00198518-03_UM_LDU_2_X_CHS-ZH.pdf - 第25页
3 功能描述和结构 3.1 功能描述 用户手册 SIPLACE Linear Dipping Unit 2 X 05/2020 25 涂敷工艺(配备自动空腔选装件的 LDU 2 X) 使用自动空腔浸渍板时的刮刀循环周期与具有固定腔厚度的标准浸渍板的刮刀循环周期不同。 贴片头涂覆元件时,会对浸渍板空腔施加一定作用力。浸渍时,应将空腔板向下移动到由止动板支 撑的最低位置。这样可以防止损坏升降装置。涂敷时,可将空腔板向上移动到正确的空腔深度,…
3 功能描述和结构
3.1 功能描述
24 用户手册 SIPLACE Linear Dipping Unit 2 X 05/2020
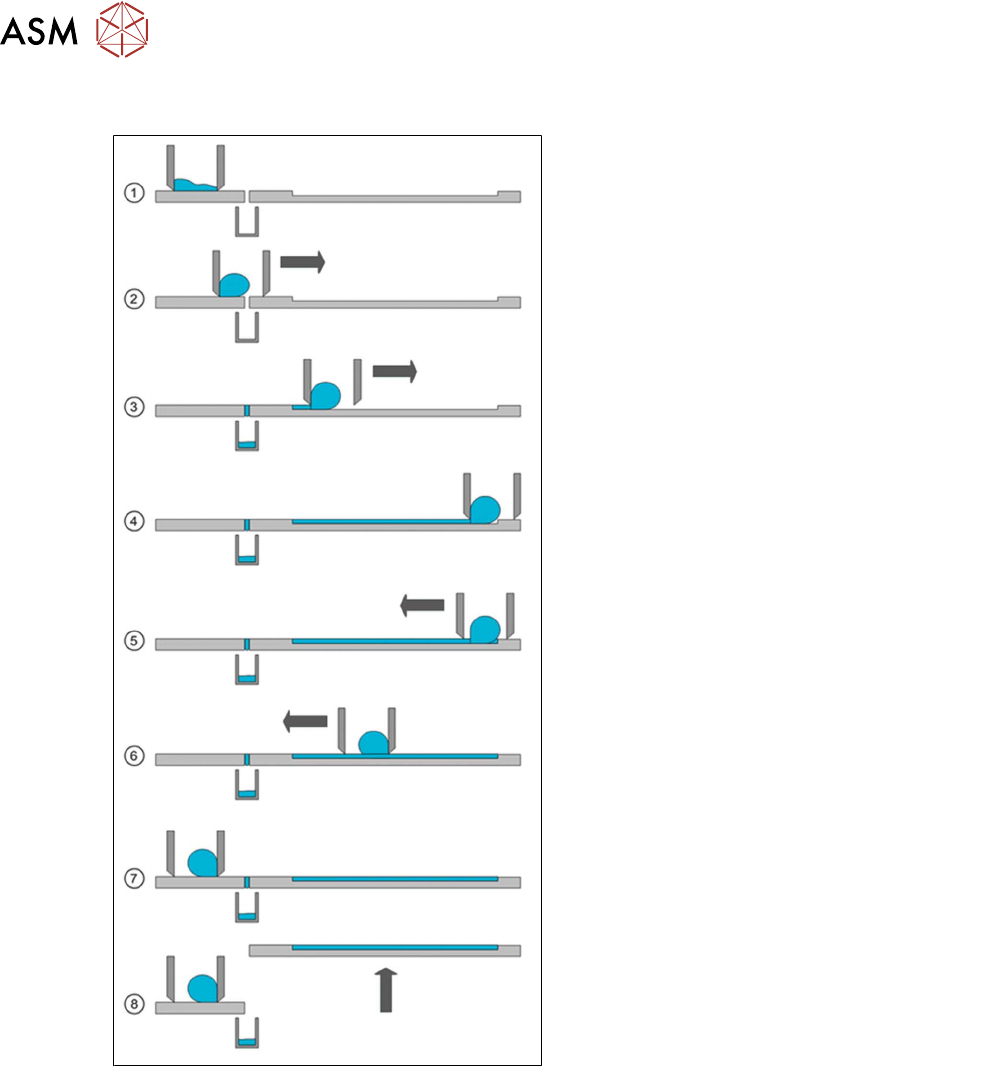
涂敷工艺
1. 涂敷单元处于其起始位置。焊剂罐位于挡板
上方的停驻位置。焊剂罐已注满新的焊剂,
焊剂当前已布满于焊剂罐的“底部”。浸渍板
处于涂敷位置。
2. 涂敷开始。焊剂罐所在的滑动单元沿着浸渍
板方向向前移动。罐中的焊剂形成卷状,具
体取决于其粘度。
