YSP_Users_K - 第270页
E-12 4 . 증 상으 로 보는 트러 블 의 원 인 여 기 에서 는 ,인쇄트 러 블 의증상 에서발생원 인 이되 는조 건 과의관 계 를설 명 합니 다 . 4 . 1 위치 틀어짐 █ 엣지 클램 프 프레 셔 의 설 정 • 엣 지클램 프의설정압력 이약해서기판이인식 후에틀어져버 린다 . • 엣 지클램 프의설정압력 이강 해서기 판이위어 진상태에 서인…

E-11
3.7 클리닝
3.7.1 클리닝 간격
█
기능
클리닝을실행할간격을정하는파라미터입니다 .
█
설정범위와 초기값
0~9999 장의범위에서설정할수있습니다 .「0」을입력하면동작을실행하지않습니다 .초기값은10 장입니다 .
█
설정방법
간격이너무길면번짐이나브릿지가발생하고 ,너무짧으면택타임에영향을미칩니다 .
n
요점
간격은「클리너」탭 내의 설정에서 시간관리 (1~9999 분 ) 로 실행할 수도 있습니다 . 또 , 기판 수량관리와 시간관리를 병용해
서 실행하는 것도 가능합니다 .
3.7.2 반복 횟수
█
기능
한번의클리닝으로실행하는클리닝의왕복횟수를결정하는파라미터입니다 .
█
설정범위와 초기값
1~9 회의범위에서설정합니다 .초기값은1 회입니다 .
█
설정방법
마스크뒷면을깨끗하게할경우에는 ,횟수를늘립니다 .
3.7.3 클리닝 스피드
█
기능
클리너의마스크뒷면을긁어낼때의속도파라미터입니다 .
