TR6DNR_使用说明书 - 第36页
TR6 Series 使用说 明书 3- 14 3-3-4-6 传送带节拍定 时器 基板的生产时间 (贴片时间) 短 , 且 后工序是回流炉的 情况下, 由于基板被连 续运入回流 炉, 有 时回流 工序中会发生缺 陷。这种情况下,通 过在 MTC 的传送带一 方调整基板运 出间隔,能 够防止因向后工序 连续运出而导致 的缺陷。 设定时间的范围 是 0 ~ 5 分钟 ,可以 1 秒为单位进行 设定。设定 值在电源切断 后也被保存。如果不 …
TR6 Series 使用说明书
3-13
3-3-4-5
方式选择(
TR6DNR/6DNX/6DNV
)
进行标准模式、不间断运行模式下的元件检测(判定有无元件)动作的设定。
元件检测是利用高度测定激光来测定托盘的 9 个部位。(参看 P19 的注意)
<设定步骤>
请从菜单中选择[5.Select Mode(模式选择)],按[ENTER]按钮。
5. Select Mode
*Normal Non-stop
请用、按钮使*移动,选择「Normal(标准)」或「Non-stop(不间断运行)」,按[ENTER]按钮。
元件检测动作选择画面被显示。请选择「Yes」或「No」。
5. Detect Component
* Yes No
• No: 不进行元件检测。如选择该项,则回到方式选择画面。
• Yes: 在吸附托盘上的元件之前进行元件检测。如选择该项,则显示下面所示的元件检测时机
设定画面。
请选择元件检测时机。
5. Detect Component
*Program Add Component
• Program(程序): 仅在读入程序时进行元件检测。
• Add Component(补充元件): 读入程序时或元件数有变动时,进行元件检测。
设定结束(按 ENTER 或 CANCEL)后,回到方式选择画面。
*标准模式和不间断运行模式的方式选择,应在贴片机「操作选项」「编辑程序」中设置,取得一致。
TR6 Series 使用说明书
3-14
3-3-4-6
传送带节拍定时器
基板的生产时间(贴片时间)短,且后工序是回流炉的情况下,由于基板被连续运入回流炉,有时回流
工序中会发生缺陷。这种情况下,通过在 MTC 的传送带一方调整基板运出间隔,能够防止因向后工序
连续运出而导致的缺陷。
设定时间的范围是 0~5 分钟,可以 1 秒为单位进行设定。设定值在电源切断后也被保存。如果不使用
