YSP_Users_K - 第93页
3-13 3 9 롤링운 전이 종료되면 [ 닫기 ] 버튼 을 누 릅니다 . 0 화면의 메 시지에 따라 , 기판 을 반 출합니다 . q 마 스 크를 클리닝 합니다 . 1 . [ 자 동클리 닝 ] 버 튼 을누릅니 다 . 클리 닝방 법 을선 택 하 기위 한대 화창 이표시 됩 니 다 . 2. 클리 닝방 법 을선 택 하고 ( 「건식 」 또는 「습식」 ),[OK] 버튼 을누릅…
3-12
3
3
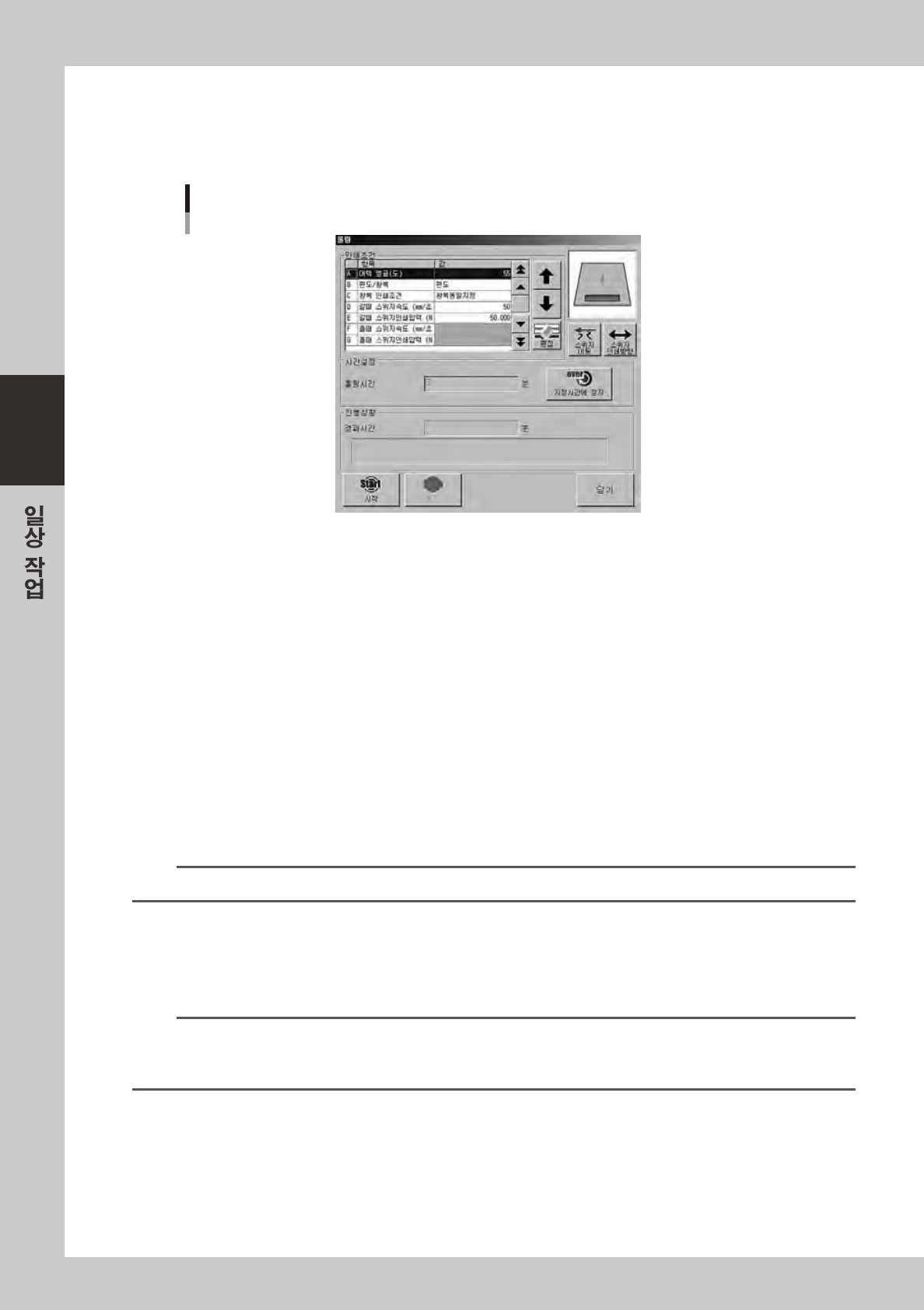
「롤링」대화창을 확인합니다 .