█
설정법위와 초기값
1~255mm 의범위에서설정할수있습니다 .
초기값은22mm/sec 입니다 .
█
설정방법
속도가너무빠르면마스크개구부의솔더를닦아낼수없을경우가있으며 ,너무늦으면택타임에영향을미칩니다 .
마스크개구부를깨끗하게할경우는속도를늦춰주십시오 .
E-12
4. 증상으로 보는 트러블의 원인
여기에서는 ,인쇄트러블의증상에서발생원인이되는조건과의관계를설명합니다 .
4.1 위치 틀어짐
█
엣지클램프 프레셔의 설정
•
엣지클램프의설정압력이약해서기판이인식후에틀어져버린다 .
•
엣지클램프의설정압력이강해서기판이위어진상태에서인식해버린다 .
█
마크 위치좌표의 부정확
마크위치좌표에올바른위치가입력되어있지않아서 ,정확한보정이되지않는다 .
█
위치맞춤 옵셋 X, Y, R
기판별로불균형의차이가클경우 ,설정하고있는옵셋값으로는모든불균형을보정할수없다 .
4.2 소납
█
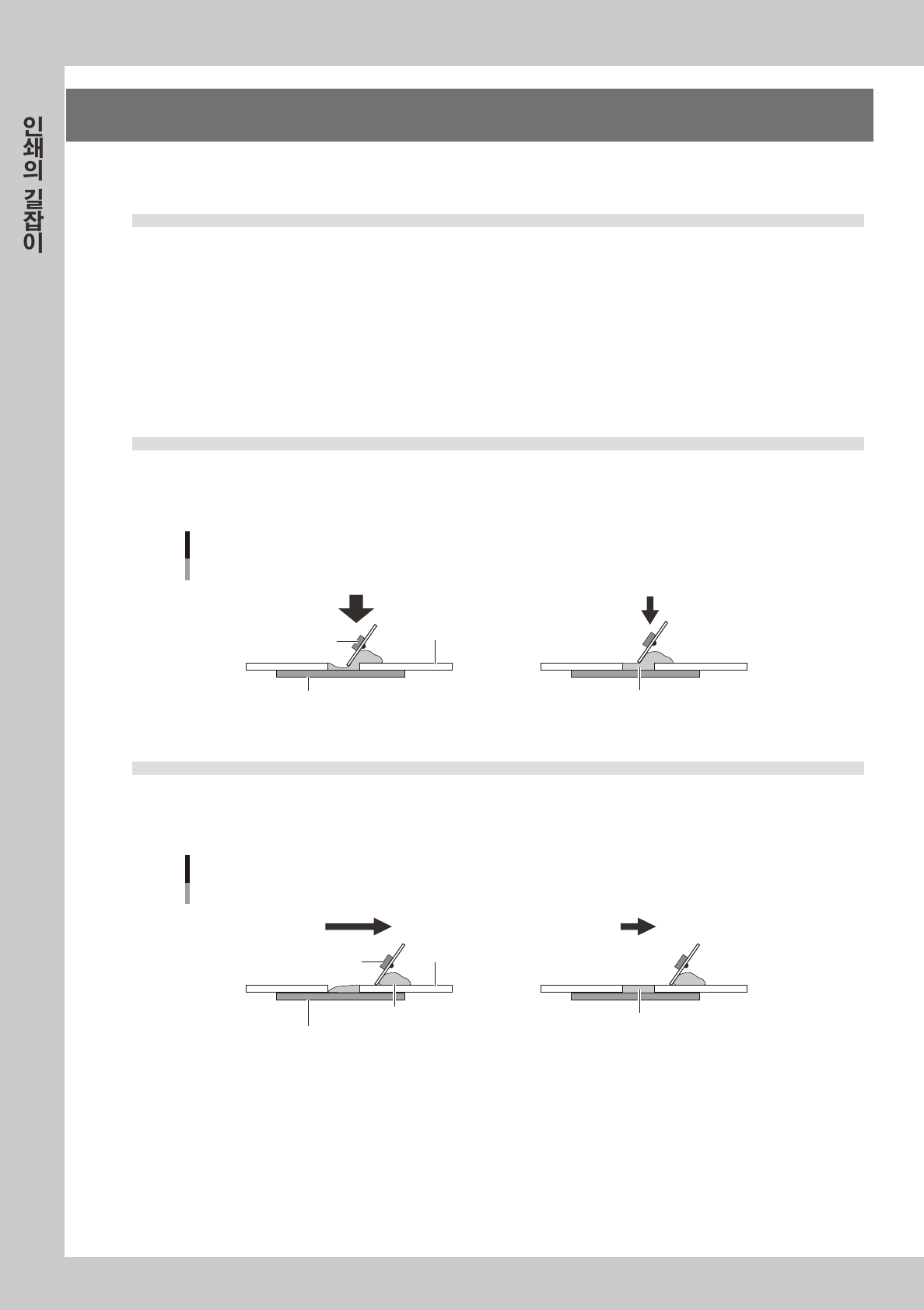
인쇄압력 ( 우레탄 스퀴지의 경우 )
설정하고있는스퀴지의속도 / 어택앵글에대해인쇄압력이너무높다 .
스퀴지 인쇄압력
OK
NG
기판
마스크
스퀴지
과대한 인쇄압력
솔더
적절한 인쇄압력
67E03-L3-00
4.3 충전부족
█
스퀴지 속도
스퀴지의속도가너무빨라서 ,마스크개구부에솔더가충분히충전되지않는다 .
스퀴지 속도
OKNG
