JM-20_MS参数.pdf - 第82页
MS 参数 4- 49 5 个部位测量过标记位置 的示教后, 请卸下主送料器, 按 “ 确认 ” 按钮 。( 前 侧 送 料器 编号: 1 、 20 、 35 、 50 、 68 ) 前侧的最终位置设置结束后,将从 5 个点 的平均值算出吸取基准 位置 偏移量(通常偏移 量),然后再进一步算 出翘弯偏移 量。 翘弯偏移量值根据以下 计算式自动 计算。 翘弯偏移量值(前侧)= (当前显示值 ) + ( 5 个部位的最大值)-(平 均值) …
MS
参数
4-48
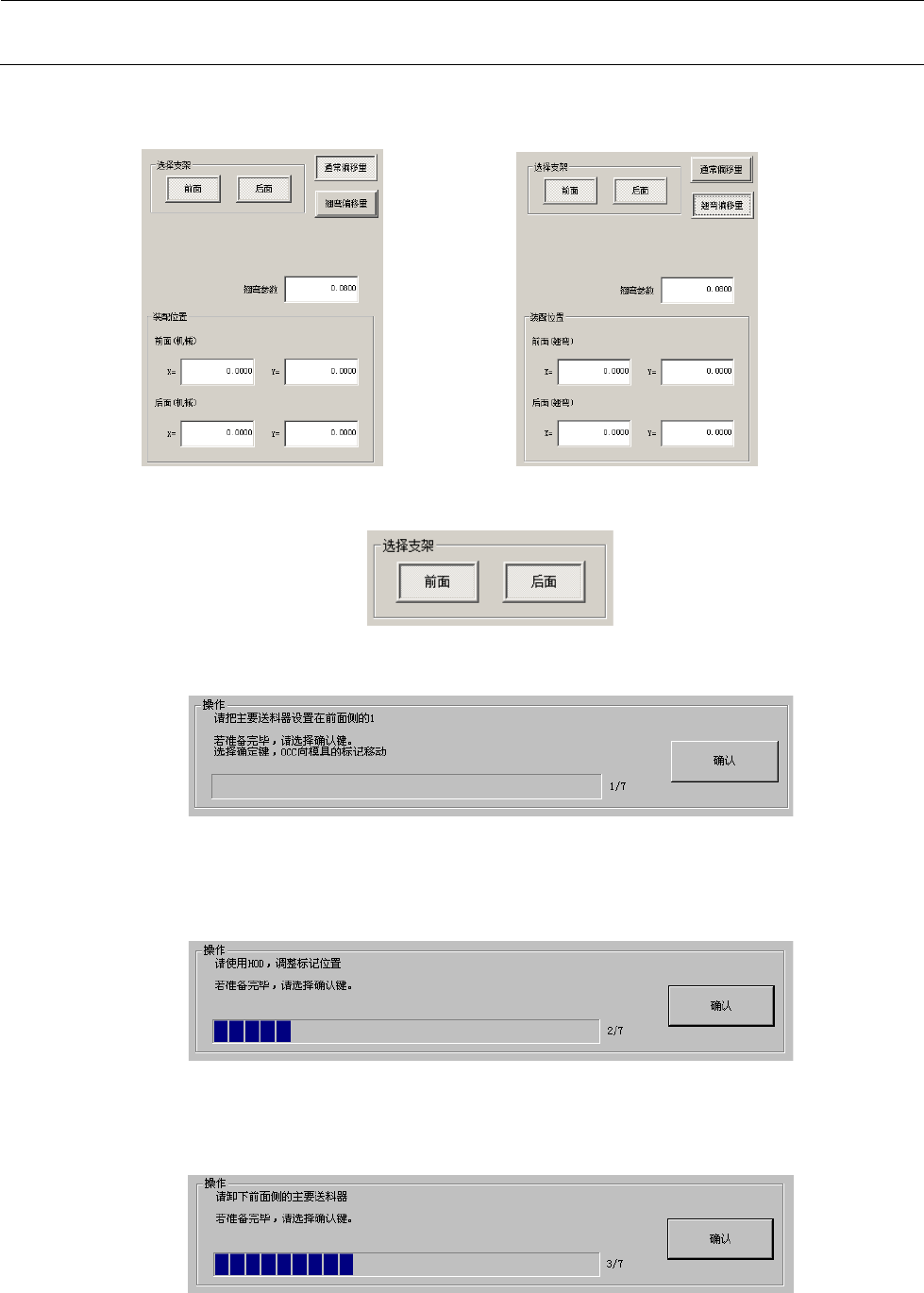
※ 对通常偏移量、翘弯偏移量的按钮进行切换,就可以切换偏移量值的显示。
⑫选择“通常偏移量”时 ⑫选择“翘弯偏移量”时
请在以下的台架选择中选择要取得的台架。
<操作⑫1/6>
进行台架选择后,请将主送料器安装在操作说明中指示的位置。
