TR7DN_维修调整.pdf - 第82页
维修调整要领书 7-1 7. 滚珠螺杆的更换及调整 7- 1. 滚珠螺杆布置图 No. 货号 品名 备注 1 40117330 Z_BALL_SCREW ST_UNIT A DOOR_COVER_L 1 ※未图示的 R 侧也相同 向视 A
维修调整要领书
6-11
(
※R侧)
(※L侧)
6-9.
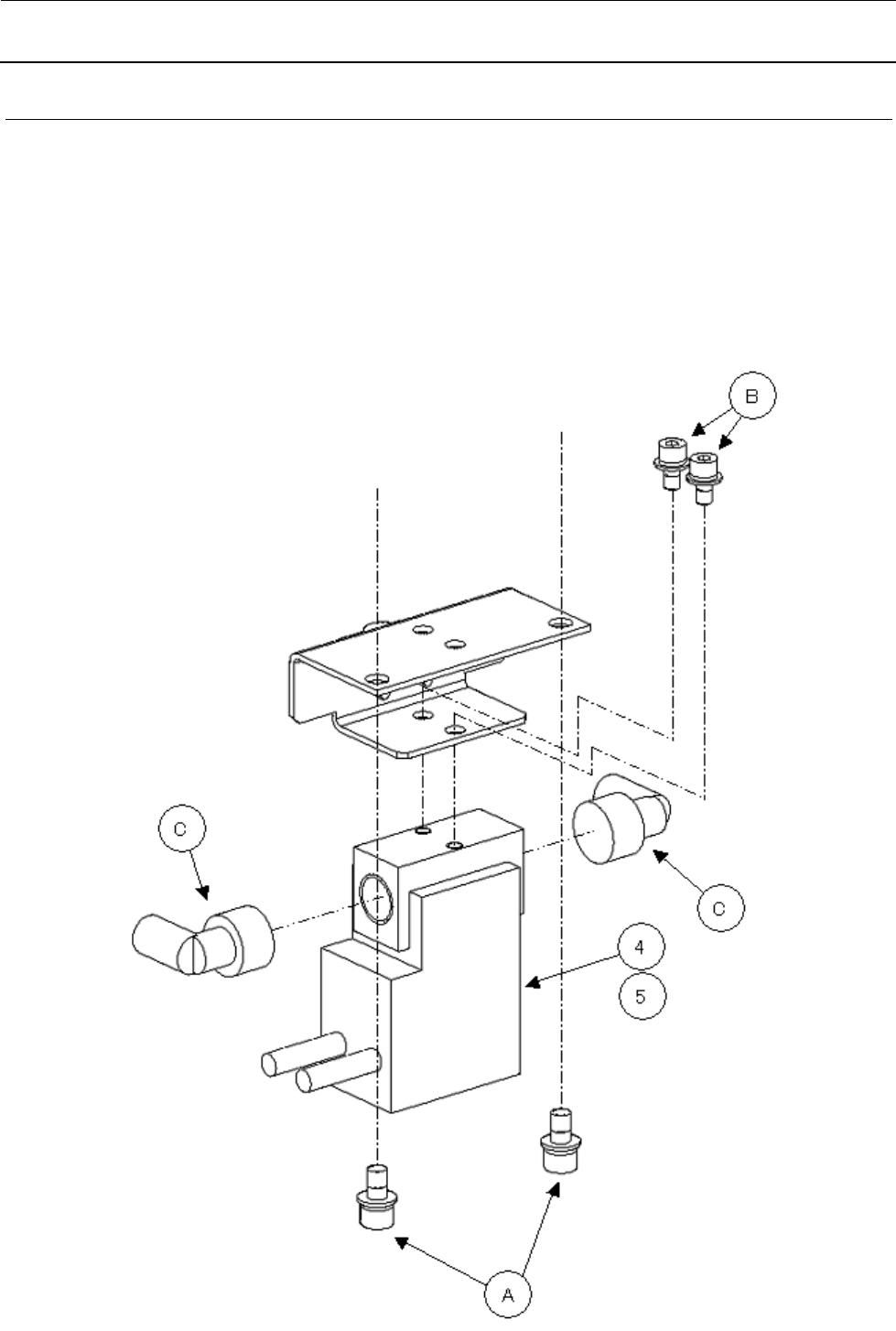
减速电路的更换
请选择调试模式的“3、4. Z JOG”,将 Z 轴移动到容易更换闸门减速电路 (④或⑤)的位置。
请拆下托架固定螺丝(A),将减速回路连同托架一起卸下。
请拆下减速回路固定螺丝(B)、弯管接头(C),更换减速回路。
④闸门减速电路(R 侧)(货号:40049706)
⑤闸门减速电路(L 侧)(货号:40045187)
维修调整要领书
7-1
7.