마크인식이종료되면자동적으로마크인식화면이닫히고 ,컨베이어테이블이인쇄위치에고정되어
「롤링」대화창이표시됩니다 .
「롤링」대화창
68310-L3 -0 0
4
스퀴지를 퇴피위치로 이동시킵니다 .
스퀴지가앞쪽에있을때는「롤링」대화창의 [ 스퀴지이동 ] 버튼으로스퀴지헤드를후면위치(안쪽)로
이동시킵니다 .또한필요에따라[ 스퀴지인쇄방향 ] 버튼으로인쇄방향을변경해주십시오 .
e
5
솔더를 공급합니다 .
비상정지버튼을누르고상부도어를열어서준비한솔더를마스크상에공급해주십시오 .
6
비상정지를 해제합니다 .
상부도어를닫고비상정지버튼을해제한다음오퍼레이션패널의「READY」버튼을눌러주십시오 .
7
롤링운전을 실시합니다 .
1.「롤링」대화창의[ 지정시간에정지 ] 버튼을누르고시간을설정합니다 .
2. [ 시작 ] 버튼을누릅니다 .롤링운전이시작되고설정한시간이되면자동적으로정지합니다 .
n
요점
롤링 운전중에 솔더의 긁어내는 상태를 관찰하고 , 필요에 따라 다음과 같이 설정치를 조정해 주십시오 .
8
롤링 상태에 따라 설정치를 조정합니다 .
「롤링」대화창의[ 정지 ] 버튼을눌러서운전을일시정지한후 ,인쇄조건의「스퀴지속도」와「스퀴지
인쇄압력」에적절한수치를입력해주십시오 .
n
요점
「스퀴지 속도」「스퀴지 인쇄압력」은 마스크면의 솔더를 긁어내는 상태에 따라 설정해 주십시오 . 스크래핑이 불충분할 경우
는 「스퀴지 인쇄압력」을 올리고 , 또한 「스퀴지 속도」를 느리게 합니다 . 함부로 「스퀴지 인쇄압력」을 올리면 번지거나 패이
는 원인이 됩니다 .
3-13
3
9
롤링운전이 종료되면 [ 닫기 ] 버튼을 누릅니다 .
0
화면의 메시지에 따라 , 기판을 반출합니다 .
