N7201A003C.pdf - 第261页
CM602-L 维修手册 2.1 关于机器参数 Pa ge 2-21 (2/3) No. 参数名 内容 8 ‘ 倒装芯片低速上升 时 间 [mm]’ 贴装倒装芯片后,按照 本参数 + 贴装压入量将以低速上升,然 后以平常的贴 装速度上升。 此参数为 0 mm 时,按照贴装压紧量将以低速上升 。 ( 仅限于有多功能吸头 ) 9 ‘ 报警器停止时间 [s] (0: 连续 )’ 经过在此所设定的时间 ,将会自动停 止报警器。 设定为 ‘0’ …
CM602-L
维修手册
2.1
关于机器参数
Page 2-20
2.1.4
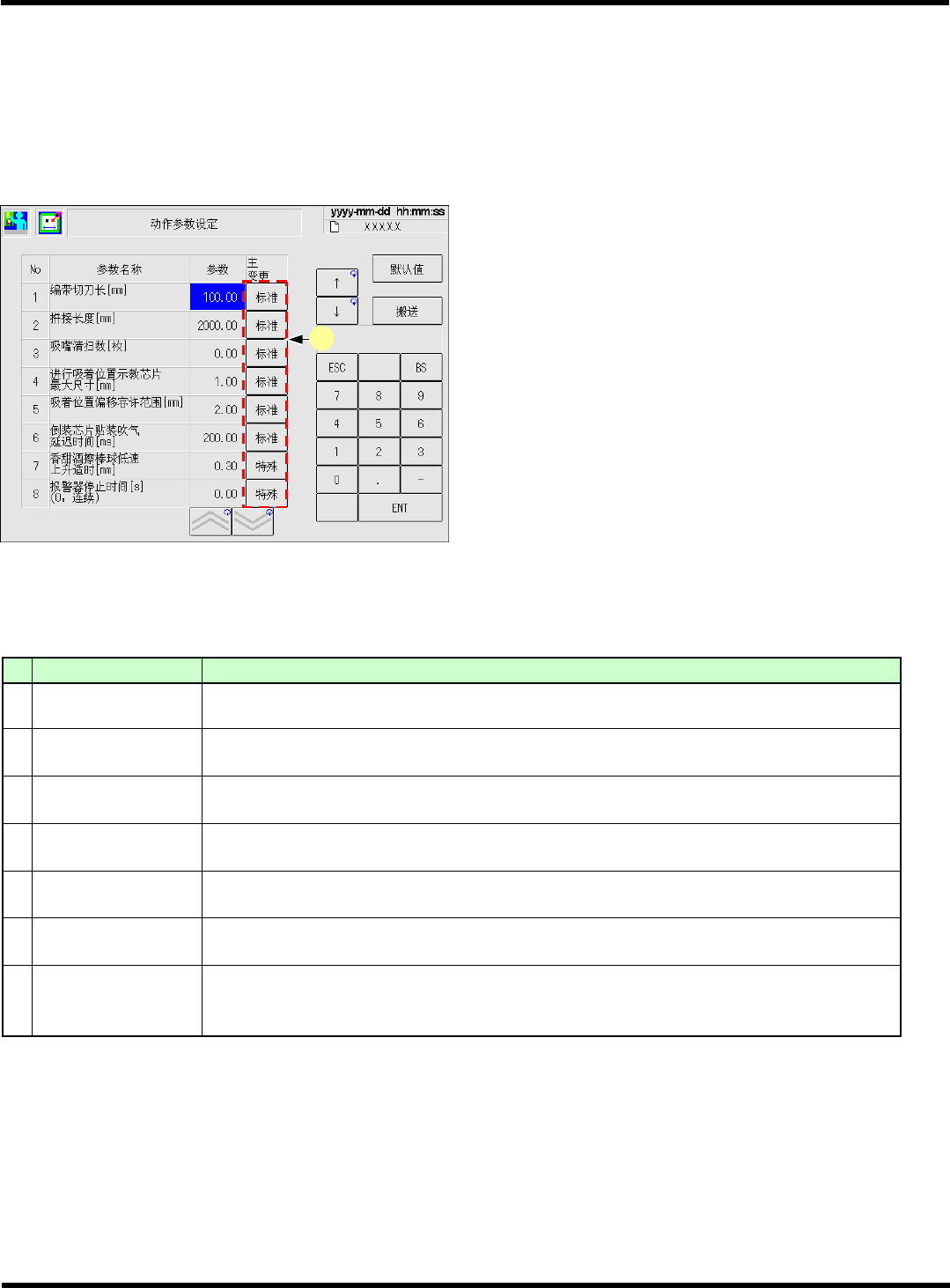
动作参数设定
该参数基本上不需要变更。
即使为了确认动作而改变值,使电源置于
OFF (O)
后,重新启动本机后仍会恢复按下
[
默认值
]
时
的值。
若要保持已变更的数值,请按主变更按钮,将
[
标准
]
改成
[
特殊
]
。
使电源置于
OFF (O)
后,将保持变更的值。
∗
请将光标移动到要变更的位置,输入数据。
•
按
[
默认值
]
,
‘
主变更
’
处于
[
标准
]
的参数会恢复到
默认值。
a. ‘
主变更
’
每次按下按钮,可以在
[
标准
]
和
[
特殊
]
之间转换。
[
标准
]
一旦设定为标准,即使变更数据,但在重新启动
本机后又恢复到标准值。
按
[
默认值
]
按钮也会恢复到标准值。
[
特殊
