CM402机器参数 - 第9页
CM402 维修手册 2.1 关于机 器参数 Page 2-9 11 ‘ 部品信息跟 踪 ’ ( 只限 有 NAVI 扫描的 机器 ) 在自动运行开始 时,将 部品信 息从供 料器读 出, 在部品用 完时加 以更新 , 每一枚基 板加工 完时都会把部品 信息传 送到 PT 上。 不按左记所述传 送。 12 ‘C lis t 跟踪 ’ ( 只限有 NAVI 扫描的机器 ) 搭载到机器上的 供料器的状态 如果发 生变化, 此时会从供料器 上…
CM402
维修手册
2.1 关于机器参数
Page 2-8
12
‘吸着学习值保持’ 更替机器种类而未更换供料器时,将保留此前
的吸着位置的学习值。
机器种类一经更替,将无条件地复位吸着学习
值。
13
‘高精度实装’ 实施热补正时,会自动对吸嘴旋转中心进行再
次示教,以实现高精度的实装。
不进行左记的旋转中心再示教。
14
‘後工序生産结束信号
输出’
向後工序机器发出生産结束信号。 向後工序机器不发出生産结束信号。
3.
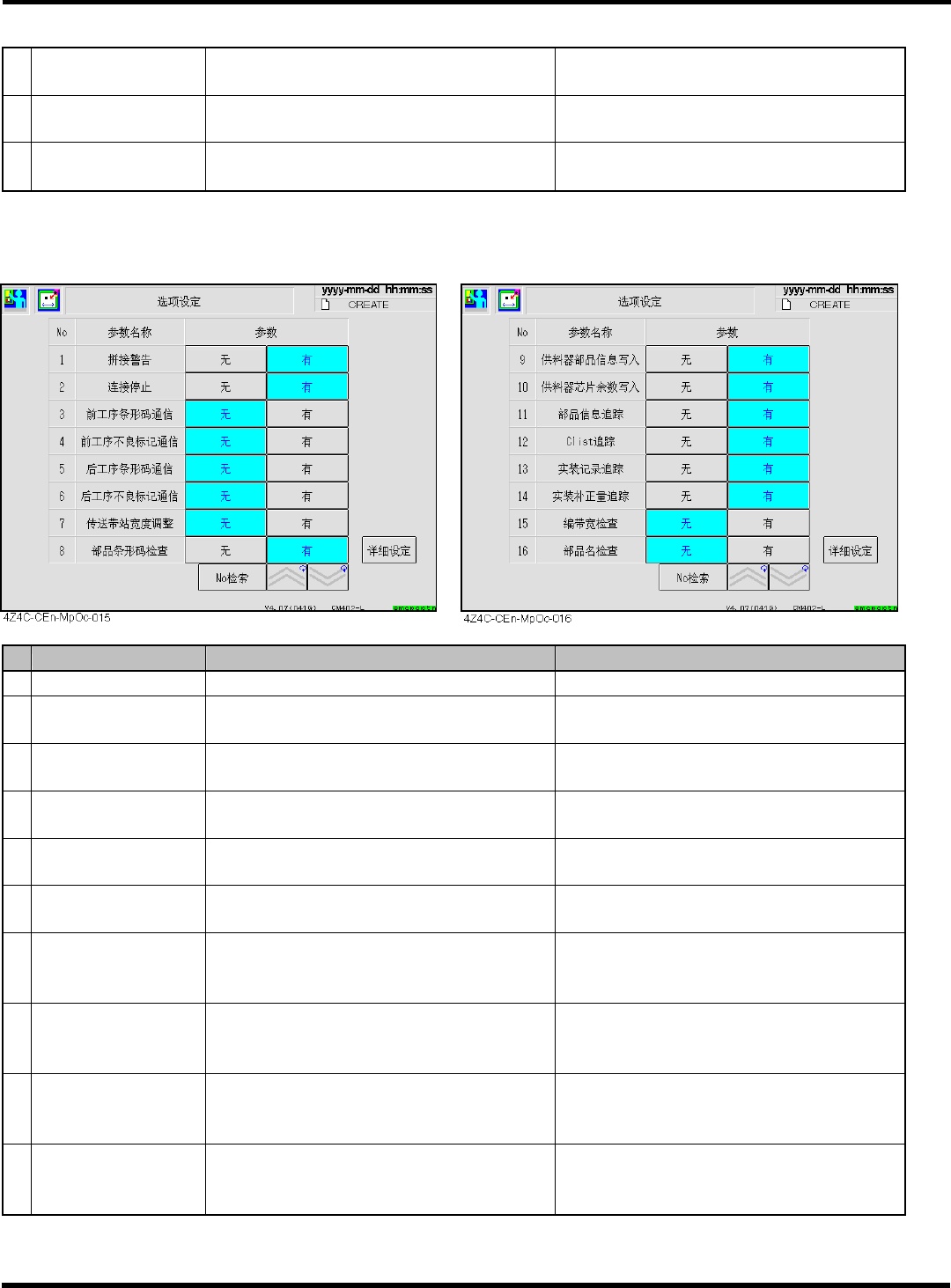
跟踪能力设定
No.