q
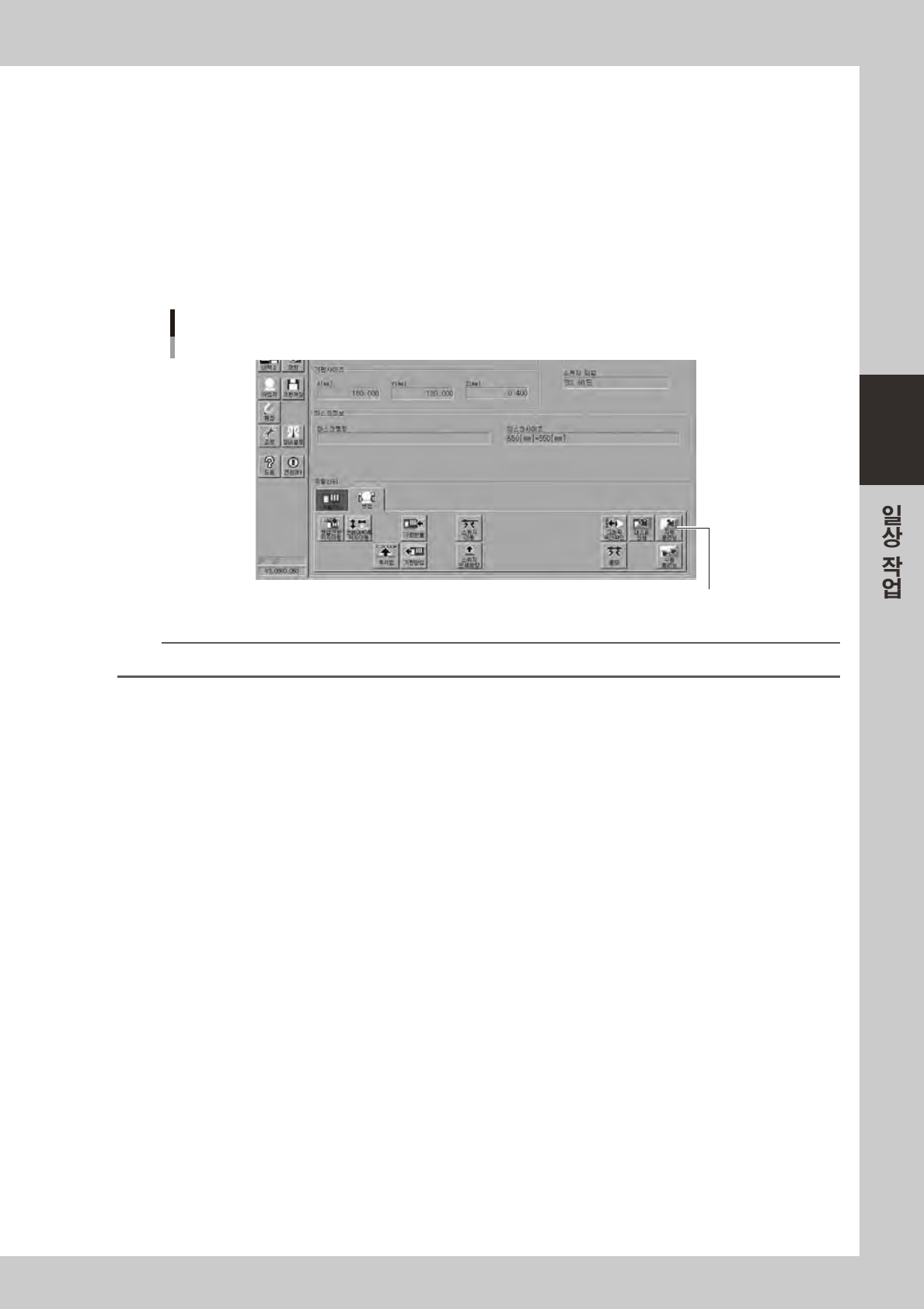
마스크를 클리닝합니다 .
1. [ 자동클리닝 ] 버튼을누릅니다 .
클리닝방법을선택하기위한대화창이표시됩니다 .
2. 클리닝방법을선택하고(「건식」또는「습식」),[OK] 버튼을누릅니다 .
클리닝유니트가움직이기시작하고마스크뒷면이자동적으로클리닝됩니다 .
[자동 클리닝]버튼
[자동 클리닝]버튼
68311-L3-0 0
참고
수동 클리닝을 할 때는 [ 수동 클리닝 ] 버튼을 누르고 화면의 메시지에 따라 실시해 주십시오 .
3-14
3
7. 기판생산을 시작한다
솔더의롤링이종료되면기판생산을시작합니다 .
