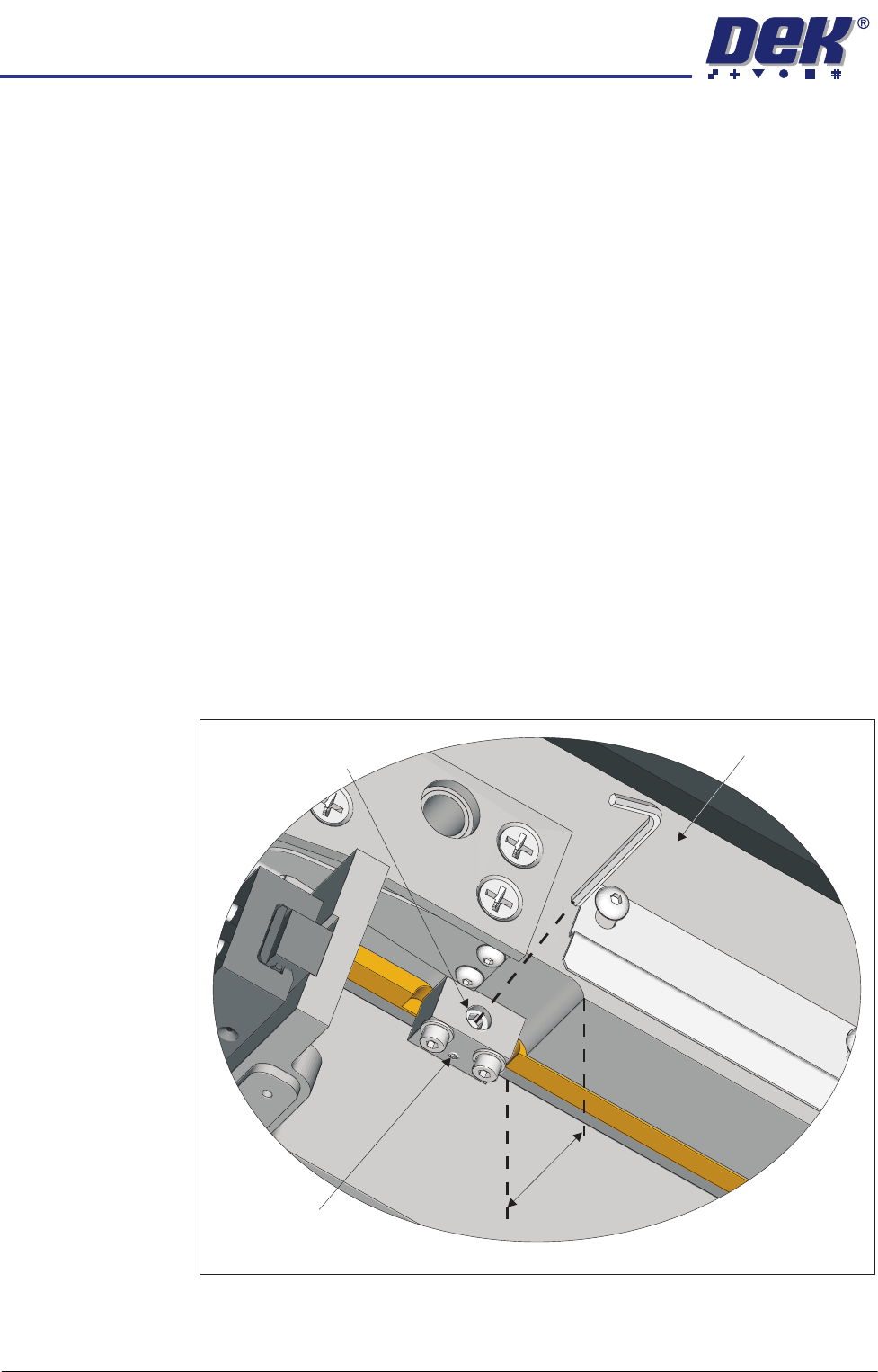
7. Check that the two adjuster blocks, under the rail, abut the rising table front
face but do not foul it. There should be 44mm from the front face of the table
tooling plate to the front face of the rail.
44mm
View on Underside of Front Rail, Left Hand Side
Rail Front Face
Locking Grubscrew
Adjustment Set Screw