YSP_Users_K - 第127页
4-24 4 5 . 1 스 퀴지 데이 터의 상세설 정 [ 인쇄 ] - 「스 퀴지 」 탭 화면 의 [ 상 세설 정 ] 버튼을 누 르면 솔더 「 충전 보정 」 이 나 기 판 이 마스 크에 서 떨 어지 는 「 분리」속 도를 상 세설 정 하 기 위 한 [ 스퀴지 ] 대화창 이 표시 됩니 다 . 여기 에서는 그래 픽 위치 맞춤할 좌표 도 설 정 할 수 있 습니다 . 「 충전 보정 ( 건식 ) 」 「 …
4-23
4
P. 전진 위치맞춤 옵셋 X(mm)
장비의전면에서안쪽으로인쇄할때랜드패턴에대해X 방향의위치어긋남이발생할경우이옵셋치를입력합니다 .
플러스방향으로어긋날때는플러스치 ,마이너스방향으로어긋날때는마이너스치를입력해주십시오 .
Q. 전진 위치맞춤 옵셋 Y
장비의전면에서안쪽으로인쇄할때랜드패턴에대해Y 방향의어긋남이발생할경우이옵셋치를입력합니다 .플러스방
향으로어긋날때는플러스치 ,마이너스방향으로어긋날때는마이너스치를입력해주십시오 .
R. 전진 위치맞춤 옵셋 Z
장비의전면에서안쪽으로인쇄할때Z 방향의보정을할경우이옵셋치를입력합니다 .보통이옵셋 Z 는“0.000”으로
합니다 .
S. 전진 위치맞춤 옵셋 R(도 )
장비의전면에서안쪽으로인쇄할때랜드패턴에대해R 방향의어긋남이발생할경우이옵셋치를입력합니다 .시계반대
방향으로어긋날때는플러스치 ,시계방향으로어긋날때는마이너스치를입력하십시오 .
T. 후진 위치맞춤 옵셋 X
장비의안쪽에서전면으로인쇄할때랜드패턴에대해X 방향의위치어긋남이발생할경우이옵셋치를입력합니다 .플러
스방향으로어긋날때는플러스치 ,마이너스방향으로어긋날때는마이너스치를입력하십시오 .「왕복위치맞춤옵셋」
을「왕복동일지정」으로설정하면이옵셋은무효입니다 .
U. 후진 위치맞춤 옵셋 Y
장비의안쪽에서전면으로인쇄할때랜드패턴에대해Y 방향의위치어긋남이발생할경우이옵셋치를입력합니다 .플러
스방향으로어긋날때는플러스치 ,마이너스방향으로어긋날때는마이너스치를입력해주십시오 .
「왕복위치맞춤옵셋」을「왕복동일지정」으로설정하면이옵셋은무효입니다 .
V. 후진 위치맞춤 옵셋 Z
장비의안쪽에서전면으로인쇄할때Z 방향의보정을할경우이옵셋치를입력합니다 .보통이옵셋 Z 는“0.000”으로
합니다 .「왕복위치맞춤옵셋」을「왕복동일지점」으로지정하면이옵셋은무효입니다 .
W. 후진 위치맞춤 옵셋 R
장비의안쪽에서전면으로인쇄할때랜드패턴에대해R 방향의위치어긋남이발생할경우이옵셋치를입력합니다 .시계
반대방향으로틀어질때는플러스치 ,시계방향으로틀어질때는마이너스치를입력해주십시오 .「왕복위치맞춤옵셋」을
「왕복동일지정」으로지정하면이옵셋은무효입니다 .
X. 퇴피위치 지정
스퀴지헤드의대피위치를지정합니다 .보통「표준위치지정」으로합니다 .생산기판에따라스퀴지헤드의대기위치를
변경할때는「기판별지정」으로하고「대피위치SY,SZ」를지정합니다 .
