WaferTransportSolutionManual.pdf - 第50页
HEAVY PALLET RAILS ADJUSTMENTS & SETTINGS 1.42 Wafer Transport Solutio n Chapter Issue 1 August 11 Sensor Repositioning WARNING HEAVY OBJECT. EXTREME CAUTION SHOULD BE EXERCIS ED WHEN MANUALLY HANDLING HEAVY ITEMS IN…
HEAVY PALLET RAILS
ADJUSTMENTS & SETTINGS
Chapter Issue 1 August 11 Wafer Transport Solution 1.41
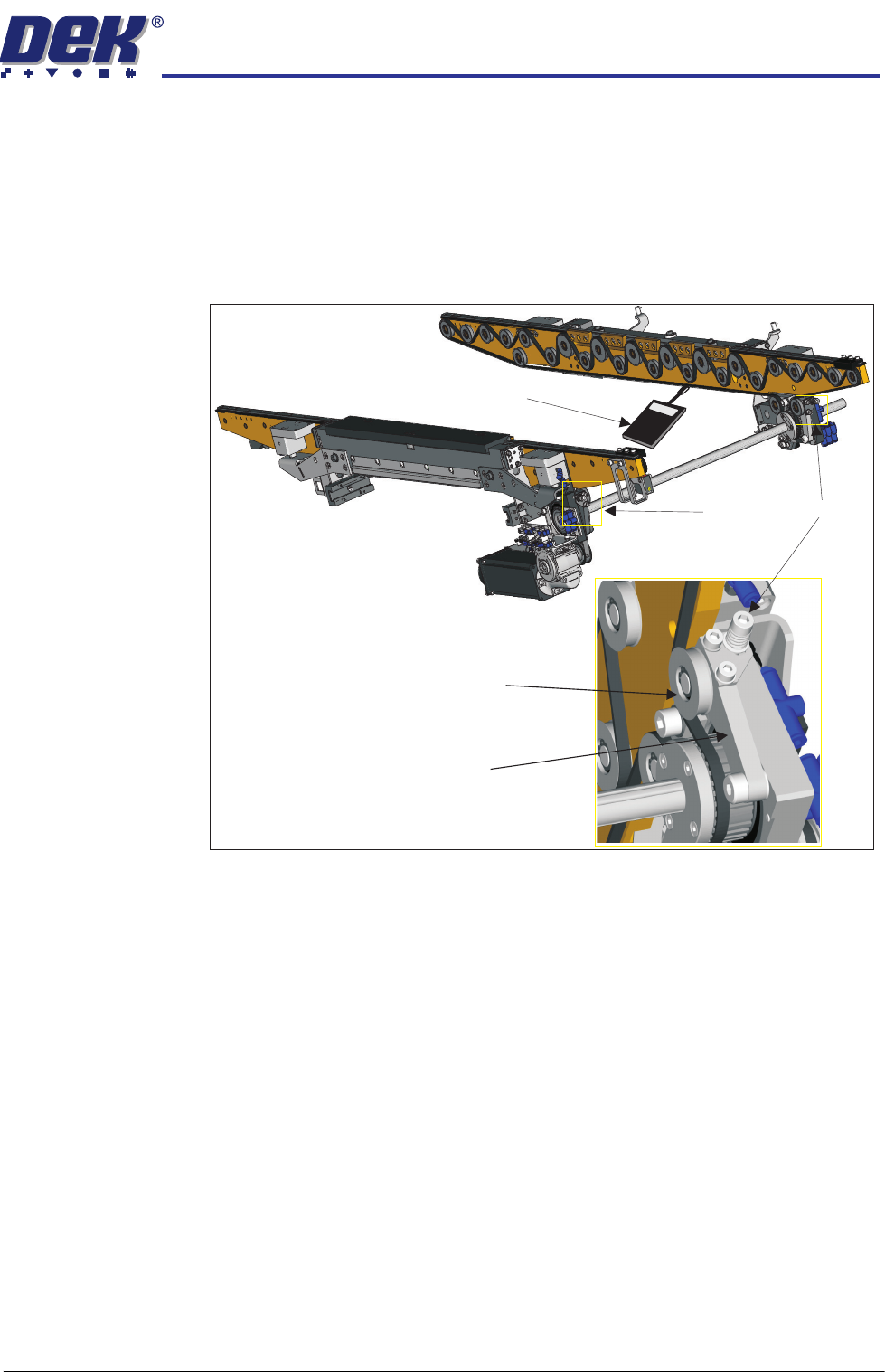
front belt, strum the belt and measure its frequency. The belt tension meter
should have a reading between 28Hz to 32Hz.