滚珠螺杆的更换及调整
7-1.
滚珠螺杆布置图
No.
货号
品名
备注
1 40117330 Z_BALL_SCREW
ST_UNIT
A
DOOR_COVER_L
1
※未图示的R侧也相同
向视A

维修调整要领书
7-2
7-2.
Z 滚珠螺杆的更换及调整
【更换作业】
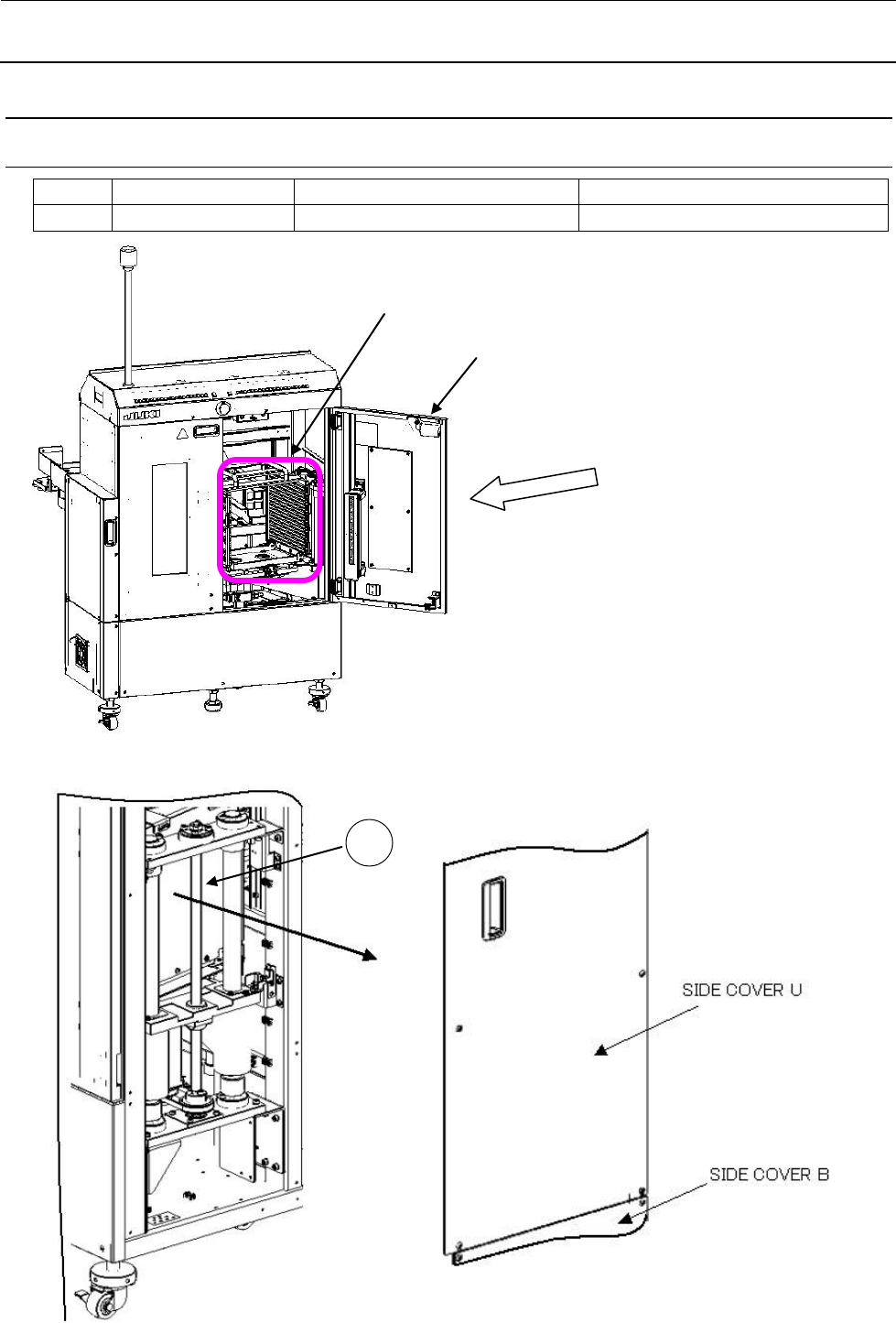
① 打开 DOOR_COVER,卸下 ST_UNIT。
② 卸下 SIDE_COVER_U 及 SIDE_COVER_B。
③ 使滚珠螺杆成为降到最下部的状态。
④ 为了解除皮带的张力,松开 Z_MOTOR_ASSY 的固定螺丝、螺母,从安装在滚珠螺杆一侧的皮带轮上
卸下皮带。(注 1)
⑤ 松开把滚珠螺杆螺母固定在叠盘箱底座上的螺丝 SM6052002TN 并取下。
⑥ 松开 LOCK_NUT_RN12 后卸下,拆下上侧的 COLLAR。
⑦ 松开 SL6053592TN 后卸下,从滚珠螺杆上取下 END_PLATE、COLLAR_ROUND_60、BEARING、下侧的
COLLAR。
⑧ 一面抬起叠盘箱底座一面卸下滚珠螺杆。
⑨ 松开固定在滚珠螺杆上的裂缝轴环的螺丝 SM6061802TN,卸下裂缝轴环和皮带轮。
⑩ 准备好新的滚珠螺杆,一面抬起叠盘箱底座一面插入滚珠螺杆,嵌入固定有裂缝轴环和皮带轮的
部件和 Z 皮带,将滚珠螺杆插入 Z_BEARING_PLATE 组件。
⑪ 把下侧的 COLLAR、COLLAR_ROUND_60、BEARING、END_PLATE、上侧的 COLLAR 嵌入滚珠螺杆,用