Y,Z. 퇴피위치 SY, SZ
스퀴지헤드의대피위치를「기판마다지정」으로할경우그위치 (SY) 와높이 (SZ) 를지정합니다 .
f. 탈착위치 지정
스퀴지헤드의탈착위치를지정합니다 .일반적으로「표준위치지정」으로합니다 .생산기판에따라스퀴지헤드의탈착위
치를변경할때에는「기판별지정」으로해서 ,「탈착위치 SY,SZ」를지정합니다 .
g,h. 탈착위치 SY, SZ
스퀴지헤드의탈착위치를「기판별지정」으로했을경우 ,그위치 (SY) 와높이 (SZ) 를지정합니다 .
참고
위치맞춤 옵셋량의 해석 방법에 대해서는 본 장「9. 테스트 인쇄를 한다」를 참조해 주십시오 .
4-24
4
5.1 스퀴지 데이터의 상세설정
[ 인쇄 ] - 「스퀴지」탭 화면의 [ 상세설정 ] 버튼을 누르면 솔더 「충전보정」이나 기판이 마스크에서 떨어지는
「분리」속도를 상세설정하기 위한 [ 스퀴지 ] 대화창이 표시됩니다 . 여기에서는 그래픽 위치맞춤할 좌표도 설
정할 수 있습니다 .「충전보정(건식)」「충전보정(습식)」「충전보정(수동)」 및「판분리」「그래픽 위치맞춤
좌표」탭에서 내용을 선택할 수 있습니다 .
● 충전보정
클리닝한직후에생산하는기판에대해솔더충전량을보정하기위해스퀴지속도나인쇄압력을조정할경우에설정합니
