00198518-03_UM_LDU_2_X_CHS-ZH.pdf - 第38页
3 功能描述和结构 3.3 基本工艺 38 用户手册 SIPLACE Linear Dipping Unit 2 X 05/2020 3.3 基本工艺 下文介绍浸渍工艺及影响此工艺的参数。 3.3.1 焊剂的使用 为提高腐蚀性元件或结构复杂元件的可焊性,这些元件的接触表面在生产过程中应涂敷额外的焊 剂。这样可以提高焊接连接的质量。在贴片工序中,会向元件或基板的相关接触表面涂敷焊剂。最 常见的两个工序是 分配 和 浸渍 。此外,还有印刷、…
3 功能描述和结构
3.2 结构
用户手册 SIPLACE Linear Dipping Unit 2 X 05/2020 37
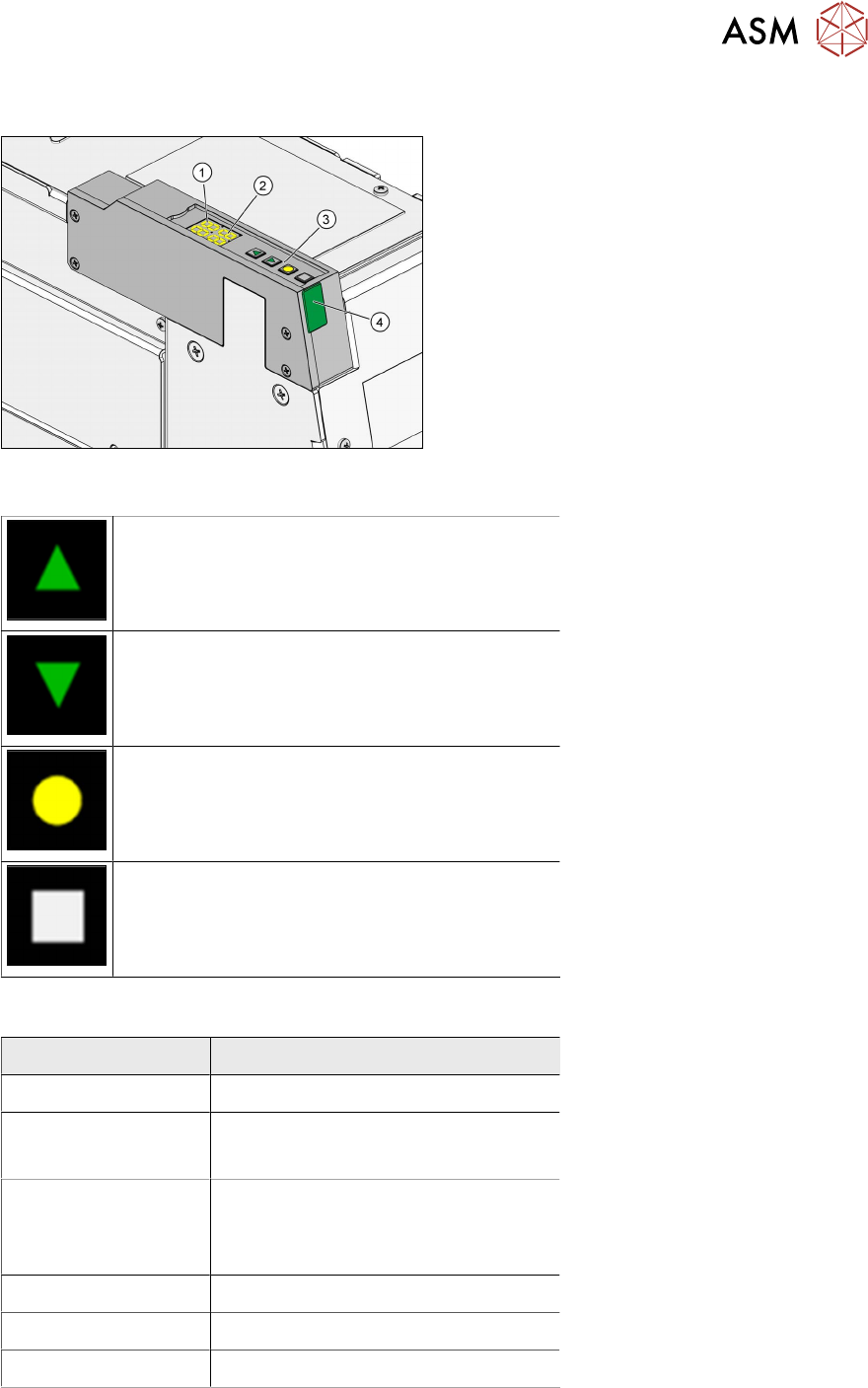
3.2.10 用户界面
1. 7 段显示器 1/2(操作模式、错误模式、急
停)
2. 7 段显示器 3/4(错误编号、刮刀速度、剩
余循环次数、急停)
3. 功能键
4. 状态 LED
功能键
Up
键:短按可切换至下一操作模式 (
P0
→
P1
→
P2
→ …)。在
P2
模式下,长按该键可切换至接入级别