定时器,请设定为 0min 00sec(出厂时的设定)。
<设定步骤>
请从菜单中选择[Conveyor Timer(传送带定时)],按[ENTER]按钮。
显示器上显示现在的设定时间。
6. Conveyor Timer
5 min 00 sec
请用、按钮设定秒(0~59),用、按钮设定分(0~5),按[ENTER]按钮。于是设定时间被确
定,回到方式选择画面。
3-3-4-7
传送带(
L
、
R
)延时定时器
对于有切口的基板,能够通过推迟基板检测传感器 OFF 检测时机(传感器 OFF 后也在一定时间内作为
ON 处理)来忽视切口。
设定时间的范围是 0~5 分钟,可以 1 秒为单位进行设定。设定值在电源切断后也被保存。
如果不使用定时器,请设定为 0min 00sec(出厂时的设定)。
<设定步骤>
请从菜单中选择[Conveyor (L 或 R)Delay Timer(左或右传送带延时定时器)],按[ENTER]按钮。
显示器上显示现在的设定时间。
7. Conveyor L Delay Timer
5 min 00 sec
请用、按钮设定秒(0~59),用、按钮设定分(0~5),按[ENTER]按钮。设定时间即被确定,
回到方式选择画面。
TR6 Series 使用说明书
4-1
4
日常维护
4-1
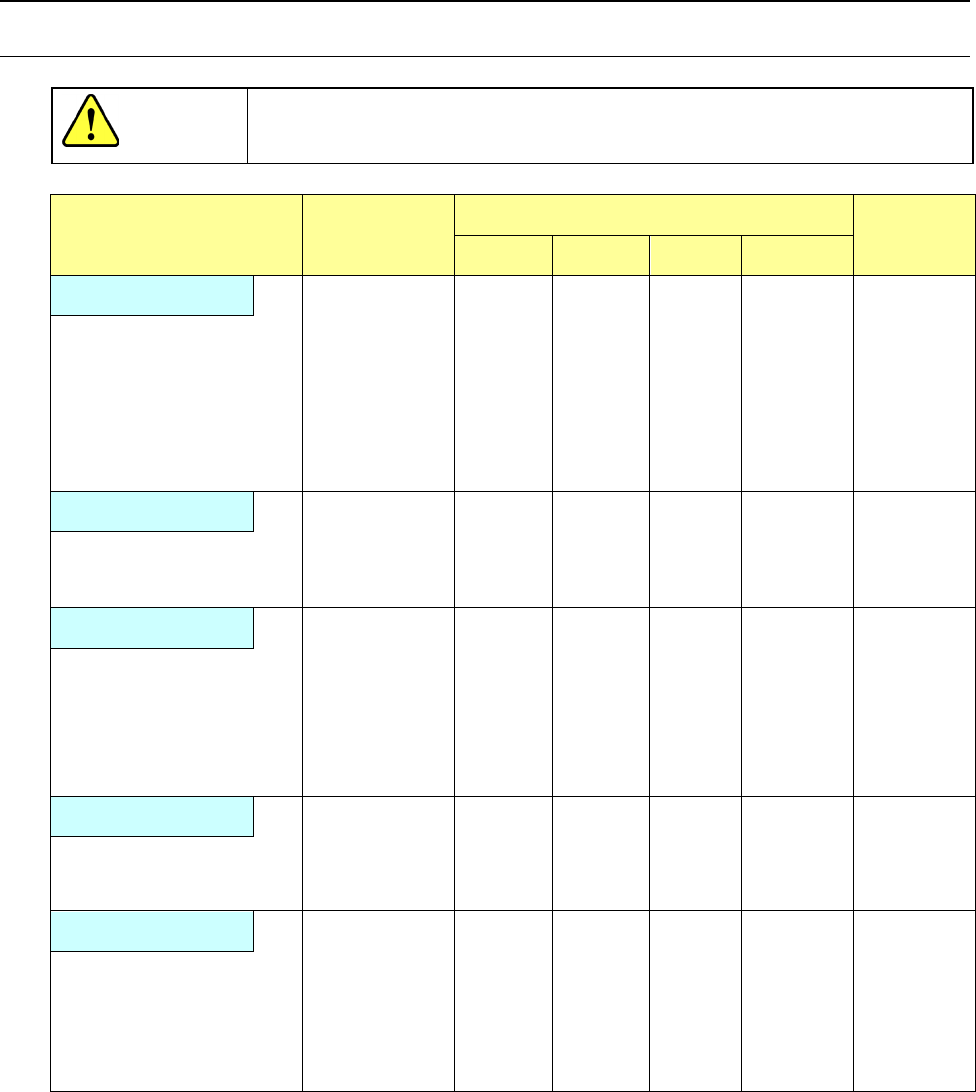
日常维护一览表
危险
为防止突然启动引起事故,请切断电源之后再进行日常维护。
维护部位 维护内容
维护周期
参照项目
每天 每周 每月 每 2 个月
XYZ装置
清洗·加油
清洗·加油
清洗·加油
清洗·加油
清洗
4-3-1
4-3-2
4-3-4
4-3-4
4-4-1
X轴直动装置
Y轴直动装置
Z轴直动装置
Z轴滚珠螺杆
X轴吸附器
滑梭装置
清洗·加油
清洗
4-3-3
4-4-2
滑梭直动装置
滑梭吸附器
传送带装置
清洗·磨损
清洗·加油
动作·加油
动作·清洗
4-4-4
4-3-5
4-3-5
4-3-5
输送带
输送宽度调整导轴
输送宽度调整丝杠
基板检测传感器
存储箱装置
清洗
清洗
存储箱
托盘座板
气动机器、接口
清洗
动作
漏气
检查
4-4-3
压缩空气过滤器
气缸
配管、接头
电源、通信电缆
*加油用的润滑油请使用贴片机附带的「润滑油(6459 润滑油)」。