다.
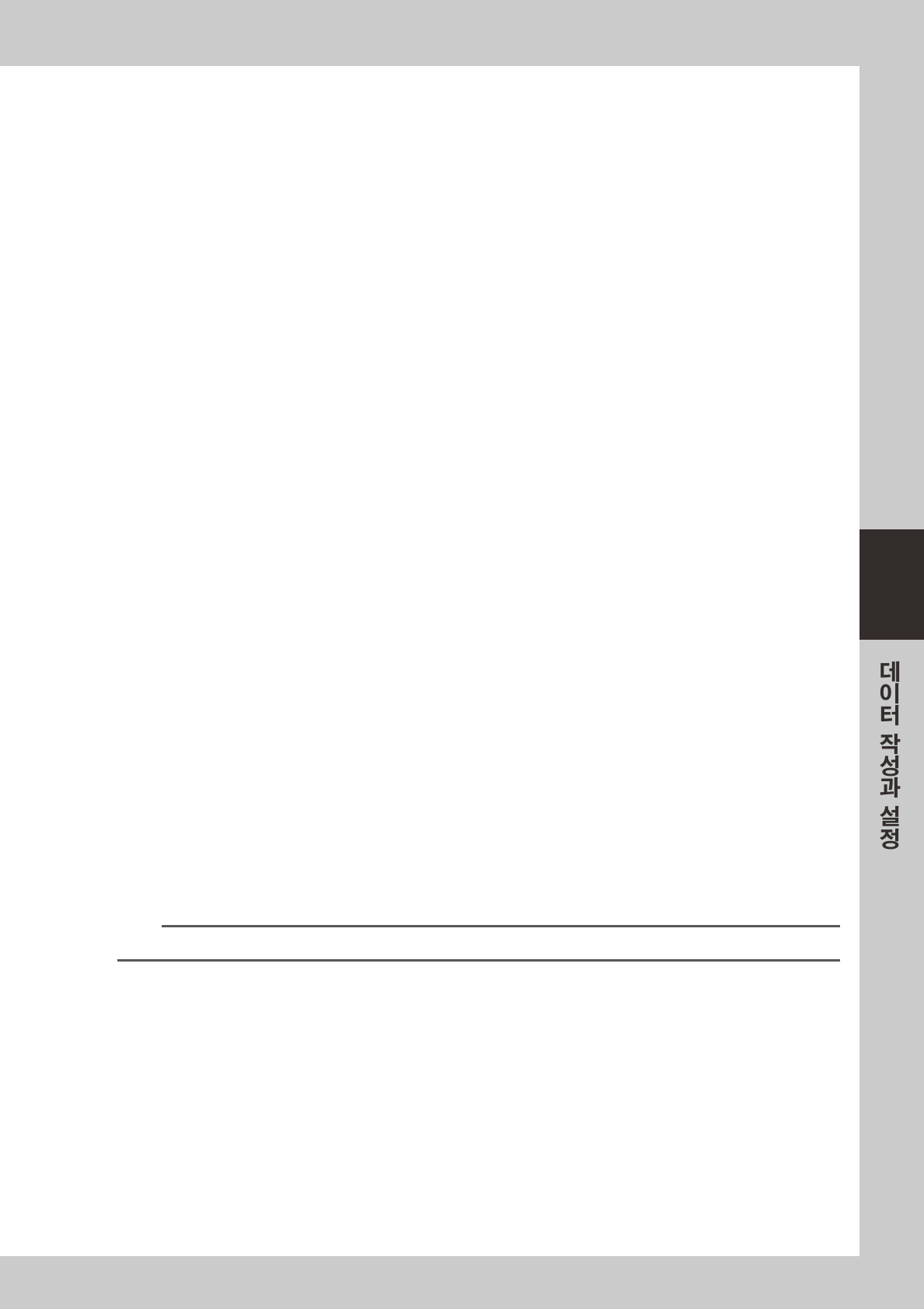
「충전보정(건식)」탭
1
4 5
2 3
[편집]버튼
68422-L3-0 0
1 . 충 전 보 정 ( 건 식)
이보정기능을사용할경우는「사용」으로 ,사용하지않을경우에는「미사용」으로설정합니다 .
변경할때는[ 편집 ] 버튼을누릅니다 .
2. 충전 보정횟수
클리닝후의몇장째기판까지이보정기능을사용할지지정합니다 .지정한횟수에따라서데이터행으로의입력이유효하
게됩니다 .(최대10 회까지설정할수있습니다 .)변경할때는[ 편집 ] 버튼을누릅니다 .
3. 데이터 행
[ 인쇄 ]-「스퀴지」탭화면에서설정한스퀴지속도나인쇄압력파라미터가표시됩니다 .이파라미터수치를필요에따
라편집합니다 .인쇄압력을올리는것만으로는충전량은늘지않습니다 .
참고
각 파라미터의 설정값에 대해서는 , 권말의「인쇄의 길잡이」를 참고해 주십시오 .
4. 「충전보정 ( 습식)」탭
습식자동클리닝을한직후에생산하는기판에대해서 ,솔더충전량을보정하기위해스퀴지속도나인쇄압력을조정할
경우에설정합니다 .
5. 「충전보정 ( 수동)」탭
수동클리닝을한직후에생산하는기판에대해서 ,솔더충전량을보정하기위해스퀴지속도나인쇄압력을조정할경우
에설정합니다 .