准备好后,请按“确认”按钮。进行校准台标记的识别后,以OCC基准移动到夹具的标
记上。
<操作⑫2/6>
请利用摄像机示教进行调整,使标记成为摄像机中心。调整好以后,请 按 “确认”按钮。
请使之以OCC基准向下一个示教位置移动。
<操作⑫3/6>
MS
参数
4-49
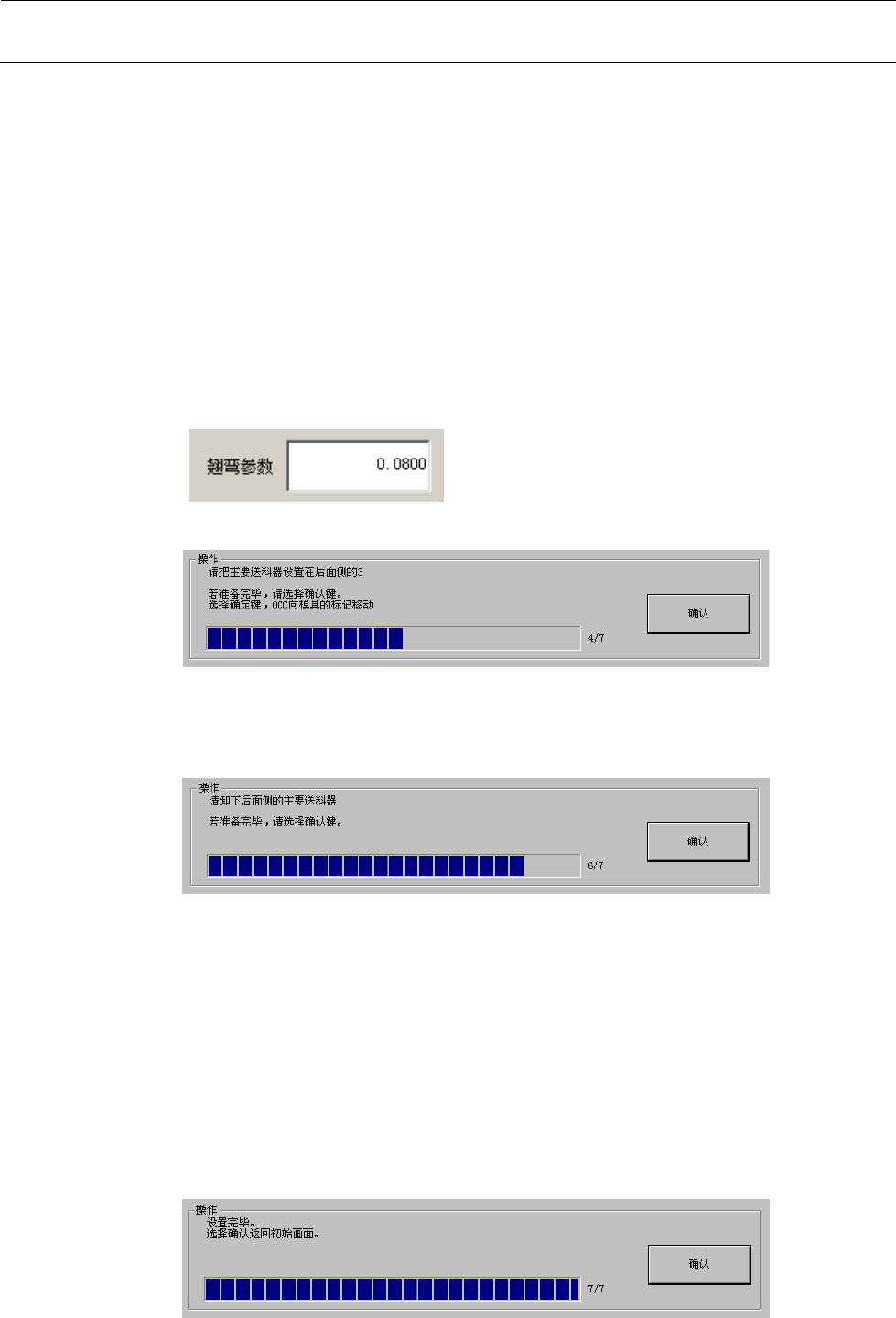
5个部位测量过标记位置的示教后,请卸下主送料器,按“确认”按钮。( 前 侧 送料器
编号:1、20、35、50、68)
前侧的最终位置设置结束后,将从5个点的平均值算出吸取基准位置偏移量(通常偏移
量),然后再进一步算出翘弯偏移量。
翘弯偏移量值根据以下计算式自动计算。
翘弯偏移量值(前侧)= (当前显示值) + (5个部位的最大值)-(平均值)
-(翘弯参数)
◆翘弯参数
翘弯参数就是初始画面上输入的值。通常使用默认值,请勿改变。
<操作⑫4/6>
如后侧台架也已被选择,接着上面的对话框显示。
如在台架选择中只选择了后侧台架,则从上面的对话框开始。
