YSP_Users_K - 第229页
7-22 7 7 벨 트 가이드 와 풀리 를 청소합니다 . 1 . 벨 트의가 이 드 나센서 부등에부착되어있 는 벨 트의마모가루를버 큠 A SSY ( 옵 션 ) 로흡인 합 니다 . 2. 풀리 의외 주면에벨 트의마 모가루가부착되 어 있 을경 우는 ,플라스틱헤 라등 으로제거 해주 십시오 . 3. 벨 트가이드 부에마 모가루가들어 가있을 경 우에는 …
7-21
7
4
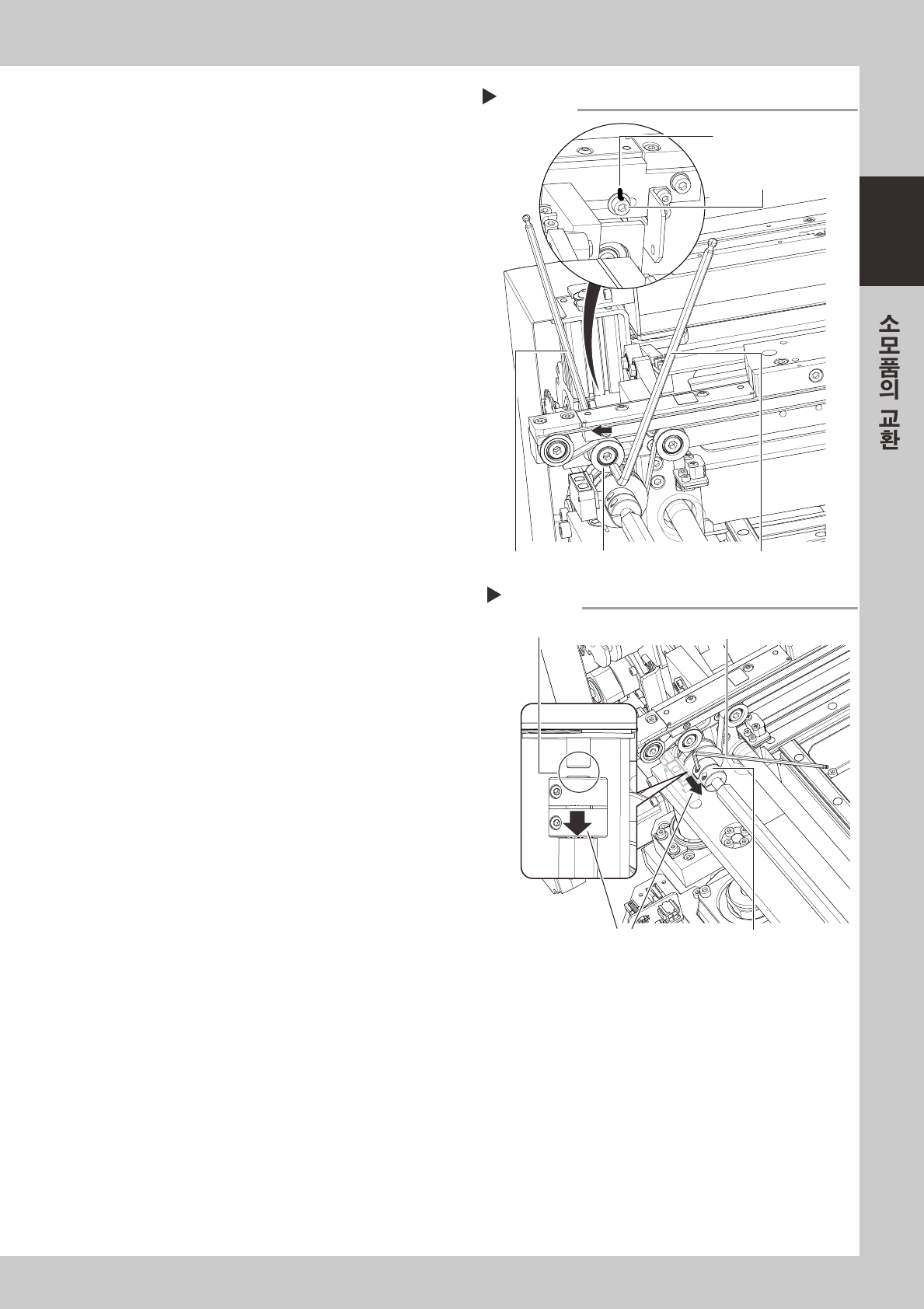
텐셔너의 위치를 마킹합니다 .