项目 设定为[有]时 (默认值) 设定为[无]时
1
‘拼接警告’ 预测部品用尽,通知拼接时间。 不通知拼接时间。
2
‘拼接停止’ 卷带长度在 2 m 以下时,会发生暂时停止。
只在有拼接警告时有效。
不进行左记所述的操作。
3
‘前工序条形码通信’
(只限有前站的机器)
与前工序的机器或站进行条形码通信。 不进行左记所述的通信。
4
‘前工序不良标记通信’
(只限有前站的机器)
与前工序的机器或站进行不良标记的通信。 不进行左记所述的通信。
5
‘后工序条形码通信’
(只限有后站的机器)
与后工序的机器或站进行条形码通信。 不进行左记所述的通信。
6
‘后工序不良标记通信’
(只限有后站的机器)
与后工序的机器或站进行不良标记的通信。 不进行左记所述的通信。
7
‘传送带站宽度调整’
(前或后站只限是传送
带或旁通路径的)
在机器上进行前后站的宽度调整。 不做宽度调整。
8
‘部品条形码检查’ (只
限有 NAVI 扫描的机
器)
用 NAVI 扫描对部品条形码进行检查。 不进行左记检查。
9
‘供料器部品信息写入’
(只限有 NAVI 扫描的
机器)
从 NAVI 扫描将部品信息写入到供料器上。
只在检查部品条形码时有效。
不进行左记的写入操作。
10
‘供料器芯片剩余数的
写入’ (只限有 NAVI 扫
描的机器)
从 NAVI 扫描将芯片剩余数写入供料器。
只在检查部品条形码时有效。
不进行左记的写入操作。
4Z4C-C-MMA02-A01-01
CM402
维修手册
2.1 关于机器参数
Page 2-9
11
‘部品信息跟踪’ (只限
有 NAVI 扫描的机器)
在自动运行开始时,将部品信息从供料器读
出,在部品用完时加以更新,每一枚基板加工
完时都会把部品信息传送到 PT 上。
不按左记所述传送。
12
‘Clist 跟踪’ (只限有
NAVI 扫描的机器)
搭载到机器上的供料器的状态如果发生变化,
此时会从供料器上读取部品信息,传送到 PT
上。
不按左记所述传送。
13
‘实装记录跟踪’ 自动运行过程中的吸着、实装顺序等详细记录
可以传送到 PT。
