YSP_Users_K - 第267页
E-9 3.4 스 퀴 지 ( 롤 링 ) 3. 4 . 1 스퀴지 속도 █ 기능 스퀴 지 의이 동속도파라미 터 입 니 다 . █ 설정 범위 와 초기 값 1 ~ 20 0 mm/se c 의범 위에 서설정 할수있 습니 다 .초기값 은50 mm /se c 입니 다 . █ 설 정방법 롤링상태를보고마스크 상 에서솔더 가미 끄러 지 지않는속 도 로설 정 합니다 . 속 도 를…
E-8
3.1.2 백업 지그
█
기능
기판 고정시에 기판을 밑에서 지탱하는 지그입니다 .
█
설정방법
백업지그에는 다음의 3 종류가 있습니다 .
•
매트릭스 핀 : 매트릭스 플레이트에 핀을 꽂아서 사용 .( 양면 실장기판의 B 면 인쇄 등 )
•
평면 백업 : 매트릭스 플레이트에 블록을 배치해서 사용 .( 한쪽면이 평평한 실장기판 )
•
흡착 백업 : 기판사이즈 높이가 0.5mm 이하일 경우에 사용 .(「기판」탭 내에서 설정 )
n
요점
매트릭스 핀과 평면 백업은 병용해서 사용할 수도 있습니다 .
3.2 기판 & 마스크 마크인식 ( 마크위치 )
█
기능
기판과 마스크의 피듀셜마크의 위치좌표입니다 .
이 마크위치에 카메라가 이동해서 , 인식하면 기판과 마스크의 위치를 맞춥니다 .
█
설정방법
기판과 마스크의 CAD 데이터로부터 정확한 좌표를 입력합니다 .
3.3 위치맞춤 옵셋
█
기능
기판 및 마스크는 보통 CAD 데이터로 형성되어 있으므로 , 각각의 마크인식을 실행하면 기판의 패턴과 마스크의 개구부
가 일치하도록 되어 있습니다 . 그러나 , 기판의 늘어짐 등 , 틀어짐이 발생할 경우 , 이 틀어짐을 보정하기 위한 옵셋값입니
다.
█
설정방법
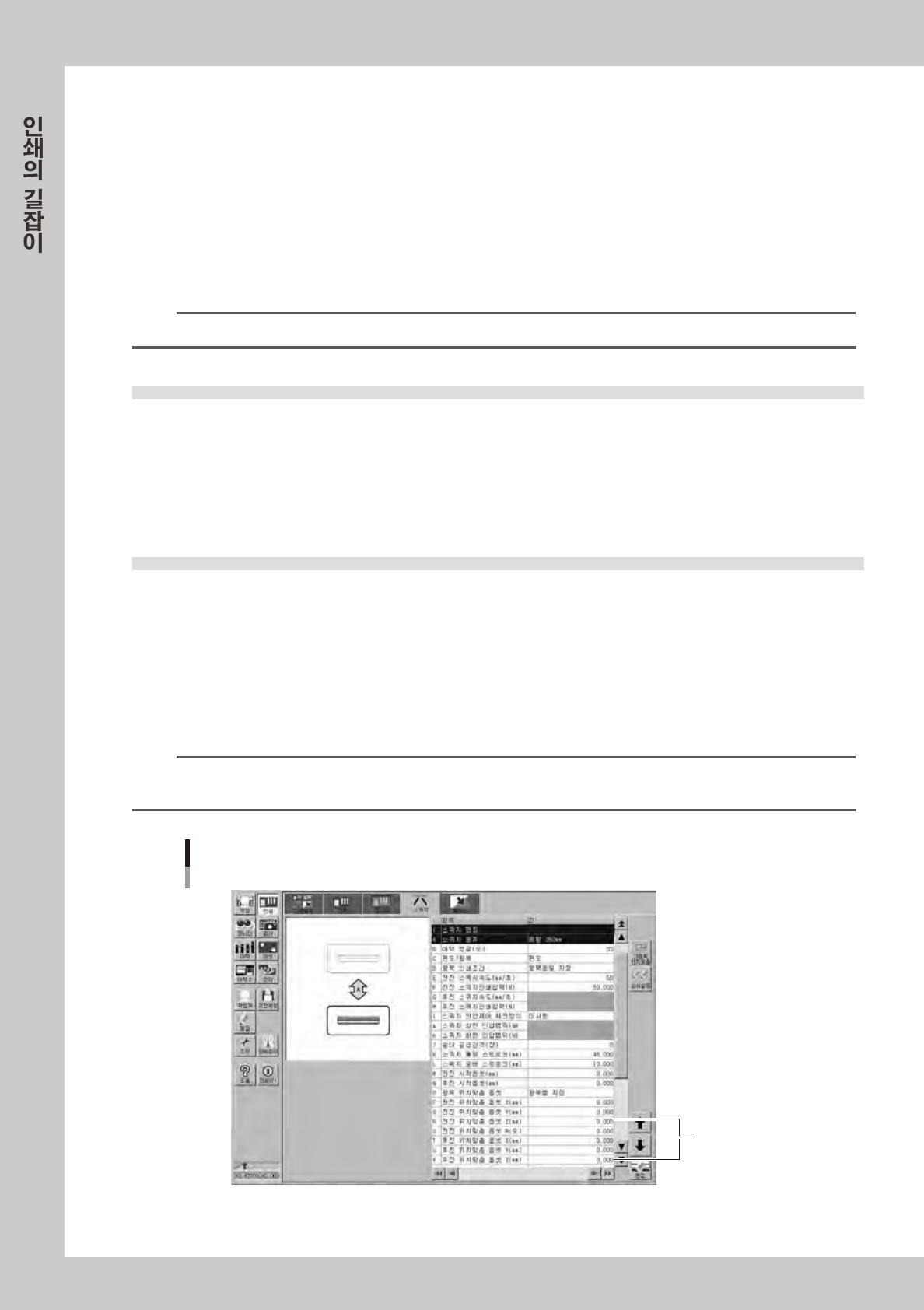
옵셋값은 X, Y, Z, R 방향을 설정할 수 있습니다 .
