JM-20_MS参数.pdf - 第52页
MS 参数 4- 19 Y 0.0132±0.002m m/Pixel 离以及贴片精度 不良 2 装配角度 A ±0.5° OCC 装置的装配 4- 7 支撑台偏移量 4-7- 1 功能 调整支撑台的 位置 ,使支撑台能正 确动作。 4-7- 2 使用夹具 本项目中不使用夹具。 4-7- 3 操作 从菜单中选择 “ 偏移量 设置( O ) ” - “ 支撑台偏移量( R ) ” ,会显示以下所示的 对话框。
MS
参数
4-18
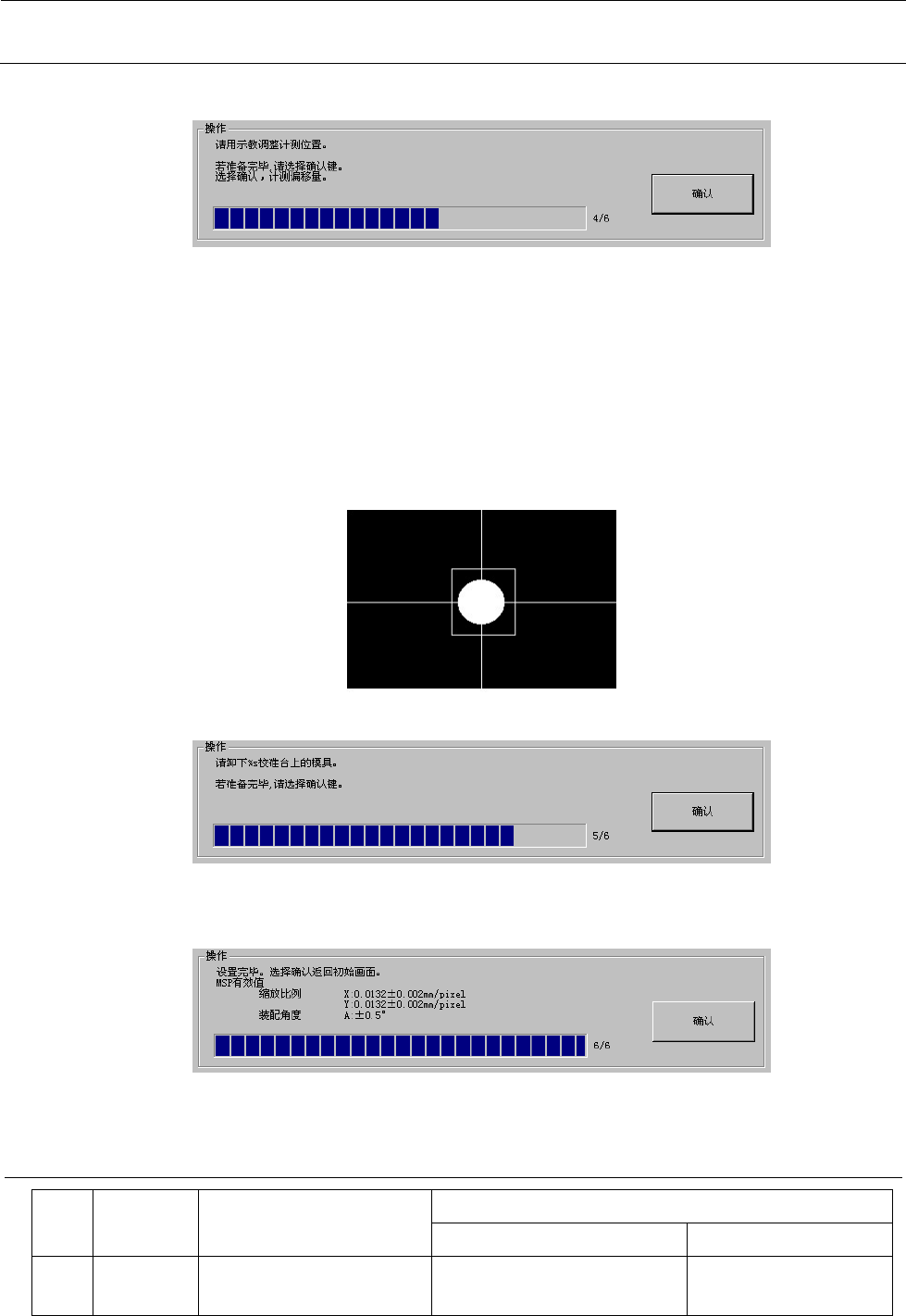
<操作・4/6>
识别正常结束后,向OCC计测装配角度的位置移动。
利用示教进行调整,使监视器的十字光标移到标记的大致中心。
此时,如摄像机视野内出现标记以外的灰尘,要仔细擦拭摄像机调整夹具,做到只看见
标记。
按下“确认”按钮,于是进行装配角度的计测。此时,如检测到标记以外的对象,则不
能取得正确的值,或者出错。计测结束后,机器会根据识别结果算出装配角度并进行更
新。
<操作・5/6>
从校准台上卸下摄像机调整夹具,准备完毕后请按“确认”按钮。
<操作・6/6>
“确认”按钮按下后,回到初始设置画面。
4-6-4 MSP
容许值
No.
