N7201A003C.pdf - 第253页
CM602-L 维修手册 2.1 关于机器参数 Pa ge 2-13 关于高部品邻接实装 如电解铝电容器等, 在有 厚度部品的 附近实装部品 时, 在某些条件下稀 少会发生干 涉, 因此设有了 干涉回避的设定。 [ 功能概要 ] 1. XY 轴和 Z 轴的动作将变 化。下图显示有 设定时及无 设定时的吸嘴轨迹。 2. 可以对每工作台个别 设定。 ∗ 执行此设定后,有些生 产数据的生产 率有可能下降 0 % ∼ 5 % 左右。 [‘ …
CM602-L
维修手册
2.1
关于机器参数
Page 2-12
(7/7)
No.
参数名
设定为
[
有
]
时
设定为
[
无
]
时
(
默认值
)
65
‘检测出吸嘴过滤器脏污时
禁止生产’
通过自我诊断检测出吸嘴过滤器脏污时,不
会继续生产,而返回到主菜单。
通过确认画面,可以继续生产。
66
‘手动部品用完设定’
(特殊吸嘴专用)
由于认识错误而停止时,可以将该供料器设
定为部品用完。
(限于8吸嘴/12吸嘴)
不进行如左动作。
67
‘动作参数变更时确认’ 变更动作参数的设定时,显示确认信息。 不进行如左动作。
68
‘不良吸头设定变更时确
认’
变更不良吸头的设定时,显示确认信息。另
外,将设定变更作为事件传送到PT。
不进行如左动作。
69
‘XY轴动作速度控制’ 检查XY轴的负荷率,以在发生过负荷之前减
低实装速度以防错误发生于未然。
不进行如左处理。
70
‘托盘部品任意角度吸着’ 可以在配置表输入任意角度的式样及角度。无法进行如左输入。
71
‘机种切换时清除吸着信
息’
于机种切换 (生产数据变更) 时,使吸着信