<操作⑫5/6>
5个部位测量过标记位置的示教后,请卸下主送料器,按“确认”按钮。( 后 侧 送料器
编号:3、20、35、50、68)
后侧的最终位置设置结束后,将从5个点的平均值算出吸取基准位置偏移量(通常偏移
量),然后再进一步算出翘弯偏移量。
翘弯偏移量值根据以下计算式自动计算。
翘弯偏移量值(后侧)= (当前显示值) + (5个部位的最大值)-(平均值)
+(翘弯参数)
<操作⑫6/6>
如选择“确认”,返回初始画面。
MS
参数
4-50
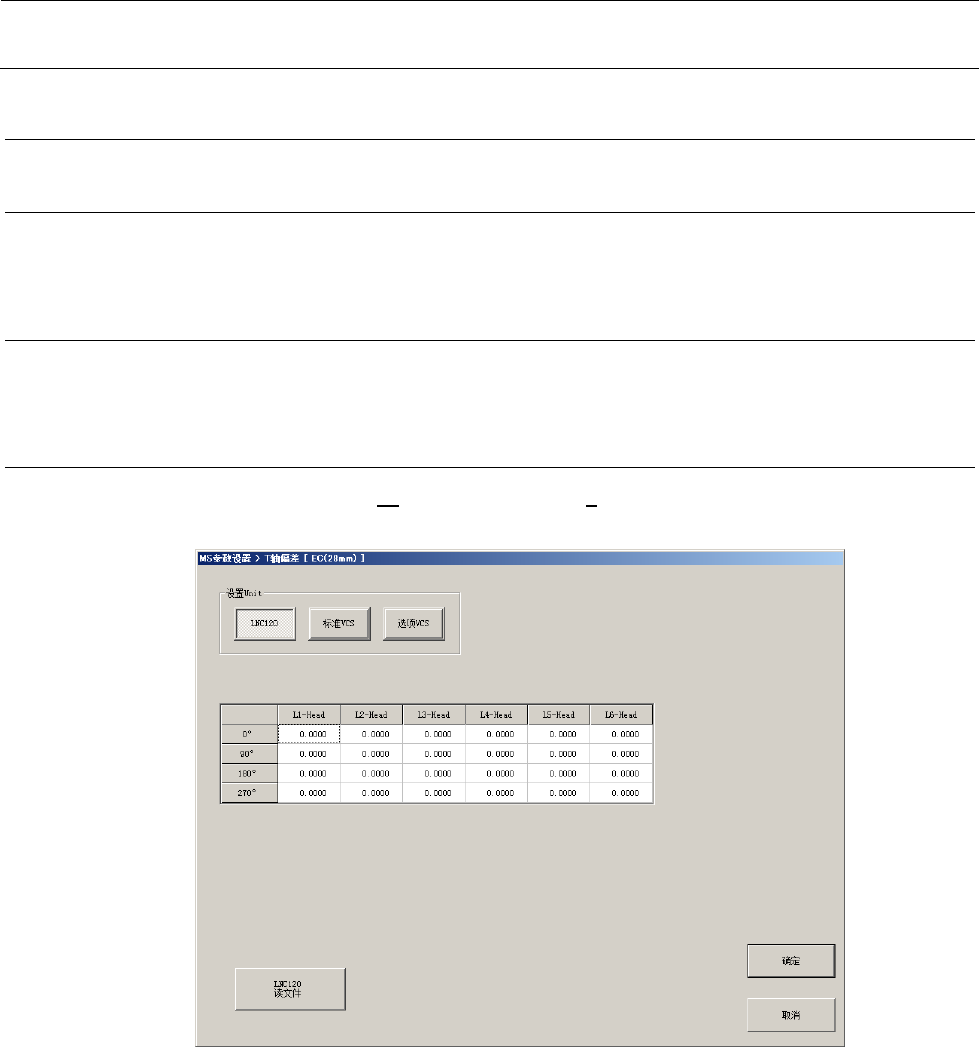
4-17 T
轴偏差
4-17-1
功能
出厂前在工厂设定。因此,本项目只有在JUKI公司有指示时才需要进行改变。
4-17-2
使用夹具
本设定不使用夹具。
4-17-3
操作
从菜单中选择了“偏移量设置(O)”-“T轴偏差(I)...”之后,显示下图所示的T轴偏差
设定界面。请以计算机计算测定结果,设定参数。