]
数据变更后,一旦将设定改为特殊,即使重新启
动本机也仍保持变更的值。
即使按
[
默认值
]
,数据也不会回到标准值。
(1/3)
No.
参数名
内容
1
‘
托盘吸着调节量
[mm]’
托盘吸着时,加算此调整量,并动作。
2
‘
编带切刀长
[mm]’
根据该值,就判断是否已达到在自动运转中切割编带的时限。当最长的空编带达到该值时切
断编带。根据部品进给间距和供料器进给的次数计算出来。
3
‘
拼接长度
[mm]’
当剩余编带长度达到自动运转中的编带拼接警告值时,使已达到拼接长度的供料器处于警告
状态。
4
‘
吸嘴清扫数
[
枚
]’
按照该值清洁自动运行过程中的吸嘴。
每个基台的生产枚数达到该值时,通过强制吹风,清洁前后吸头的吸嘴。
5
‘
进行吸着位置示教芯
片最大尺寸
[mm]’
对部品的尺寸为该数值以下的芯片进行吸着位置自动示教。
但是,在选项设定上该功能设为
‘
无
’
时,与该数值无关,不进行自动示教。
6
‘
吸着位置偏移容许范
围
[mm]’
芯片识别的结果,吸着位置大于该设定值时,就会判断为识别错误。
7
‘
倒装芯片贴装吹气延
迟时间
[ms]’
按照在此所设定的时间,当贴装倒装芯片时,使贴装吹气置于
OFF
的时间推迟。以吸嘴程
序库的设定值为基准。
(
仅限于有多功能吸头
)
下一页
EJM8A-C-MMC02-A01-02
EJM4A-Mp-0013
a
CM602-L
维修手册
2.1
关于机器参数
Page 2-21
(2/3)
No.