Advanced production
(
P2
→
P3
)。
Down
键:切换至上一操作模式 (
P2
->
P1
->
P0
…)。清除
Er
显示屏中的当前错误。
<Select>
键:选择所显示的操作模式、启动操
作、切换 7 段显示器。
<Adjust>
键:设置参数、清除错误、停止预热循
环。
状态 LED
状态 LED 的颜色 LDU 的操作状态
绿色(常亮) 准备就绪,可以运行
琥珀色(常亮) 警告。LDU 很快会更改为状态“未就
绪”。
红色(常亮) LDU 未初始化、未预热或处于错误模
式。7 段显示器 1/2 会显示相应的错误
编号。
熄灭 未做好运行准备
绿色(快速闪烁) 软件下载
红色(快速闪烁) 应用软件无效
章节 4.8 "通过用户界面操作控制单元" [}77] 介绍了如何借助功能键操作 LDU。
3 功能描述和结构
3.3 基本工艺
38 用户手册 SIPLACE Linear Dipping Unit 2 X 05/2020
3.3 基本工艺
下文介绍浸渍工艺及影响此工艺的参数。
3.3.1 焊剂的使用
为提高腐蚀性元件或结构复杂元件的可焊性,这些元件的接触表面在生产过程中应涂敷额外的焊