3. 焊剂罐到达浸渍板的空腔。焊剂分布于空腔
中并被焊剂罐底部边缘擦去。
4. 滑动单元移至其相反位置,到达浸渍板末
端。现在,整个空腔注满焊剂。
5. 滑动单元向后移动。
6. 现在,焊剂罐另一侧形成焊剂卷。边缘擦去
所涂敷的焊剂层,以确保焊剂层高度保持一
致。
7. 滑动单元到达位于挡板上方的起始位置。承
滴盘会接住可能流入接口区域间隙的所有焊
剂。
8. 升降单元将浸渍板移离涂敷位置并移入浸渍
位置。贴片头现在可以将元件浸渍到焊剂
中。
对于下一个涂敷工艺,升降单元会将浸渍板移回
到涂敷位置,然后重复执行第 1 步至第 8 步。
3 功能描述和结构
3.1 功能描述
用户手册 SIPLACE Linear Dipping Unit 2 X 05/2020 25
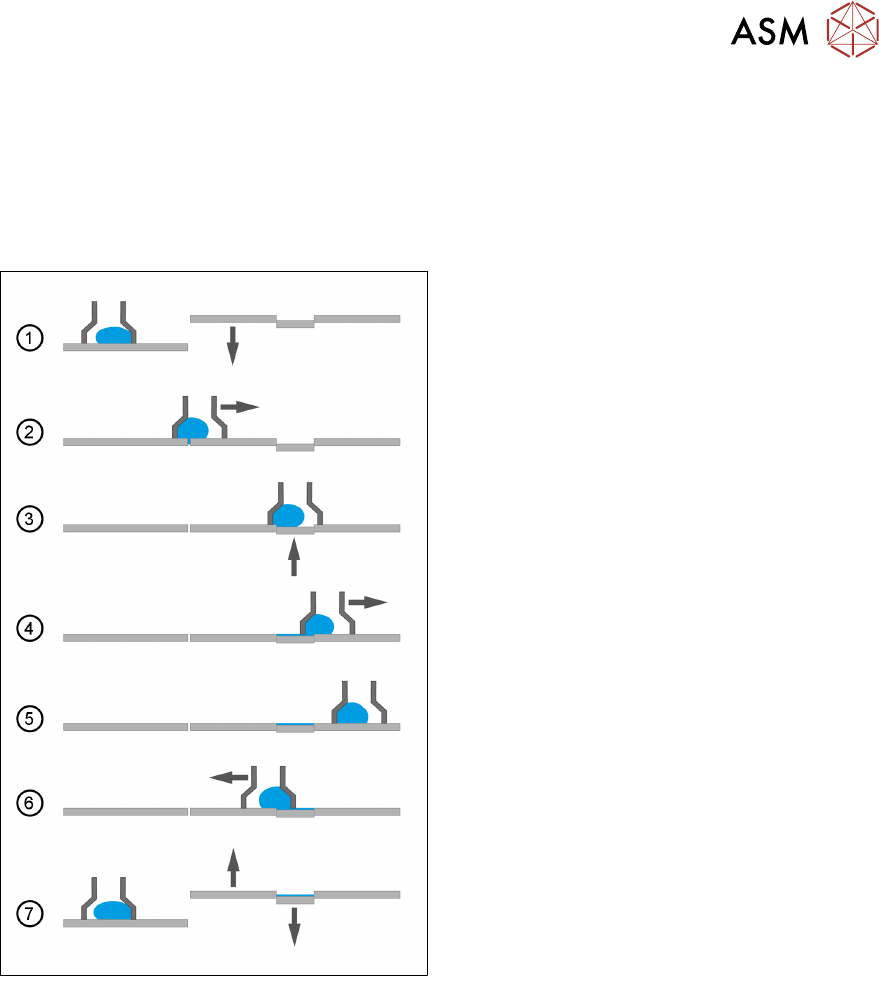
涂敷工艺(配备自动空腔选装件的 LDU 2 X)
使用自动空腔浸渍板时的刮刀循环周期与具有固定腔厚度的标准浸渍板的刮刀循环周期不同。
贴片头涂覆元件时,会对浸渍板空腔施加一定作用力。浸渍时,应将空腔板向下移动到由止动板支
