00191024-01.pdf - 第410页
Betriebsanleitung SIPLACE 80 S/F/G 9 Instandhaltung Ausgabe 07/97 ab Softwareversion SR.010.xx 9.5 Revolverkopf mit Segmentversion II (neuer Pipettensitz) 9 - 47 HINWEIS Die BE- un d LP-Vi sion-Syste me (Kame ra, Optik u…
9 Instandhaltung Betriebsanleitung SIPLACE 80 S/F/G
9.5 Revolverkopf mit Segmentversion II (neuer Pipettensitz) Ausgabe 07/97 ab Softwareversion SR.010.xx
9 - 46
HINWEIS
Die Soll-Kompensationswerte von Prüfgerät 1 und 2 sind gleich.
Die Toleranz des ID-Prüfgeräts im Automaten beträgt unter Einbeziehung der gesamten Anordnung bis zu
den Prüfzangen in jedem Prüfbereich 5%.
●
Werden im Bestückablauf trotz ordnungsgemäß durchgeführter C-, R-, und L- Kompensation die Bauele-
mente in Folge mit Identitäts-Fehler abgeworfen, so prüfen Sie zur Fehlereingrenzung zuerst Bauelemente
mit bekannten Werten und vergleichen die SOLL- und IST-Werte. Bei Abweichung kann eine Störung am
ID-Prüfgerät vorliegen. Die Behebung erfolgt nur durch den SMD-Service der Firma Siemens AG.
9.5.3 Aus- und Wiedereinbau Gehäuse komplett mit Stern
9.5.3.1 Ausbau des Gehäuses komplett mit Stern
HINWEIS
Beachten Sie: Nach Wiedereinbau der Baugruppe "Gehäuse komplett mit Stern" benötigen Sie für die
"Abschließenden Arbeiten" das SIPLACE -Testprogramm.
Bringen Sie bei nachfolgenden Wartungsarbeiten kein Fett oder Öl auf die Zangen der Zentrierstation.
Fassen Sie die Zentrierstation nicht an den Zangen/Zangenhebeln.
●
Bauen Sie alle Segmente aus, wie im Abschnitt "Segmente" beschrieben.
GEFAHR
OOO
Schalten Sie den Automaten am Hauptschalter aus und trennen Sie ihn von der Netzversorgung.
●
Schalten Sie die Druckluft am Versorgungsnetz ab.
●
Öffnen Sie die Sicherheitsschiebetüren.
Auszuführende
Arbeit
Am Rechner auszuwählende
Funktion (Cursor + Return)
Am Bildschirm
angezeigter Sollwert
Anmerkung
C - Kompensation C - kompensieren < 5,0 pF
Ohne Eichteil für
ID - Prüfgerät
R - Kompensation R - kompensieren < 0,5
Ω
mit Eichteil für
ID- Prüfgerät
L - Kompensation L - kompensieren < 0,1
µ
H
mit Eichteil für
ID- Prüfgerät
Tab. 9.5.1 Tabelle zur Kontrolle der Kompensationswerte
Betriebsanleitung SIPLACE 80 S/F/G 9 Instandhaltung
Ausgabe 07/97 ab Softwareversion SR.010.xx 9.5 Revolverkopf mit Segmentversion II (neuer Pipettensitz)
9 - 47
HINWEIS
Die BE- und LP-Vision-Systeme (Kamera, Optik und Verstärker) werden nicht vom Gehäuse abgebaut!