项目
MSP容许值
MSP值不良时
出现的问题
出问题的原因
1 缩放比例 X
0.0132±0.002mm/Pixel
因OCC摄像机的图像识别精
度不良,导致各MSP值出现偏
OCC本身、摄像机调整
夹具的伤痕等
MS
参数
4-19
Y
0.0132±0.002mm/Pixel
离以及贴片精度不良
2 装配角度 A ±0.5° OCC装置的装配
4-7
支撑台偏移量
4-7-1
功能
调整支撑台的位置,使支撑台能正确动作。
4-7-2
使用夹具
本项目中不使用夹具。
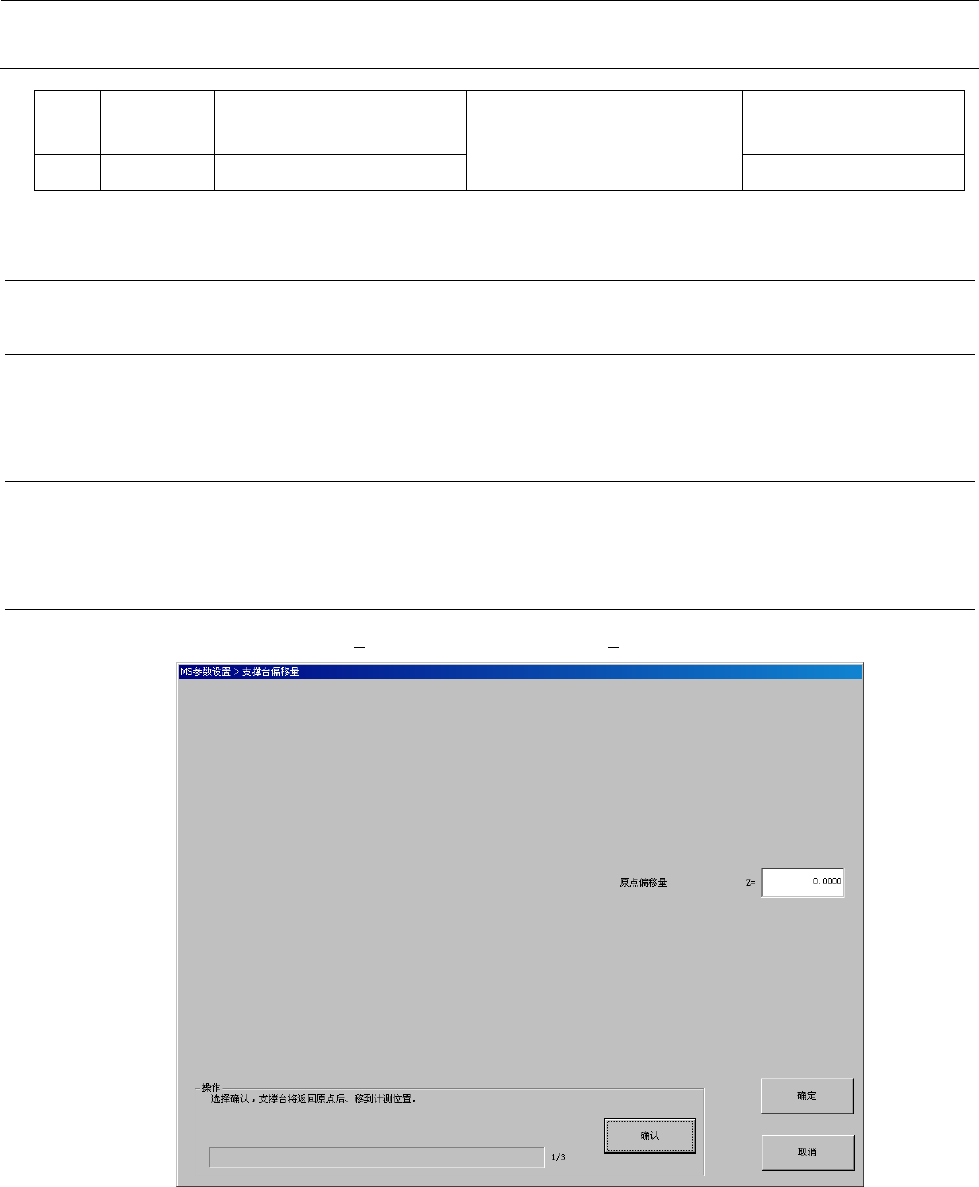
4-7-3
操作
从菜单中选择“偏移量设置(O)”-“支撑台偏移量(R)”,会显示以下所示的对话框。
MS
参数
4-20