不按左记所述传送。
14
‘实装补正量跟踪’ 在实装记录的信息上,把吸着和实装的补正量
传送到附带的 PT 上。
不按左记所述传送。
15
‘编带宽度检查’ 设定的供料器的编带宽度不符合生产要求时,
将检测出该设定为错误设定。
不进行左记编带宽度检查工序。
16
‘部品名检查’ 设定的供料器的部品名不符合生产要求时,将
检测出该设定为错误设定。
不进行左记部品名的检查工序。
4Z4C-C-MMA02-A01-01
CM402
维修手册
2.1 关于机器参数
Page 2-10
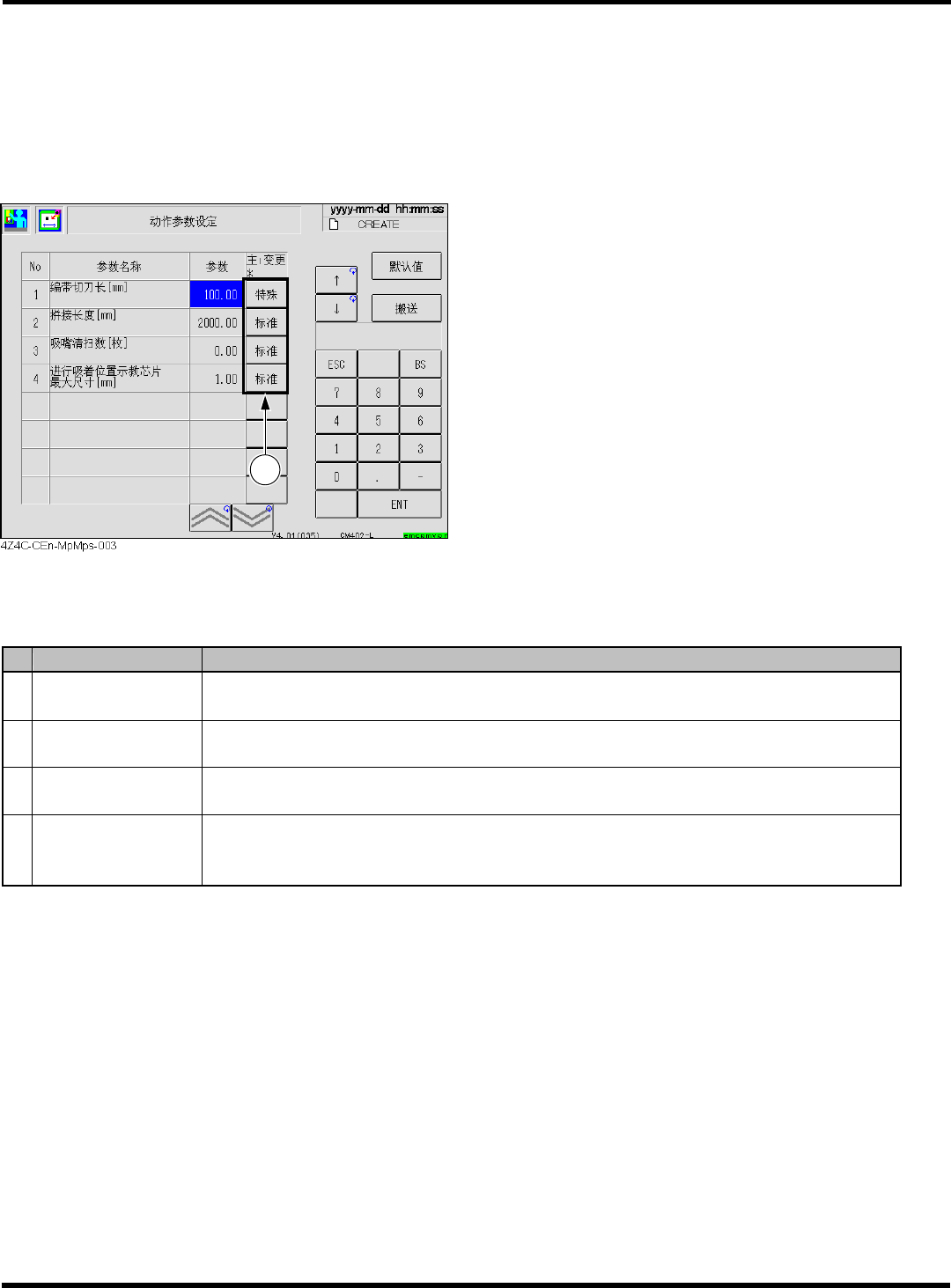
2.1.4
动作参数设定
动作参数设定动作参数设定
动作参数设定
该参数基本上不需要变更。即使为了确认动作而改变数值,当切断电源再重新开动机器后仍会恢复
原值。
动作确认后,要对该数值进行变更时,按主变更按钮,将标准改成特殊状态。
即使切断电源仍保持变更的数值。
•
请将光标移动到要变更的位置进行变更,输入
数据。
按[默认值]按钮,数据就会变成默认值。
∗
只有主变更项目处于标准位置时才有效。
[标准]
一旦将设定确认为标准值,即使数据已被改变,
但在重新开动后又会恢复到标准值。
按[默认值]按钮也会恢复到标准值。
[特殊]
数据变更后,一旦将设定改为特殊状态,即使重
新开动机器变更后的值也会被保存。
即使按[默认值],数据也不会回到标准值。
∗
每次按主变更按钮
,可以在标准
↔
特殊之间
转换。
No.
项目 内容
1
‘编带切断长度[mm]’ 由此值决定自动运转中的编带切割时限的每一个基座上,在最长的空编带达到该值时切断编
带。
2
‘拼接长度[mm]’ 当剩余编带长度达到自动运转中的编带拼接警告值时,把达到拼接长度的供料器设为警告状
态。
3
‘吸嘴清扫枚数[枚]’ 用该值清洁自动运行过程中的吸嘴。
每个工作台的生产枚数达到该值时,前后吸头的吸嘴会被用吹风强制清洁。
4
‘托盘吸着压边余量
[mm]’ (只限有托盘的
机器)
在托盘吸着时,会累加该压边余量,实施操作。
1
4Z4C-C-MMA02-A01-00