息复位。
不进行如左处理。
72
‘自动运转开始时切断编
带’
开始自动运转时,在已有设置供料器的工作
台进行切断编带的动作。
不进行如左动作。
73
‘最优化数据错误时暂定生
产’
根据最优化数据检查结果为错误的生产数
据,也可以暂时作为“无最优化”来执行生产。
根据最优化数据检查结果为错误的生产数
据,无法执行生产。
74
‘台车下降时供料器第2原
点清零’
若在供料器整体交换画面上按[供料器基座
下降],则清除下降时置在台车上的所有供料
器的第2原点。
不进行如左处理。
75
‘高部品邻接实装A工作台’ 在A工作台上,将部品实装到有厚度部品的
附近时,在某些条件下稀少会发生干涉,因
此进行回避干涉的动作。
(
关于高部品邻接实装)
不进行如左动作。
76
‘高部品邻接实装B工作台’
(限于有2个工作台的机器)
在B工作台上,将部品实装到有厚度部品的
附近时,在某些条件下稀少会发生干涉,因
此进行回避干涉的动作。
(
关于高部品邻接实装)
不进行如左动作。
77
‘元件吸着后基板识别’
(仅限于1吸头机器)
在搬入基板时识别基板前,进行元件的吸着
及识别,以提高生产率。
不进行如左动作。
EJM8A-C-MMC02-A01-03
CM602-L
维修手册
2.1
关于机器参数
Page 2-13
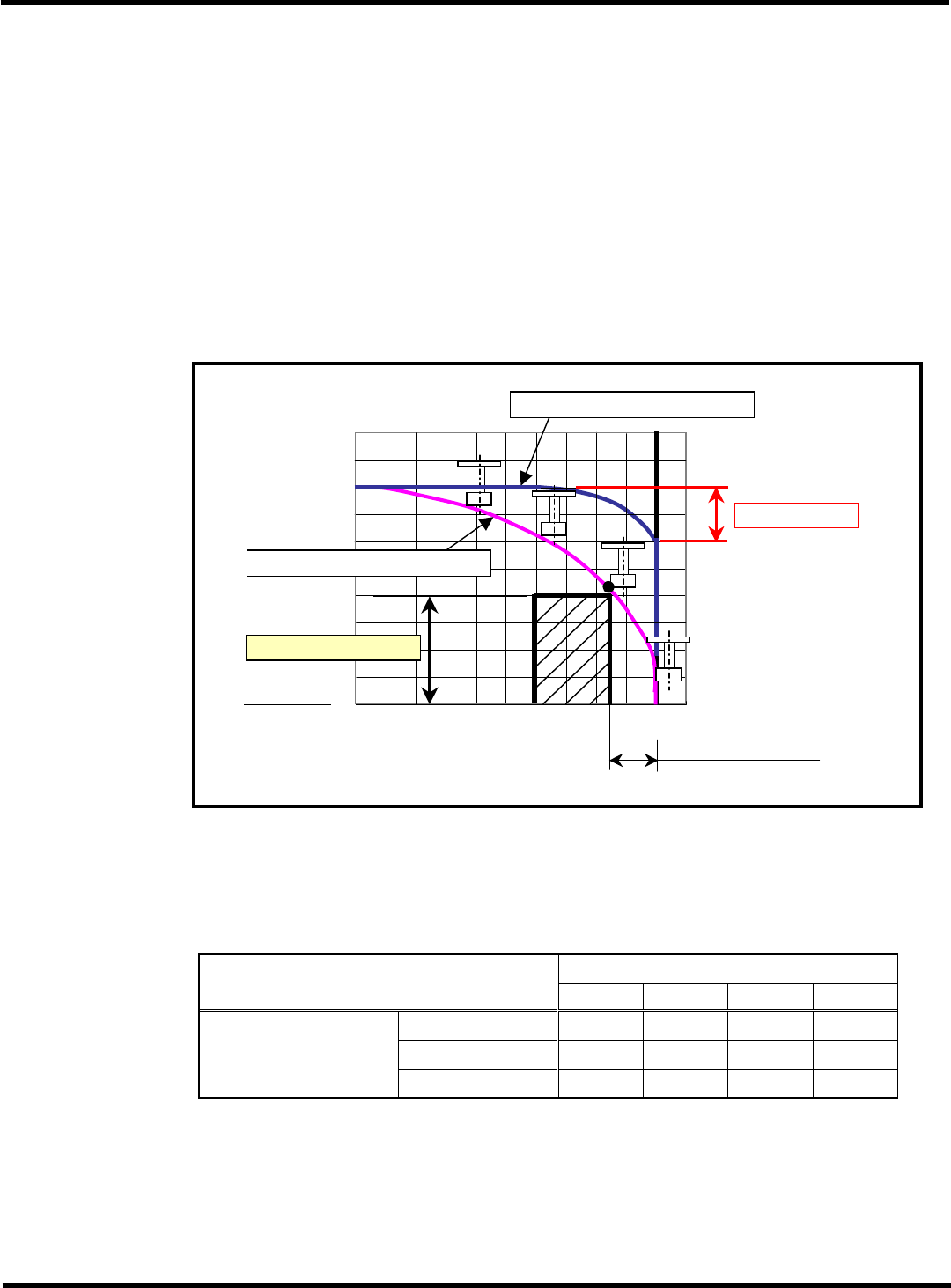
关于高部品邻接实装
如电解铝电容器等,在有厚度部品的附近实装部品时,在某些条件下稀少会发生干涉,因此设有了
干涉回避的设定。
[
功能概要
]
1. XY
轴和
Z
轴的动作将变化。下图显示有设定时及无设定时的吸嘴轨迹。
2.