X, Y, Z, R 방향의 설정은「기본설정」탭 내의「그래픽 위치맞춤」버튼을 눌러서 실행해 주십시오 .
n
요점
Z 방향에 관해서는 , 그래픽 위치맞춤으로 실행할 수 없으므로 , 롤링 테스트 실행시에 마스크와 기판의 밀착정도를 확인하고
「스퀴지」탭 내에「전진 / 후진 위치맞춤 옵셋 Z」의 항목에 직접 입력하여 주십시오 .
위치맞춤 Z
여기에 입력한다
68E05-L3- 00
E-9
3.4 스퀴지 ( 롤링 )
3.4.1 스퀴지 속도
█
기능
스퀴지의이동속도파라미터입니다 .
█
설정범위와 초기값
1~200mm/sec 의범위에서설정할수있습니다 .초기값은50mm/sec 입니다 .
█
설정방법
롤링상태를보고마스크상에서솔더가미끄러지지않는속도로설정합니다 .
속도를빠르게하면솔더충전량은적어지고 ,속도를느리게하면충전량은많아집니다 .
마스크상의솔더의긁어내기부족 ( 소납 )등이발생할경우는속도를낮춥니다 .
3.4.2 스퀴지 인쇄압력
█
기능
스퀴지의인쇄압력파라미터입니다 .
█
설정범위와 초기값
1~200N 의범위에서설정할수있습니다 .초기값은50N 입니다 .
█
설정방법
마스크상의긁어내는상태에맞춰서설정합니다 .
인쇄압력이너무높으면우레탄스퀴지의경우 ,패임이발생해서솔더충전량이적어집니다 .또 ,인쇄압력이너무낮으면
우레탄 / 메탈스퀴지모두스크레이핑불량이발생해서과납이나납빠짐불량등이발생합니다 .
n
요점
솔더의 스크레이핑은「스퀴지 속도」와「스퀴지 인쇄압력」의 양쪽에서 조정합니다 .