솔더
기판
마스크
스퀴지
과대한 속도
솔더
적절한 속도
67E 0 4 - L3 - 00
E-13
4.4 번짐
•
브릿지
█
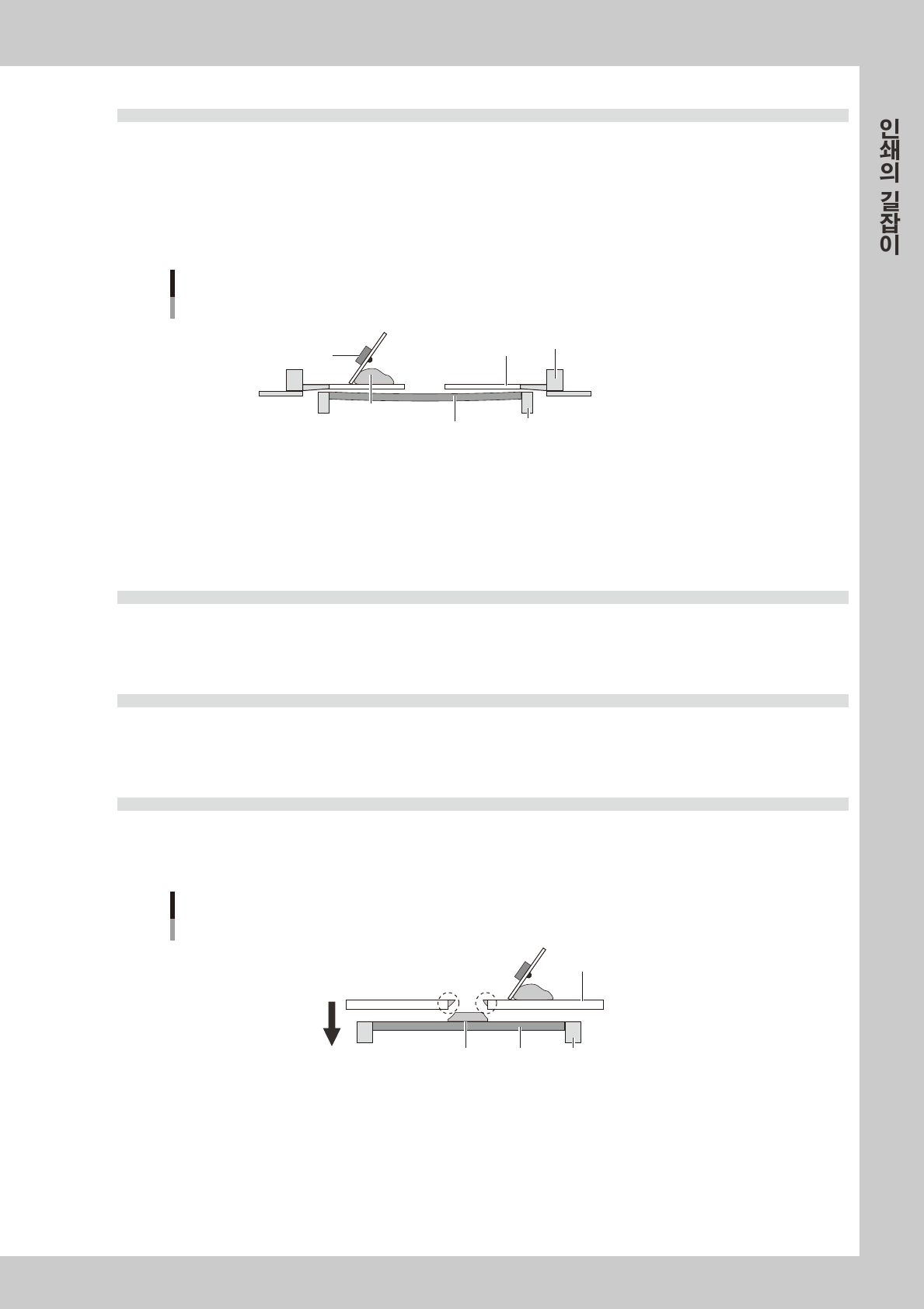
백업 지그 ( 매트릭스 핀의 경우 )
세팅위치가부적절하거나세팅수량의부족으로 ,인쇄압력이너무강해서기판이눌러져마스크와의사이에틈이발생한
다.
█
육안맞춤 옵셋 Z
Z 방향의옵셋값 ( 기판과마스크의클리어런스 ) 이너무크다 .
마스크 클리어런스
솔더
기판
마스크
스퀴지
컨베이어
마스크 프레임
67E 05 - L3 - 0 0
█
클리닝 간격
클리닝간격이길어서 ,마스크뒷면이솔더로더러워진상태로인쇄해버린다 .
█
클리닝 반복횟수
설정되어있는반복횟수로는마스크뒷면의솔더의더러움을완전히닦아내지못한다 .
4.5 스크레이핑 불량
█
인쇄압력
설정되어있는스퀴지의속도 / 어택앵글에대해인쇄압력이너무낮다 .
4.6 솔더 끌림
█
판분리 속도
판분리속도가늦어서 ,인쇄한솔더의양선단이끌려버린다 .
4.7 솔더결함
•
마스크의 잔류솔더
█
판분리 속도
판분리의속도가빨라서 ,솔더가마스크에붙은채판분리되어버린다 .
마스크의 잔류 솔더
솔더 기판
마스크
컨베이어
과대한 속도
67E 0 6 - L3 - 00
█
판분리 거리
판분리의거리가짧아서 ,판분리동작이완료되지않은상태에서컨베이어가움직여버린다 .