可以对每工作台个别设定。
∗
执行此设定后,有些生产数据的生产率有可能下降
0 %
∼
5 %
左右。
[‘
高部品邻接实装
’
有或无时的吸嘴轨迹
]
(CM602-L: 8
吸嘴吸头时
)
[
设定的基准
]
已经将如下高度以上的部品实装完成后,并且要在该部品附近实装部品时,有可能发生干涉。
但由于
XY
轴移动方向的关系,不一定发生干涉。
邻接距离和实装后部品高度的相关表
邻接距离
(mm)
机器
(
实装速度
100 %)
0.1 0.5 1.0 2.0
8
吸嘴吸头
1.0 1.5 2.0 3.0
3
吸嘴吸头
1.5 2.0 3.0 4.0
实装后部品高度
(mm)
12
吸嘴吸头
1.0 2.0 3.0 4.0
∗
以上是实装速度为
100 %
时的条件。实装速度比
100 %
慢时,会比较安全。
∗
关于
3
吸嘴吸头,考虑到作为最坏条件的最大基板厚度时的条件。
EJM8A-C-MMC02-A01-02
V 基板上面
变位 (X, Y) (mm)
0
1
2
3
4
5
6
7
8
9
0
1
2
3
4
5
6
7
8
9
10
变位 (Z) (mm)
10
‘高部品邻接实装’ 有时 (改善)