●
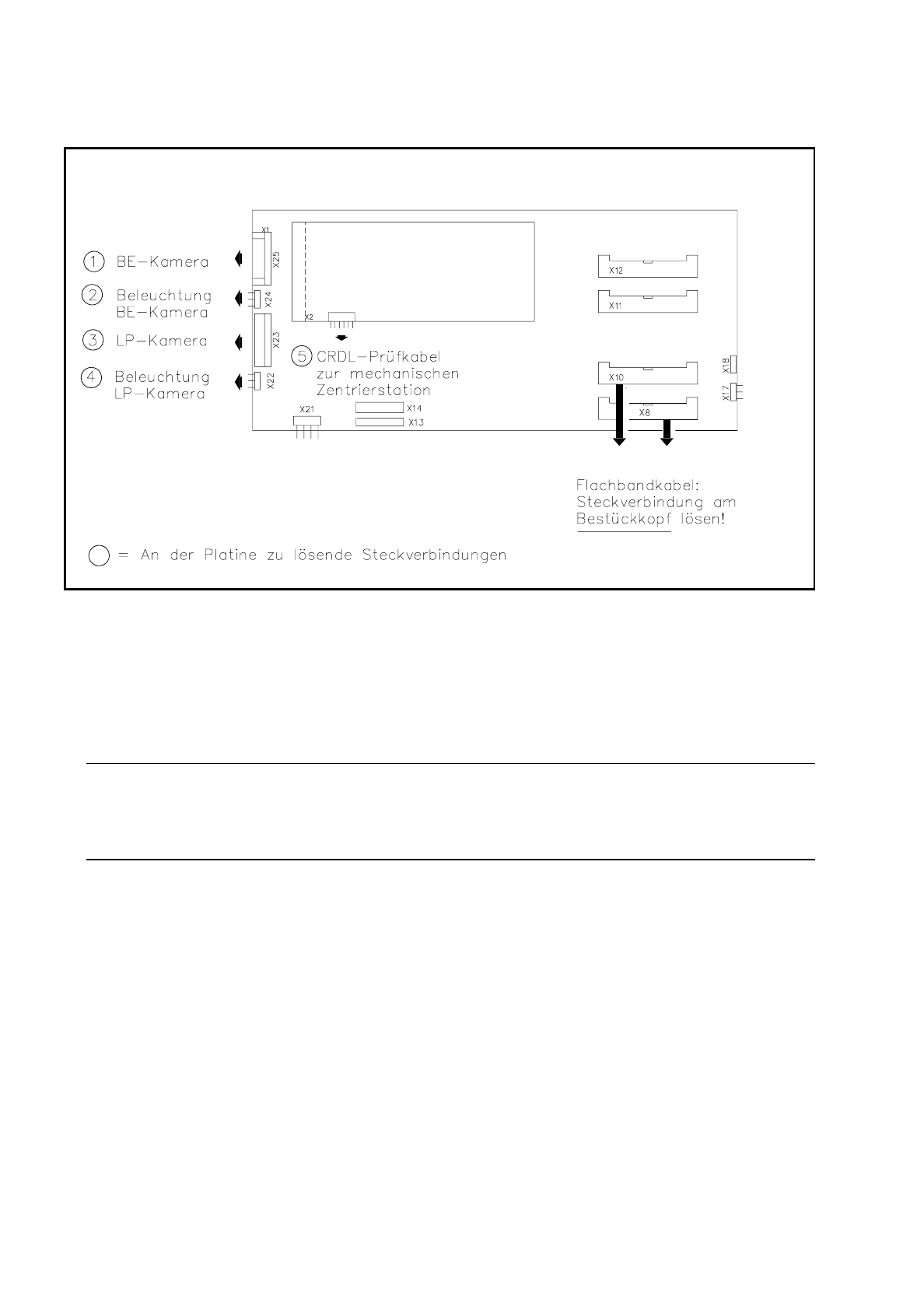
Lösen Sie die in Abb. 9.5.3 angegebenen Steckverbindungen an der "Umsetzplatine kleine Achse" und an
der CRDL-Prüfkopfplatine. Die Klarsicht-Abdeckung über der Platine kann hierfür montiert bleiben.
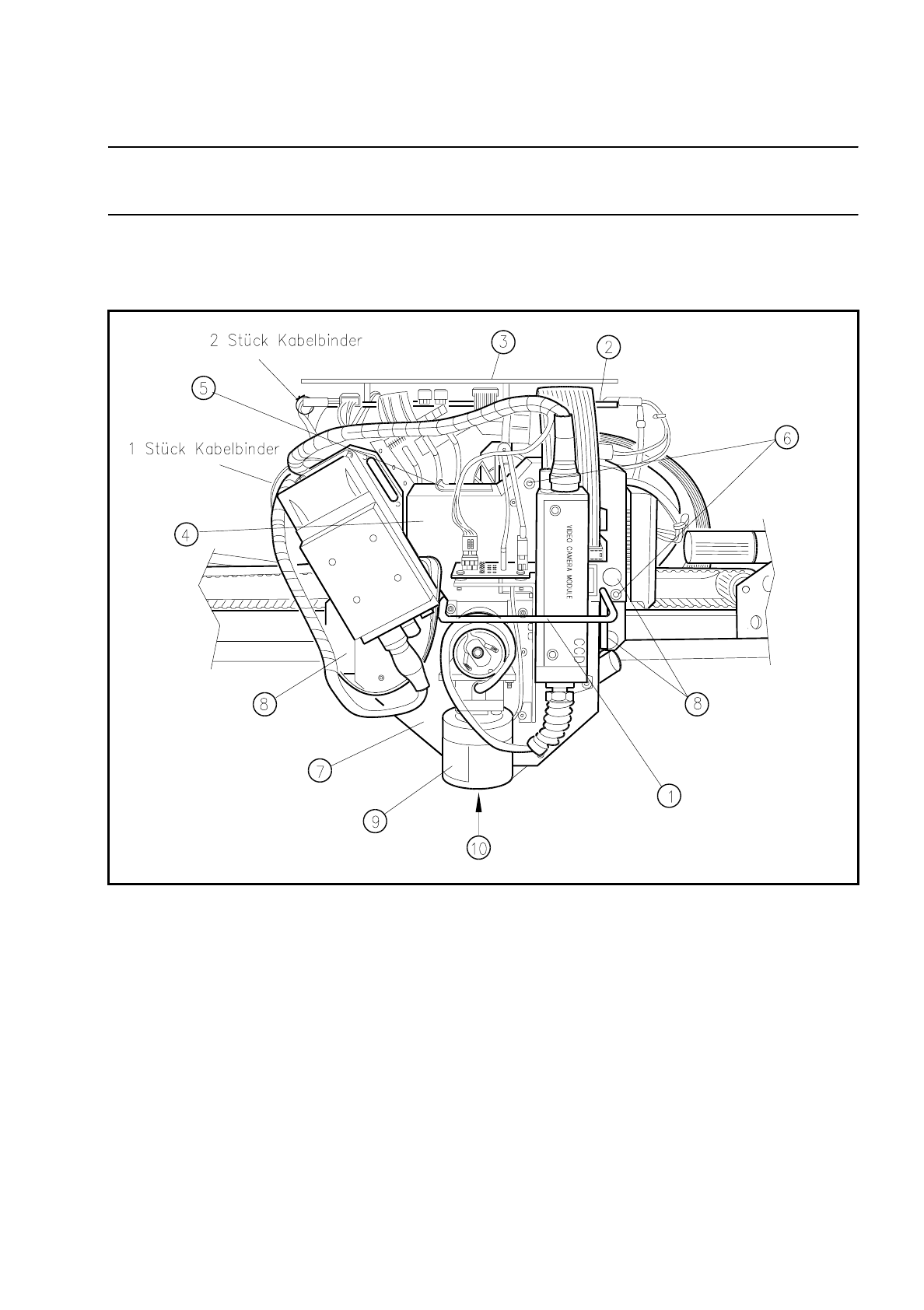
Abb. 9.5.2 Abbau des „Gehäuses komplett mit Stern“ und Anordnung der LP-Kamera-Optik
Legende:
1 Haltegriff 6 Befestigung Lichtabdeckung (2 Innensechskantschr. M3)
2 Umsetzplatine kleine Achse 7 Gehäuse komplett mit Impulsgeber und Stern
3 Klarsichtabdeckung 8 Befestigung des Gehäuses komplett (3 Innensechskantschr. M4)
4 Lichtabdeckung 9 Optik der LP-Kamera
5 Klappe für Segmententnahme 10 Diffusorscheibe
9 Instandhaltung Betriebsanleitung SIPLACE 80 S/F/G
9.5 Revolverkopf mit Segmentversion II (neuer Pipettensitz) Ausgabe 07/97 ab Softwareversion SR.010.xx
9 - 48
Abb. 9.5.3 Umsetzplatine kleine Achse und CRDL-Prüfkopfplatine: Steckverbindung lösen
●