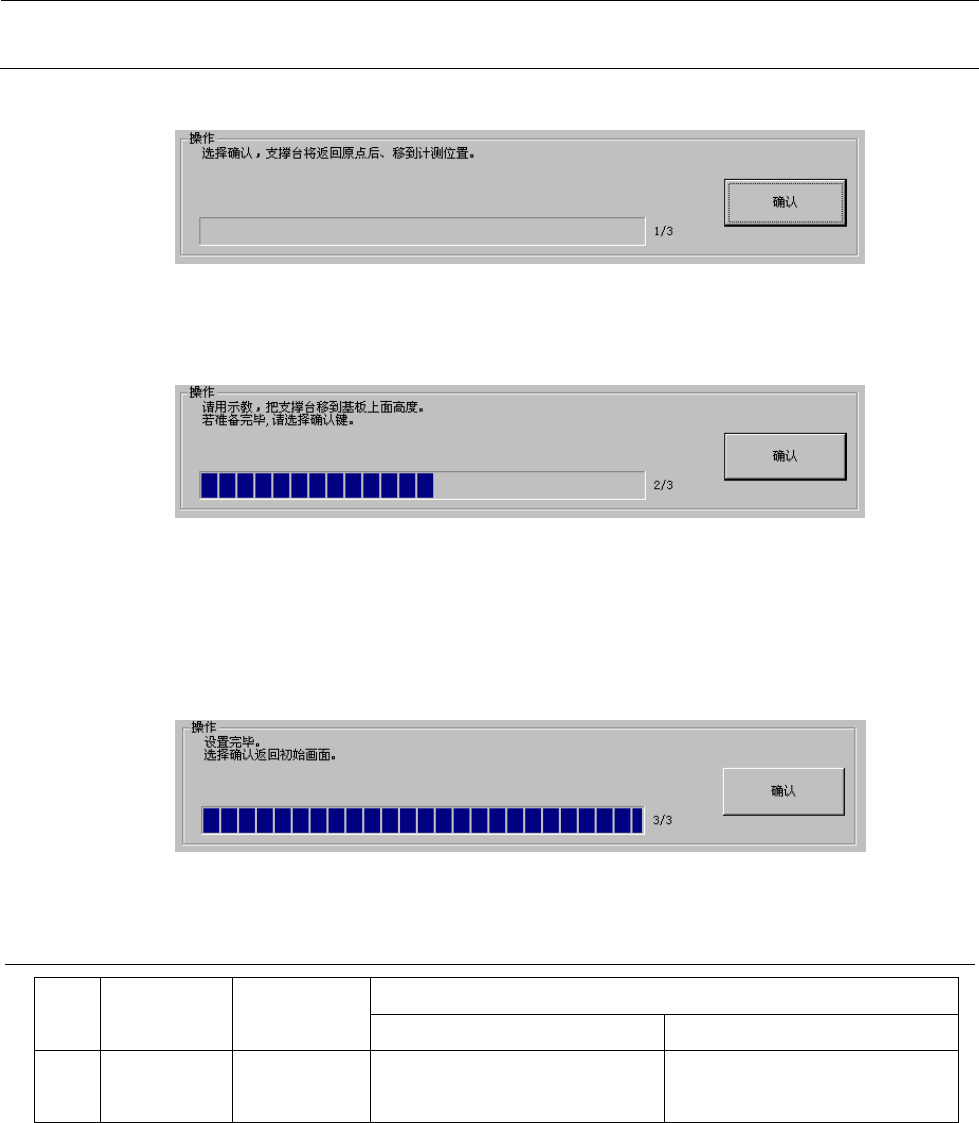
<操作・1/3>
请点击“操作”框内的“确认”按钮。“确认”按钮被按下后,支撑台返回原点后将向
计测开始位置移动。
<操作・2/3>
请利用示教使支撑台上升,对准传送带与夹紧用构件接触的位置。
示教完成后,请按“确认”按钮。
(4根轨道导轴中有一个首先到顶的高度,另外3根应在距该高度0.1mm以内到顶。如果
不是0.1mm以内,请进行台子平面的从新调整。)
<操作・3/3>
调整结束了。按“确认”按钮,即返回初始画面。
4-7-4 MSP
容许值
No.
项目
MSP容许值
MSP值不良时
出现的问题
检测(更换)项目
1 原点偏移量 ±12mm 原点返回动作不良
基板夹紧不良
支撑台的装配精度