下降量 2 mm
邻接距离 (mm)
‘高部品邻接实装’ 无时 (现状)
实装后部品高度
CM602-L
维修手册
2.1
关于机器参数
Page 2-14
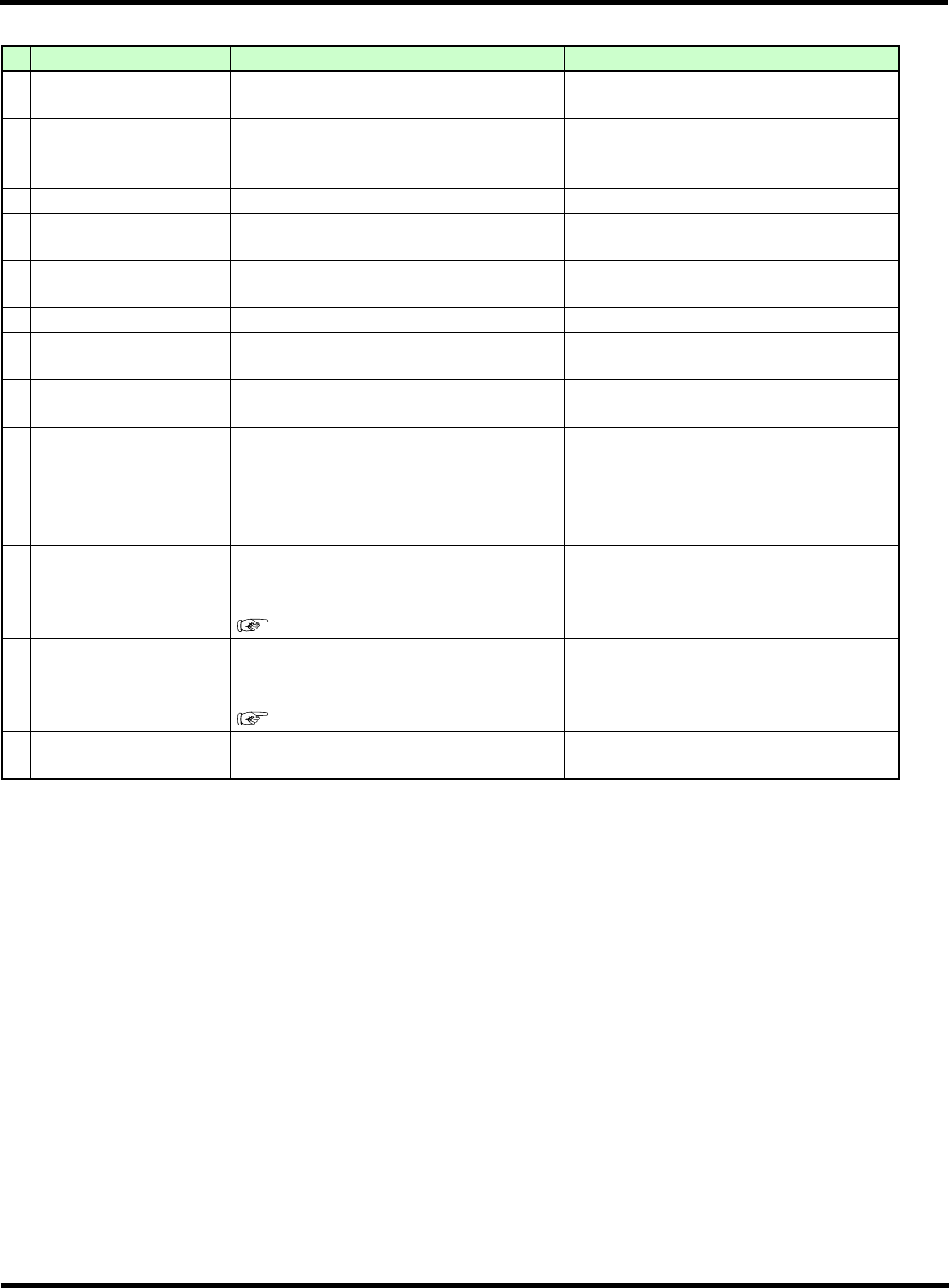
2. [
功能中止设定
]
参数名一览
∗
在此说明中根据规格的不同而显示出来的参数名称包括在内,列出所有参数名称。
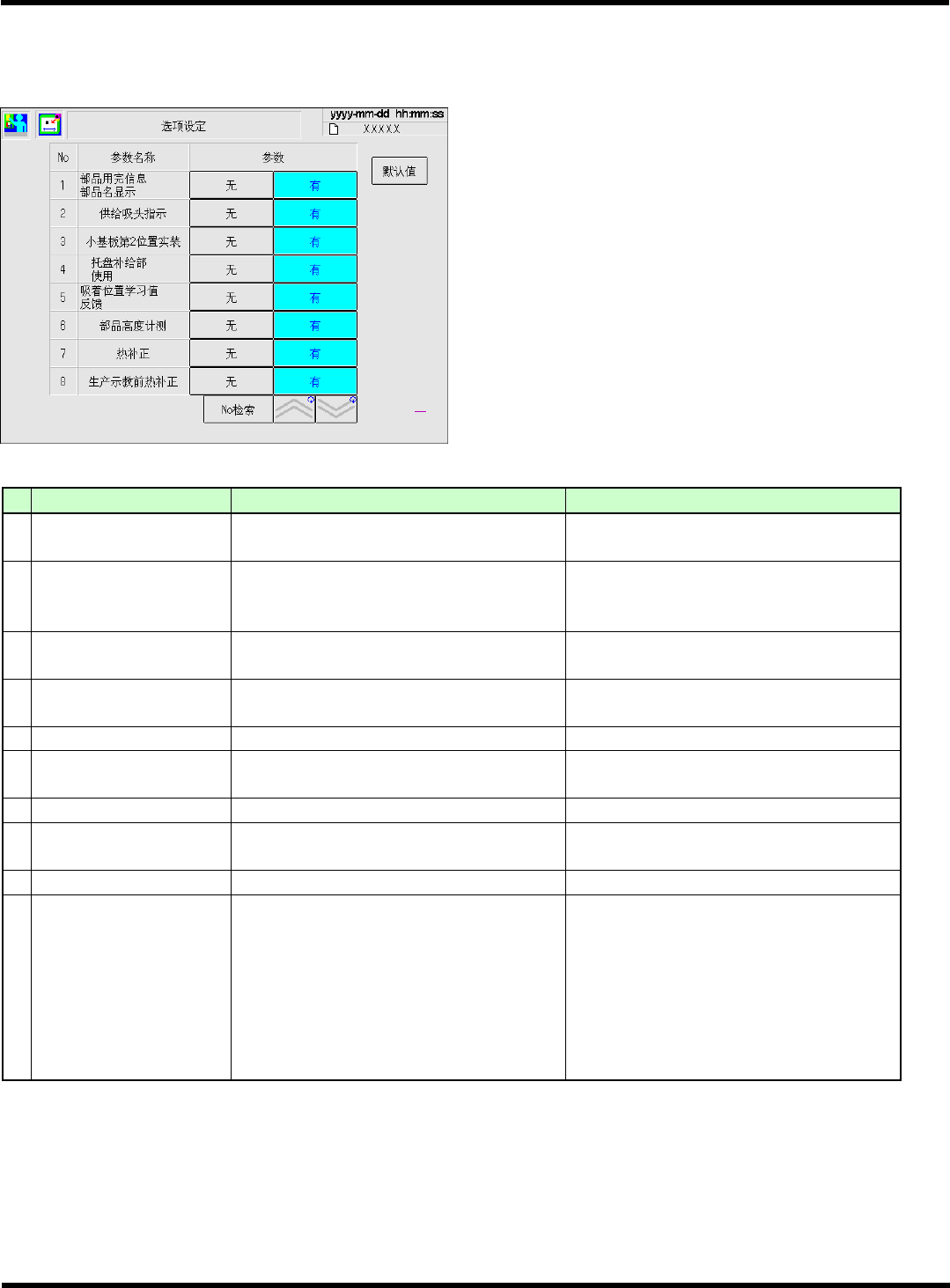
(
参考画面
)
(1/2)
No.
参数名
设定为
[
有
]
时
(
默认值
)
设定为
[
无
]
时
1
‘
部品用完信息
部品名显示
’
在自动运行过程中的部品用完信息上显示
供料器地址和部品名。
自动运行过程中的部品用完信息上仅显示
供料器地址。
2
‘
供给吸头指示
’
发生部品用完后,如果未继续供给,则将无
法再次运行的工作台在画面的
TBL
显示背
景上以黄色加以告知。
不显示如左的状态。
3
‘
小基板第
2
位置实装
’
(
仅限于
CM402-L)
生产小基板时,在第
2
实装位置上也进行实
装。
无论多大尺寸的基板,只在第
1
实装位置上
实装。
4
‘