9. If adjustment is needed; adjust the belt tensioner screw until the belt tension
is in the range stated. Turning the belt tensioner screw clockwise decreases
the tension.
10. Repeat Steps 2 through 8 to confirm that the belts track correctly.
11. Repeat Steps 7 through 11 for the rear pulley.
12. Select Exit.
Belt Tensioner Screw
Tension Pulley
Tension Lever
030
Belt Tension Meter

HEAVY PALLET RAILS
ADJUSTMENTS & SETTINGS
1.42 Wafer Transport Solution Chapter Issue 1 August 11
Sensor Repositioning
WARNING
HEAVY OBJECT. EXTREME CAUTION SHOULD BE EXERCISED WHEN
MANUALLY HANDLING HEAVY ITEMS INTO OR OUT OF THE MACHINE.
The input sensors are set to a nominal position. The position assumes that no
significant overrun occurs when the pallet exits the printer. This is product
dependent, and may in some instances result in the pallet stopping, near to or
over the exit of the printer.
NOTE
1. The machine exit can be on the same side as the input: (Left to Left or Right
to Right feed) or on the opposite side: (Right to Left or Left to Right feed)
dependent upon printer and upline/downline tool configurations.
2. Two processes are detailed. In the first, the DEK printer is working as a
stand alone unit and products are manually fed into the printer. In this
instance the amount of overrun is measured. In the second, the DEK
machine works with another in-line tool and the product is fed into and out
of the printer automatically; in this case a significant amount of overrun is
needed to ensure that the in-line tool can receive the product.
Sensor Positioning -
Manual Load
If significant overrun occurs:
1. Run the printer and measure the amount of overrun.
2. E-Stop the printer.
3. Remove the pallet.
4. Adjust the sensor position to compensate for the overrun. On both ends of
the front transport beam there are five mounting holes provided for adjust-
ment purposes; the bracket also has a slot to provide additional adjustment
between holes.
View on Front of Heavy Pallet Rails
Mounting holes in 5 positions
Sensor bracket (2 positions)

HEAVY PALLET RAILS
ADJUSTMENTS & SETTINGS
Chapter Issue 1 August 11 Wafer Transport Solution 1.43
5. Run the product and check for any overrun. Repeat the procedure to fine
tune the sensor position.
Sensor Positioning
for Downline
Transfer
The placement of the sensor is product dependant (due to pallet, shim and
product mass). This must be adjusted on site to suit the product and reset, if
required, should a product change be made. Where downline transfer requires
a significant amount of the pallet to be fed back to the downline tool this
procedure should be followed.
NOTE
For an understanding of the logical timing sequences of the specific downline
tool interface, refer to the FMI chapter of the DEK Technical Reference Manual.
1. After the print process has finished, the belts feed the pallet in the direction
of the downline machine until the pallet’s leading edge reaches the rail end
sensor and the belts stop.
2. Both machines communicate via the FMI interface; the DEK printer awaits
the ready signal from the downline machine.
3. The belts rotate moving the pallet onto the downline equipment. The sensor
detects the trailing edge of the pallet. The belts stop.
4. The downline equipment takes control to transfer the pallet correctly.
In general, the sensor is positioned so that the transport belts in the DEK printer
stop when the sensor detects the trailing edge, and half of the pallet is located
in the downline machine.