Ziehen Sie die beiden Steckverbindungen der Flachbandkabel an der Vorderseite des Bestückkopfs ab
(siehe Abb. 9.5.3).
●
Bauen Sie die Lichtabdeckung vom Bestückkopf ab: 2 Innensechskantschrauben M3 lösen und Abdek-
kung nach oben abnehmen.
●
Stellen Sie das "Montagegestell für Gehäuse" bereit.
VORSICHT
O
Achten Sie beim Abbau des Gehäuses besonders auf die Optik der LP und BE-Kamera! Stoßen Sie nir-
gends gegen!
●
Bauen Sie das "Gehäuse komplett mit Stern" (= ohne Segmente) von der "Trägerplatte komplett" ab:
●
Lösen Sie die 3 Stück Innensechskantschrauben M4 (siehe Abb. 9.5.2) und ziehen Sie das Gehäuse
vorsichtig mit beiden Händen von den Zentrierstiften der Trägerplatte ab.
●
Stecken Sie das Gehäuse mit seinen Aufnahmebohrungen (der Stern zeigt nach oben!) auf die Zentrier-
stifte des „Montagegestells für Gehäuse“ auf.
●
Führen Sie jetzt die Wartungsarbeiten am Stern, Schraubendreher 1 und 2, an der mechanischen Zen-
trierstation und an den Drehstationen dp1 und dp2 durch.