参数名
内容
8
‘
倒装芯片低速上升时
间
[mm]’
贴装倒装芯片后,按照本参数
+
贴装压入量将以低速上升,然后以平常的贴装速度上升。
此参数为
0 mm
时,按照贴装压紧量将以低速上升。
(
仅限于有多功能吸头
)
9
‘
报警器停止时间
[s]
(0:
连续
)’
经过在此所设定的时间,将会自动停止报警器。
设定为
‘0’
时,与通常一样不停止。
10
‘
主供料器超时时间
[s]’
是等待主供料器吸着准备完成的时间。
11
‘
操作方式自动退出时
间
[min]’
在此所设定的时间内不进行操作时,将会自动变更为操作模式。在自动运转状态和机器参数
示教中不会变更为操作模式。
12
‘
提高生产率高精度安
全富裕
Z [mm]’
按照在此所设定的时间,使实装后的
XY
启动的时间推迟。
由于为了提高生产性,实装后的
XY
启动时间较快,因此根据基板厚度、部品厚度的不均匀,
有时会引起实装精度的降低。发生这种情况发生时,请在该项目输入数值进行调整。
13
‘
供料器维护次数
(8 mm)’
∗
1
对
8 mm
供料器设定发出维护警告的次数。
实际发出警告的条件为
维护次数
≥
供料器维护次数
×
供料器维护警告率。
14
‘
供料器维护次数
(12, 16 mm)’
∗
1
对
12 mm
、
16 mm
供料器设定发出维护警告的次数。
15
‘
供料器维护次数
(24, 32 mm)’
∗
1
对
24 mm
、
32 mm
供料器设定发出维护警告的次数。
16
‘
供料器维护次数
(44, 56 mm)’
∗
1
对
44 mm
、
56 mm
供料器设定发出维护警告的次数。
17
‘
供料器维护次数
(72 mm)’
∗
1
对
72 mm
供料器设定发出维护警告的次数。
18
‘
供料器维护次数
(88, 104, 120 mm)’
∗
1
对
88 mm
、
104 mm
、
120 mm
供料器设定发出维护警告的次数。
19
‘
供料器维护警告率
’
∗
1
设定发出供料器维护警告条件的警告率。
20
‘
供料器预先进给最小
进给量
[mm]’
(
仅限于对应高速化
Ver.3
,并且带有多功
能吸头的机器
)
设定部品吸着后预进的对象供料器的编带进给量。编带进给量的设定为该值以上时,该供料
器将会进行预进动作。
(
仅限于多功能吸头
)
在选项设定中,
“
多功能吸头供料器预先进给
”
被设定为
“
无
”
时,该值无关。
21
‘
基板识别照相机灯
1
偏移量
’
新机种
(CM212,CM602,CM40X
系列等
)
连接到旧机种
(CM201/CM202/CM301
等
)
时,
由于基板照相机的光源的不同,照明值的亮度也各不相同,即使进行示教也在机器与机器之