剂。这样可以提高焊接连接的质量。在贴片工序中,会向元件或基板的相关接触表面涂敷焊剂。最
常见的两个工序是
分配
和
浸渍
。此外,还有印刷、冲压、喷涂、刷涂等工序。
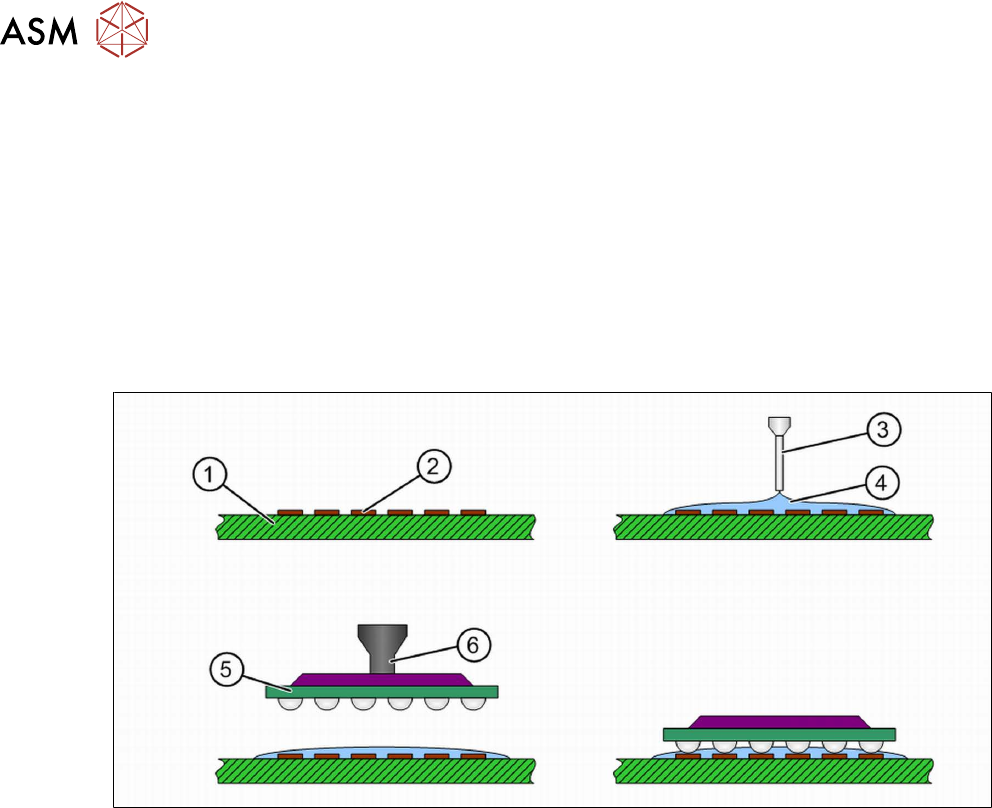
通过分配涂敷焊剂
分配期间,焊剂直接涂敷到基板
(1)
上。将针头
(3)
精准地放置在焊接头或接触面
(2)
上,并向焊接
头涂敷既定的焊剂量
(4)
。焊接头上形成一层薄膜,然后用镊子
(6)
将元件
(5)
放置在薄膜中。只有
薄焊剂类型适合采用分配工序。
3 功能描述和结构
3.3 基本工艺
用户手册 SIPLACE Linear Dipping Unit 2 X 05/2020 39
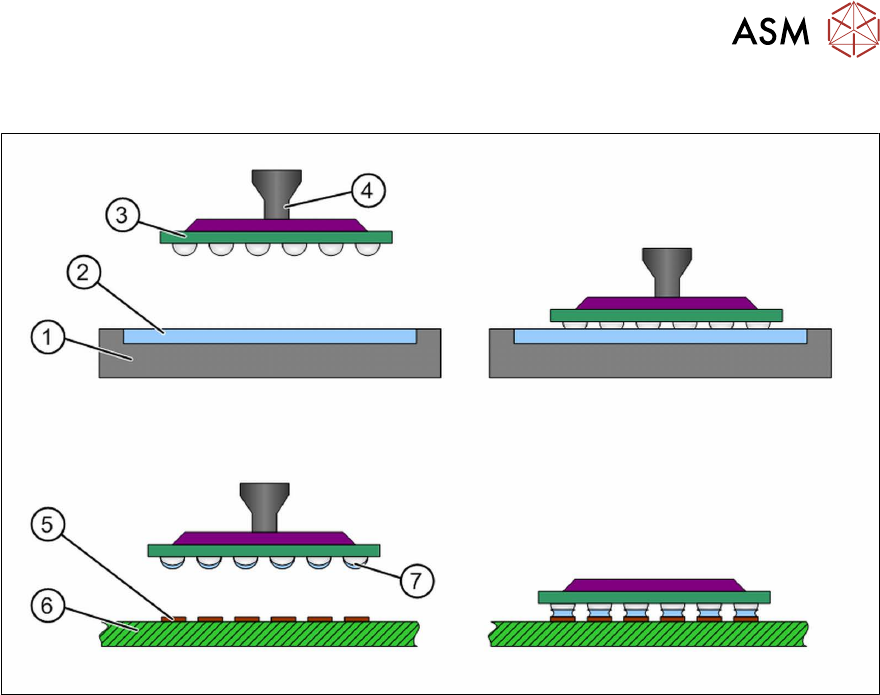
通过浸渍涂敷焊剂
浸渍期间,元件
(3)
被贴片机
(2)
用吸嘴
(4)
浸入到焊剂中,然后被放置到带有接触面
(5)
的基板
(6)
上。焊剂必须使用合适的载体
(1)
提供,并且表面应尽可能均匀平整。贴片机从供料器模块中拾取元
件后将其浸入到焊剂中。元件的引线或接触面即被涂上此焊剂
(7)
。然后,元件被放置到基板上。较
厚的焊剂类型或焊膏都可用于浸渍。