LOCK_NUT_RN12 固定。
⑫ 将滚珠螺杆螺母的固定螺丝 SM6052002TN、COLLAR_ROUND_60 的固定螺丝 SL6053592TN 进行临时定
位,转移到调整作业。
【调整作业】
⑬ 较用力地临时旋紧滚珠螺杆螺母的固定螺丝 SM6052002TN ,一面抬起叠盘箱底座,一面把
COLLAR_ROUND_60 的固定螺丝 SL6053592TN 较用力地临时旋紧。
⑭ 将叠盘箱底座上下移动数次,确认没有局部阻滞后,依次正式旋紧 COLLAR_ROUND_60 的固定螺丝
SL6053592TN、滚珠螺杆螺母的固定螺丝 SM6052002TN,并再次确认没有局部阻滞。
有局部阻滞时,要松开螺丝从新调整。
⑮ 将 Z 皮带嵌入皮带轮,在与
Z_MOTOR_ASSY 之皮带轮高度相同的位置上正式旋紧裂缝轴环的螺丝
SM6061802TN。
⑯ 调整 Z 皮带的张力。(注 2)
【动作检验】
动作前在滚珠螺杆上涂敷壳牌爱万利润滑脂。
⑰ 利用调试模式的 Z-JOG 动作将 Z 轴上下移动几次,使润滑脂遍及整体。
⑱ 利用调试模式的托盘拉出动作,建立一个托盘装在 1 号(21 号)和 20 号(40 号)上的程序,以
高速动作进行 30 分钟以上的跑合运转。
⑲ 用回丝干净地擦掉飞散的润滑脂及积聚在滚珠螺杆两端的润滑脂。
注 1)关于 Z_MOTOR_ASSY,请参照 4-3.Z 电动机的更换。
注 2)关于 Z 皮带的张力,请参照 5-3.Z 皮带的更换及调整。
注 3)未图示的 R 侧也是相同的操作。