间的亮度不能相符,从而用手动进行识别时可能发生识别错误。为了补正机器之间的差距,
设定补正值
(
灯
1)
。
∗
1:
仅在将供料器维护警告的选项功能设为有效时显示。
EJM8A-C-MMC02-A01-02
CM602-L
维修手册
2.1
关于机器参数
Page 2-22
(3/3)
No.
参数名
内容
22
‘
基板识别照相机灯
2
偏移量
’
为了达到与上述相同的目的,设定基板识别照相机的灯
2
的补正值。
23
‘
基板识别照相机灯
阈值偏移量
’
为了达到与上述相同的目的,设定基板识别照相机的阈值的补正值。
24
‘排出后吸嘴认识最大
芯片尺寸[mm]’
排出芯片后,设定用于吸嘴认识的最大芯片尺寸。
25
‘吸着位置示教重试阈
值[%]’
吸着位置自动示教时,如果认识结果超过芯片尺寸的吸着位置示教重试阈值
[%]
,就判定
为范围外错误并重试进行吸着位置自动示教。
将吸着位置示教重试阈值
[%]
设定为
0
时,如果认识结果超过
±
1 mm
,就判定为范围外错
误并不进行重试。
26
‘
吸着位置示教重试次
数
[
回
]’
吸着位置自动示教无法识别吸着位置时,将进行一次编带进给操作之后,再重试进行吸着位
置自动示教。在此所设定的次数进行重试。
27
‘
推迟切断编带的长度
[mm]’
在使用多功能吸头供料器预先进给功能时,推迟切断编带的时机。在此设定其极限长度。当
达到动作参数设定
‘
编带切刀长
[mm]’
+
推迟切断编带的长度
[mm]
的值时,无条件地进行
切断。
28
‘
基板弯曲示教警告值
[mm]’
设定对基板弯曲计测示教的计测测试结果判定为错误的阈值。计测结果若超过基板弯曲示教
警告判定值,则显示出错误信息。
(
仅限于有基板弯曲传感器的情况
)
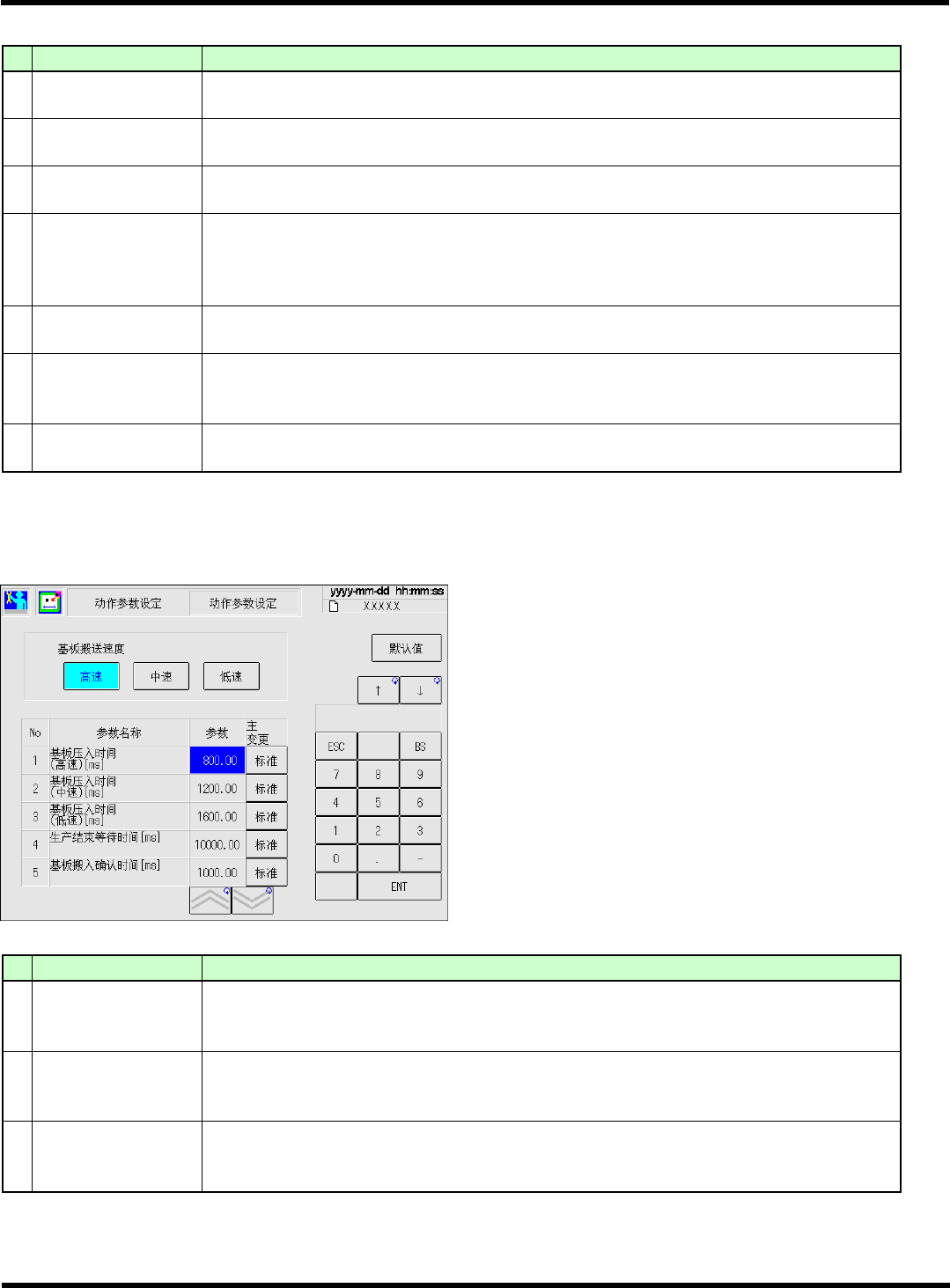
在动作参数设定画面上按
[
搬送
]
,将显示的项目
(
参考画面
)
(1/2)
No.
参数名
内容
1
‘
基板压入时间
(
高速
) [ms]’
是在确定基板位置前,以高速运转传送带的时间
搬入基板,检测到减速传感器时将降低传送带的速度。
然后,当到达所设定的时间时,停止传送带的运转。
2
‘
基板压入时间
(
中速
) [ms]’
在确定基板位置前,以中速运转传送带的时间
搬入基板,检测到减速传感器时将降低传送带的速度。
然后,当到达所设定的时间时,停止传送带的运转。
3
‘
基板压入时间
(
低速
) [ms]’
在确定基板位置前,以低速运转传送带的时间
搬入基板,检测到减速传感器时将降低传送带的速度。
然后,当到达所设定的时间时,停止传送带的运转。
下一页
EJM8A-C-MMC02-A01-03
EJM4A-Mp-0003