撑的最低位置。这样可以防止损坏升降装置。涂敷时,可将空腔板向上移动到正确的空腔深度,以
获取适宜的焊剂量。
1. 浸渍板从拾取位置向下移动至涂敷位置。空
腔仍位于拾取位置。
2. 焊剂罐向空腔位置移动。
3. 焊剂罐停在空腔上方。浸渍板从拾取位置向
上移动至涂敷位置。
4. 焊剂罐移至相反位置,以将焊剂加注到空腔
内。
5. 焊剂罐到达相反位置。
6. 焊剂罐朝挡板向后移动。
7. 焊剂罐到达挡板停驻位置。浸渍板从涂敷位
置向上移动到拾取位置。空腔从涂敷位置向
下移动到拾取位置。
3 功能描述和结构
3.2 结构
26 用户手册 SIPLACE Linear Dipping Unit 2 X 05/2020
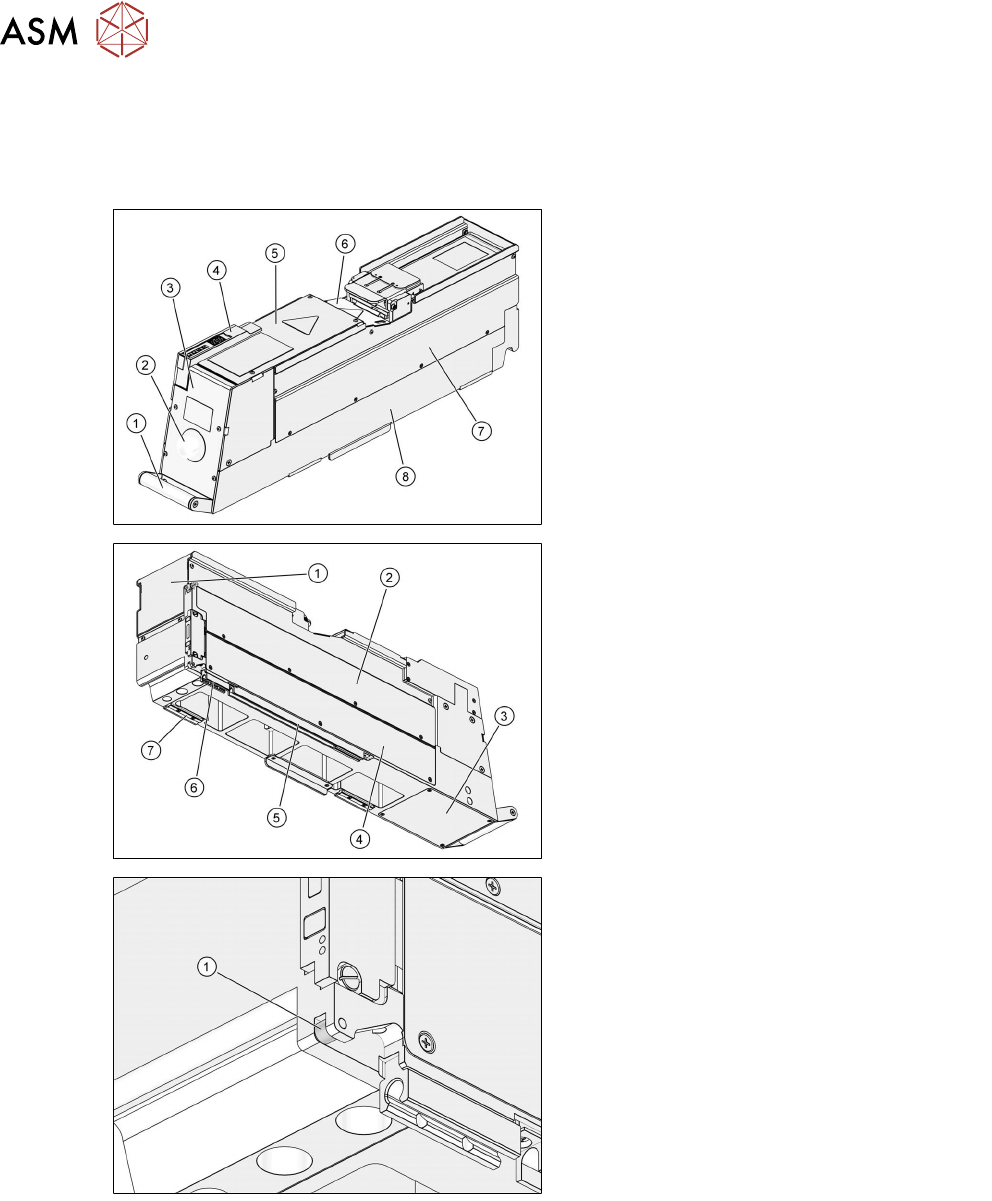
3.2 结构
3.2.1 外壳
1. 握柄
2. EMERGENCY STOP(急停)按钮
3. 后保护盖
4. 用户界面
5. 顶盖
6. 接合盖
7. 右侧面板
8. 主体
1. 前保护盖
2. 左侧面板
3. 底盖
4. 控制板保护盖
5. 后部滑杆
6. 前部滑杆
7. 支撑块
1. 锁紧辊