벨트의텐션을풀기전에 ,텐셔너 ( 풀리 ) 고정
볼트의위치를유성펜으로마킹합니다 .
67732 - L 3 -0 0
5
벨트의 텐션을 느슨하게 합니다 .
1. 육각렌치2 개로텐션이결려있는풀리의
고정볼트를풀어주십시오 .
풀리쪽 : 육각렌치 5mm
고정볼트쪽 : 육각렌치 4mm
2. 텐셔너 ( 풀리 ) 를긴구멍끝까지 ( 푸는방향 )
이동시킵니다 .
6
벨트를 분리합니다 .
1. 육각렌치 (3mm) 로벨트구동용풀리의고정
볼트를풀고 ,커플링을장비의뒤쪽으로슬라
이드시킵니다 .
2. 벨트를풀리에서빼고샤프트와의틈새로부터
탈거해주십시오 .
67733-L3-10
마킹과 벨트 풀기
Step 4,5
텐셔너(풀리) 고정볼트
육각렌치 (4mm) 육각렌치 (5mm)
유성펜으로 마킹
텐셔너 (풀리)
Step 6
벨트의 분리
육각렌치 (2.5mm)벨트를 빼는 틈새
장비의 안쪽으로 슬라이드 시킨다 커플링
7-22
7
7
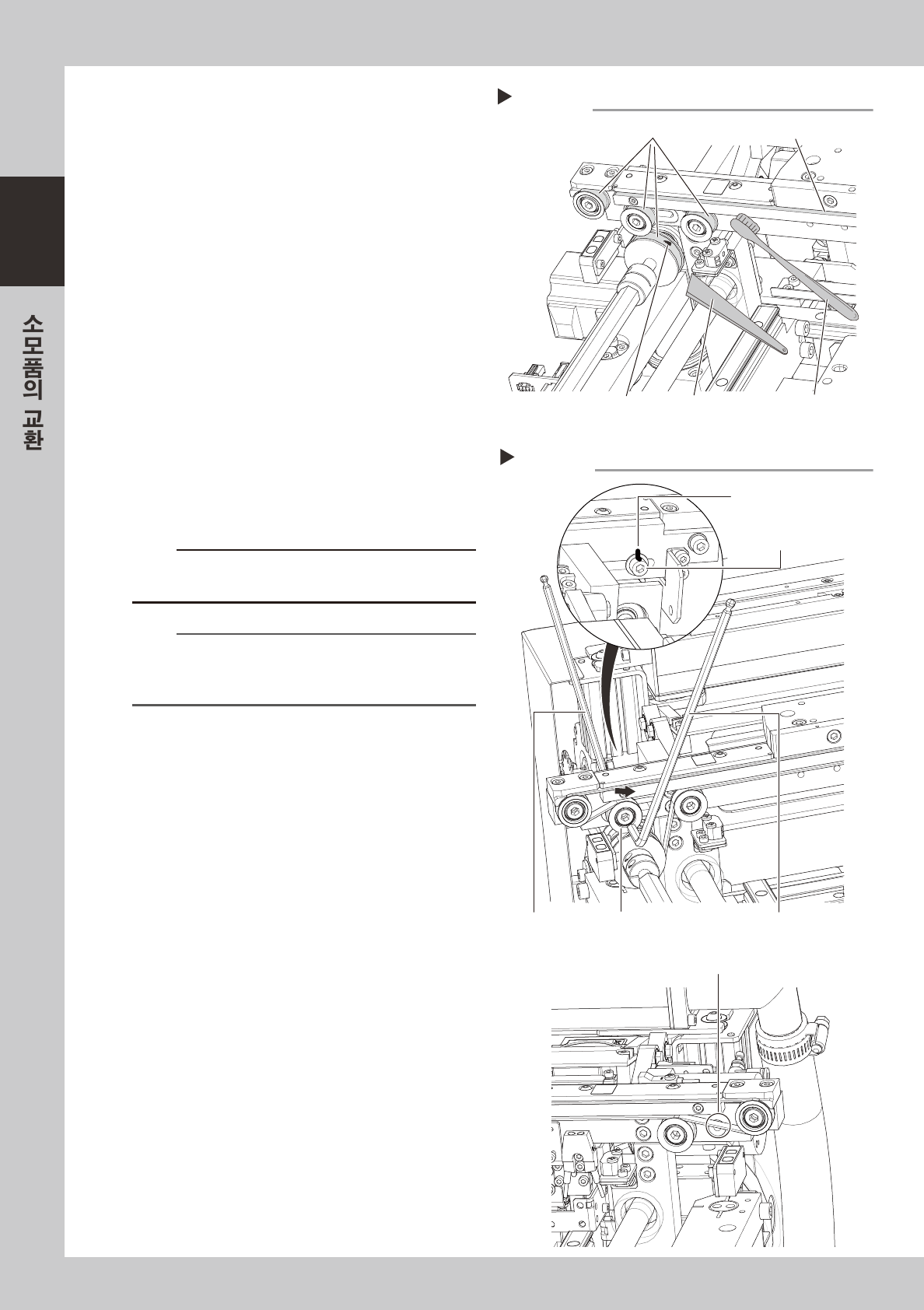
벨트 가이드와 풀리를 청소합니다 .