托盘补给部使用
’
(
仅限于有托盘的机器
)
使用托盘补给部进行芯片的补给。
不使用托盘补给部。要补给时,拿出托盘箱
进行补给。
5
‘
吸着位置学习值反馈
’
根据芯片识别结果补正吸着位置。
不进行吸着位置学习。
6
‘
部品高度计测
’
计测自动运转时的自动吸着高度。使用计测
压边余量。
不进行如左所述的计测。
吸着时,使用吸着压边余量。
7
‘
热补正
’
进行热补正。
不进行热补正。
8
‘
生产示教前热补正
’
当进行生产数据示教时,进行热补正标记识
别。
不进行如左所述的计测。
9
‘
用传感器检测错误
’
进行通过真空传感器的检测错误。
不进行通过真空传感器的错误检测。
10
‘
吹气异常检出
’
通过真空传感器检查在贴装部品时的贴装
吹气
(
真空破坏
)
状态,而早期检测出贴装
吹气的异常,防止实装错误
(
部品拿回、缺
欠等
)
。
如果将
‘
用传感器检测错误
’
和
‘
吹气异常检
出
’
设为有,则贴装吹气检查功能会起作用。
当将
‘
用传感器检测错误
’
设为无时,不能变
更设定。
不进行如左所述的动作。
下一页
EJM8A-C-MMC02-A01-02
EJM8A-Mp-0054