4-25
4
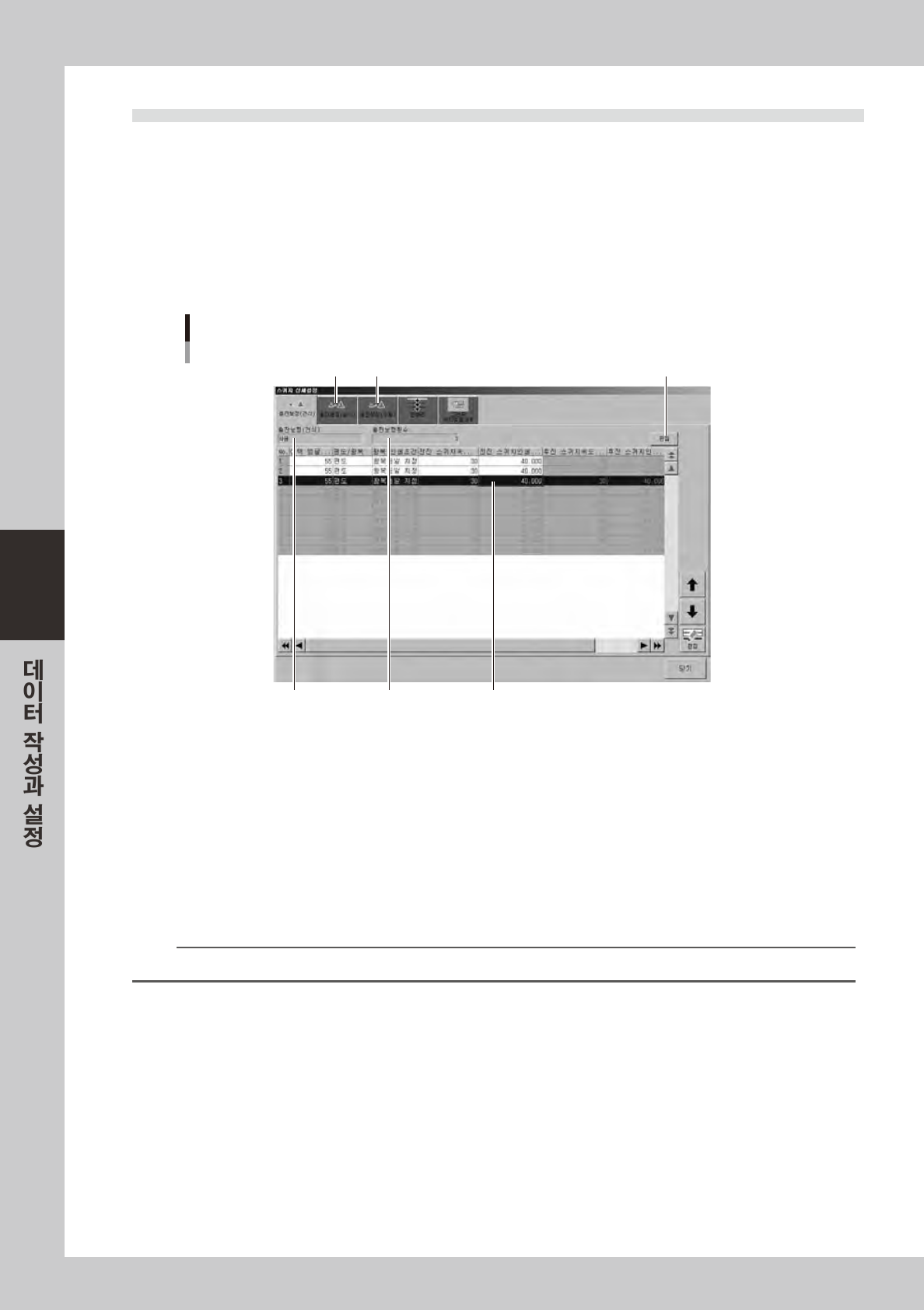
● 판분리
솔더인쇄후 ,기판이마스크뒷면에서떨어지는거리 (mm) 에대한속도 (mm/ 초 ) 를조정할경우에설정합니다 .( 최대
10 단계까지설정할수있습니다 .)
사용할솔더나마스크 ,또한기판의재질등을고려해서설정해주십시오 .