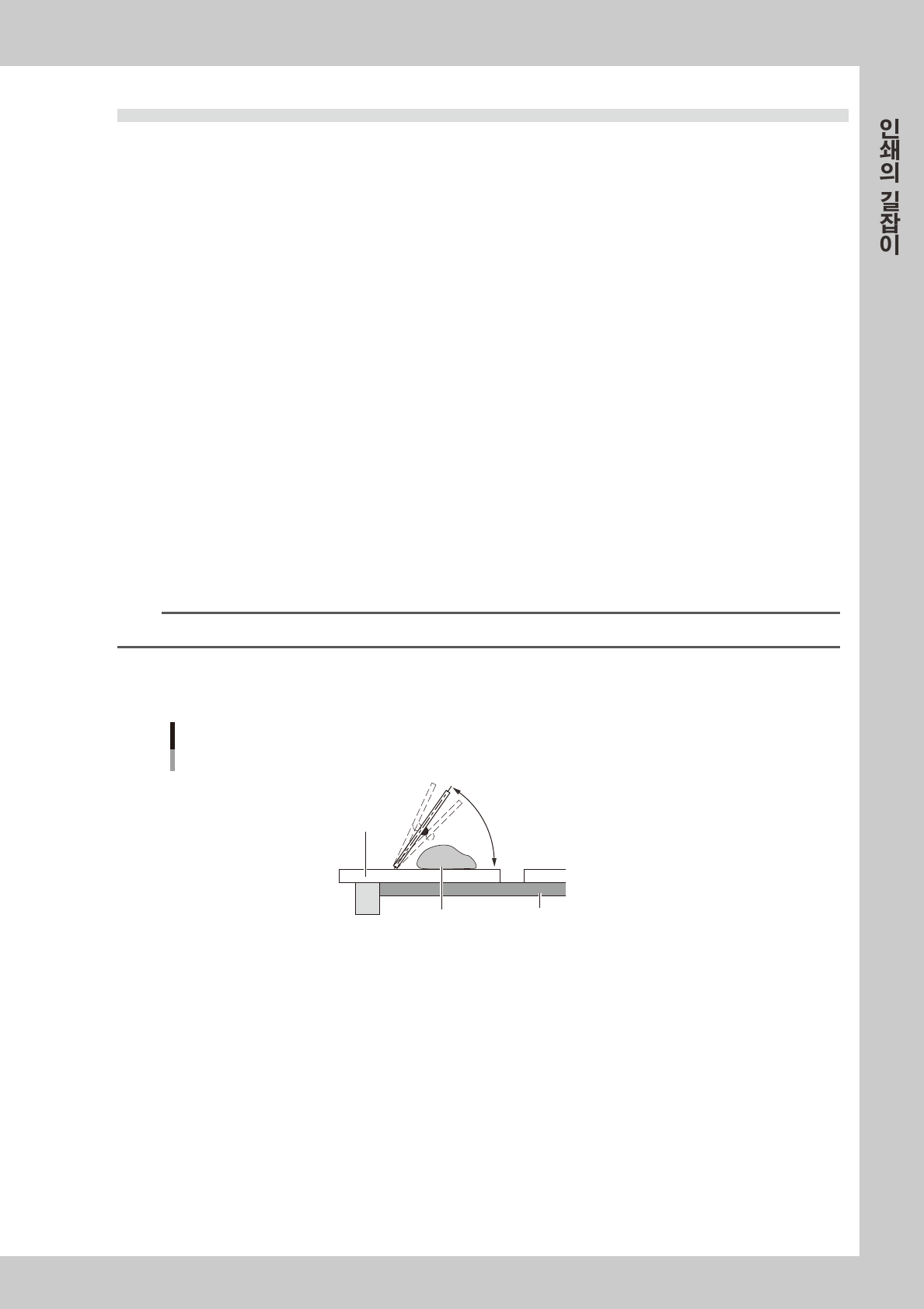
3.4.3 어택 앵글 ( 도 )
어택 앵글
솔더
어택 앵글
기판
마스크
55°(초기값)
67E01-L3-00
█
기능
어택앵글 ( 스퀴지와마스크사이의각도 )파라미터입니다 .
█
설정범위와 초기값
45~65 도의범위에서설정할수있습니다 .초기값은55 도입니다 .
█
설정방법
앵글 ( 각도 ) 을크게하면솔더충전량은적어지고 ,앵글을작게하면충전량은많아집니다 .
어택 앵글에 관해서
특별한경우 ( 다음과같은예 ) 를제외하고는초기값으로사용해주십시오 .
•
솔더의점성도대책을위해 ,점성도가높을경우에는어택앵글을크게하고 ,점성도가낮을경우에는 ,어택앵글을작게
할경우 .
•
고속으로인쇄할때 ,충전량조정을할경우 .
•
메탈스퀴지사용시 ,충전량의미세조정을할경우 .
•
충전압력이필요할때 ,어택앵들을작게해서 ,충전압력을크게할경우 .
E-10
3.5 솔더 공급간격
█
기능
한번의솔더투입으로몇장의기판을인쇄할것인지설정하는파라미터입니다 .
█
설정범위와 초기값
0~9999 장의범위에서설정할수있습니다 .초기값은50 장입니다 .
█
설정방법
기판1 장당솔더의소비량 g( 그램 ) 에서투입량에대한비율로입력수치를결정합니다 .보통은투입량에대해서10~20%
를소비하는장수를입력합니다 .
예:
기판1 장당소비량을1g,솔더투입량을100g 으로한다면 ,솔더를10~20g소비하는장수 ,즉10~20 장을
「솔더공급간격」에입력합니다 .