1. 벨트의가이드나센서부등에부착되어있는
벨트의마모가루를버큠 ASSY( 옵션 ) 로흡인
합니다 .
2. 풀리의외주면에벨트의마모가루가부착되어
있을경우는 ,플라스틱헤라등으로제거해주
십시오 .
3. 벨트가이드부에마모가루가들어가있을
경우에는 ,브러시등으로제거합니다 .
67734-L 3 -0 0
8
새로운 벨트를 장착합니다 .
1. 새로운벨트를풀리에임시로걸어둡니다 .
2. 커플링을원위치로되돌리고 ,볼트를체결합니
다.
3. 텐셔너(풀리 ) 를마킹한위치까지이동시키고 ,
볼트를체결합니다 .
4. 벨트가늘어져있을경우는 ,텐셔너 ( 풀리 ) 의
위치를조정해서벨트에텐션을걸어주십시
오.
67735-L 3-00
c
주의
풀리고정볼트의체결토르크는 ,5.5N
•
m 입니다 .
너무심하게조이지않도록주의해주십시오 .
n
요점
본체 장비의 컨베이어 벨트의 테션 규격은 다음과 같습니
다 . 필요에 따라 텐션 조정기를 사용해서 조정해 주십시오 .
• 기판 고정부 ( 기판 테이블 ) :519~554Hz
9
벨트의 장착 상태를 확인합니다 .
1. 비상정지를해제합니다 .
2. [ 장치 ]-「컨베이어」탭의[ 기판반입 ],
[ 기판반출 ] 버튼으로기판을반송시켜서동작
상태를확인해주십시오 .
3. 모터풀리의슬립및벨트의회전이불규칙하
거나 ,늘어짐이심할경우는 ,텐셔너 ( 풀리 )
의위치를조정하고 ,재차기판을반송시켜서
확인해주십시오 .
0
마스크 가이드 플레이트를 원상태로
장착합니다 .
가이드・풀리의 청소
Step 7
풀리 외주면 벨트 가이드
브러시헤라(플라스틱)벨트 마모가루
부착 상태
벨트의 텐션 걸기
Step 8
텐셔너(풀리) 고정볼트
육각렌치 (4mm)
육각렌치 (5mm)
마킹한 위치에 맞춘다
텐셔너 (풀리)
벨트 텐션 측정위치

제 8 장 점검
•
보수
•
조정
이장에서는장비를안전하게사용하고불필요한트러블을회피하기위해필요한일상점검이나정기점검
및보수와컨베이어벨트의조정방법에대해서설명합니다 .
점검
•
보수
•
조정시에는본장「1. 주의사항」의지시를반드시지켜주십시오 .
목차
1. 주의 사항 8-1
2. 점검
•
보수 8-2
2.1 일상점검 8-2
2.2 정기점검 ( 매주 / 매월 ) 8-3
2.2.1 정기점검시의교환부품 8-3
2.2.2 권장구리스 8-3
2.2.3 정기점검항목의일람 8-4
2.2.4 정기적인교환을권장하는부품 8-6
2.3 켄베이어 벨트의 텐션조정 8-7
2.3.1 반입
•
반출컨베이어 8-7
2.3.2 기판고정부( 기판테이블 ) 8-9
2.4 에어 / 미스트 필터의 점검
•
청소 8-11
3. 급유개소 일람표 8-13
3.1 X, Y, Z 축부 8-13
3.1.1 X1 축 ,X2 축 8-13
3.1.2 Y 축 8-14
3.1.3 Z 축 8-14
3.2 인쇄 헤드부 8-15
3.2.1 SY 축 8-15
3.2.2 SZ 축 8-15
3.3 컨베이어 유니트부 8-16
3.3.1 PU 축 8-16
3.3.2 MS 축 8-16
3.3.3 W 축 ( 컨베이어자동폭 ) 8-17
3.4 인식 장치부 8-18
3.4.1 CX 축 8-18