「판분리」탭 화면
68423-L3-0 0
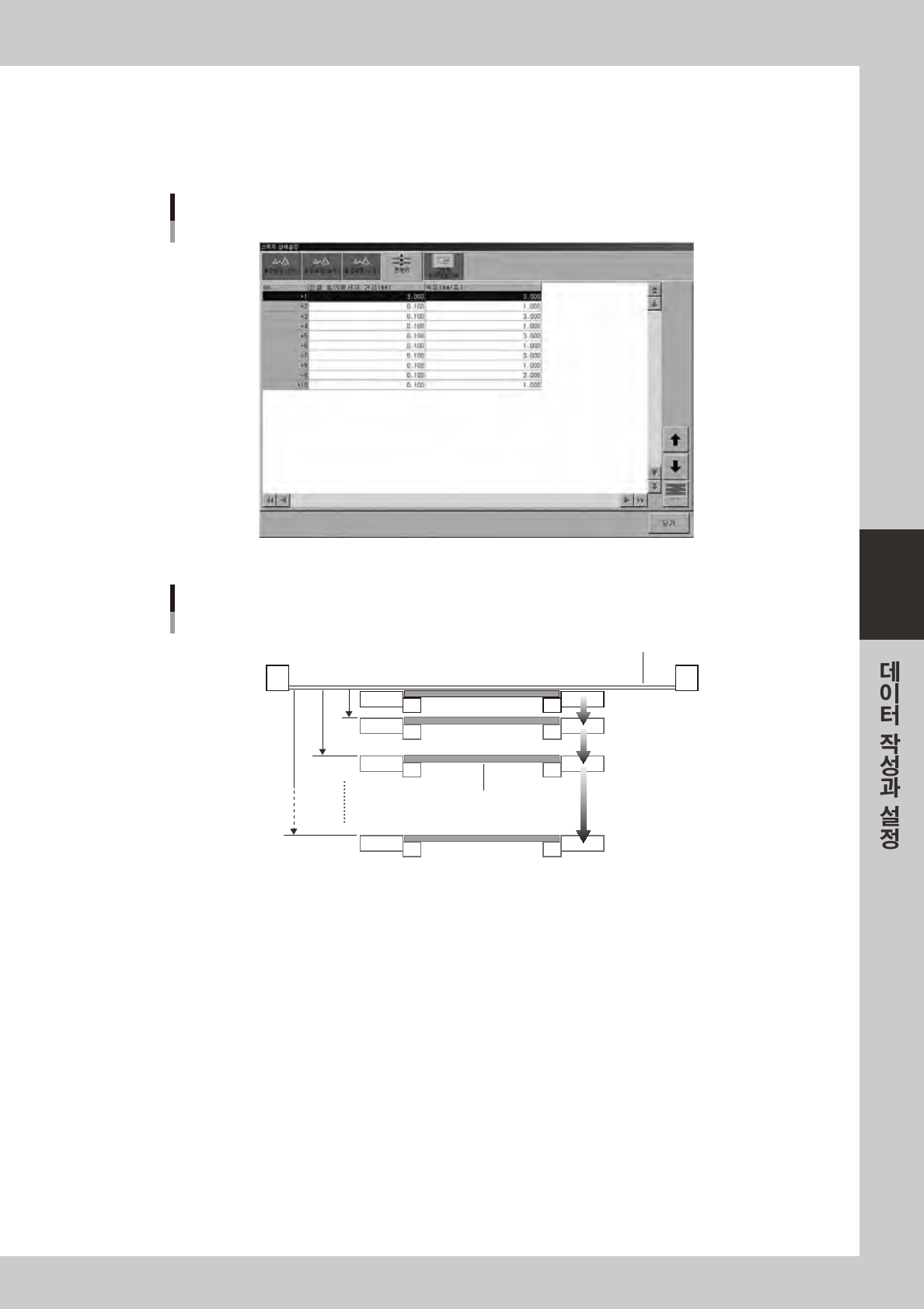
판분리의 설정
기판
마스크
No.1
No.2
인쇄 높이에서의
거리 (0.01단위)
[0.01~7.00mm]
판분리 속도 (0.01단위)
[0.01~20.0mm/s]
No.10
67418-L3-00
● 점착력이 있는 기판이나 지그 등을 사용할 경우
Pre-Flux 기판등의마스크면에접하는면에점착력이있을경우기판이마스크에달라붙는경우가있습니다 .그럴경우
장비가기판을감지하지못해서에러가발생합니다 .그대책으로는 ,판분리거리를길게해서기판과마스크를완전히분
리시키면대응이가능하게됩니다 .위그림의「인쇄높이에서의거리」를초기값의약2.00mm 에서3.00mm~4.00mm
이상으로설정해주십시오 .