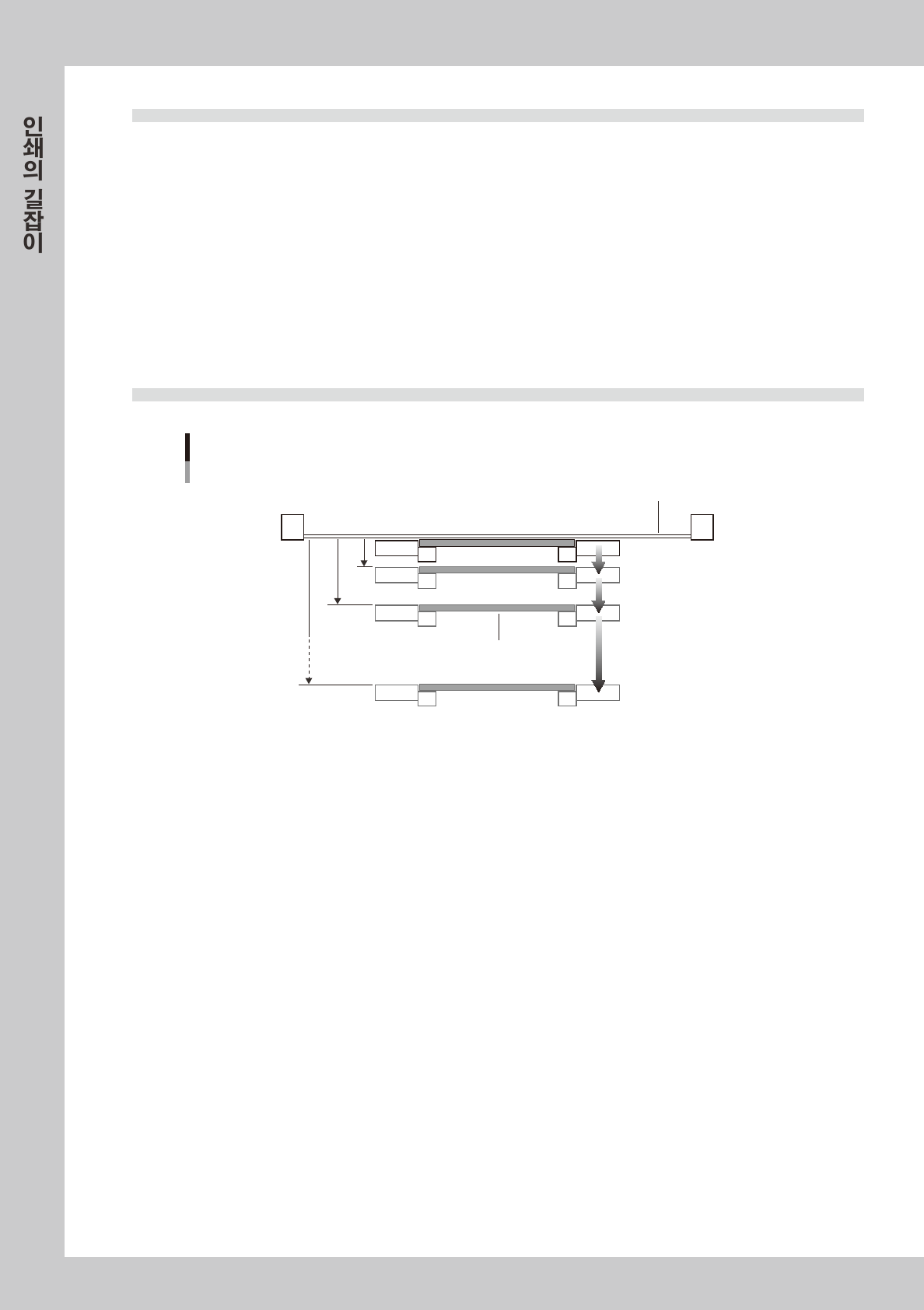
3.6 판 분리
판 분리의 설정
기판
마스크
인쇄 높이에서의 거리
[0.01∼7.00mm]
판분리 속도
(0.01 단위)
[0.01∼20.0mm/s]
(0.01 단위)
67E 0 2- L3 - 00
3.6.1 판분리의 속도
█
기능
판분리할때의속도파라미터입니다 .
█
설정범위와 초기값 -
0.001~20.000mm/sec 의범위에서설정할수있습니다 .초기값은3.000mm/sec 입니다 .
█
설정방법
인쇄시의솔더형상 ,및마스크개구부의잔류솔더상태를봐가면서설정합니다 .
속도가너무빠르면 ,솔더가마스크개구부에남게되고 ,너무늦으면 ,인쇄한솔더에끌림이나번짐등이발생할가능성
이있습니다 .
3.6.2 판분리 거리
█
기능
판분리동작의이동거리파라미터입니다 .
█
설정범위와 초기값
0.001~7.000mm 의범위에서설정할수있습니다 .초기값은2.000mm 입니다 .
█
설정방법
마스크두께나굴곡등을고려해서설정합니다 .
거리가너무길면택타임이늦어지고 ,너무짦으면마스크뒷면에기판이붙어버리거나탈착불량이발생합니다 .