1
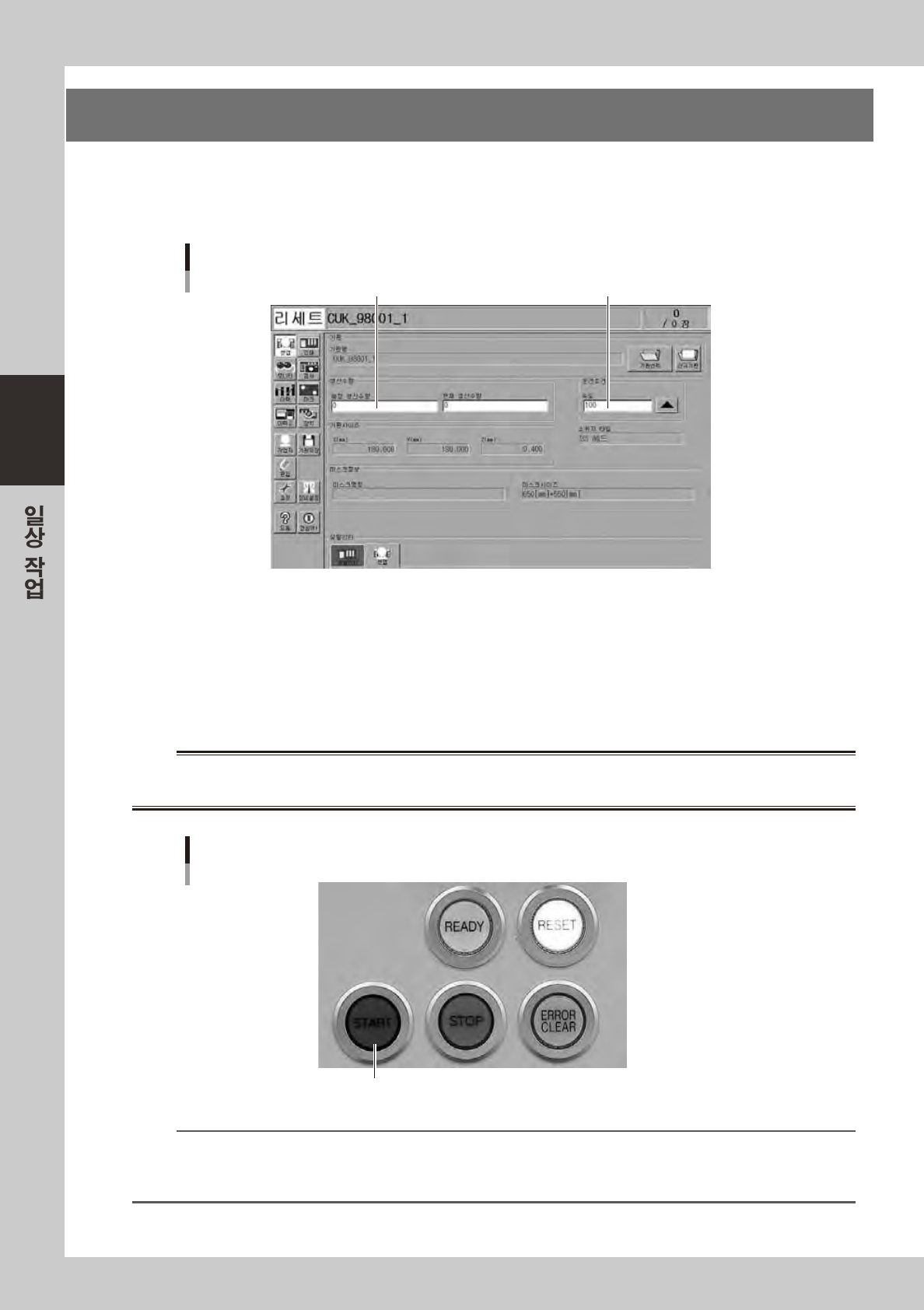
셋업화면을 열고 예정 생산수량이나 속도를 설정합니다 .
셋업화면
운전속도를 설정한다 (%)생산 예정수량을 설정한다
68312-L3-00
2
운전을 시작합니다 .
1. 비상정지버튼을해제하고오퍼레이션패널의「READY」버튼을누릅니다 .
2. 안전을확인하고오퍼레이션패널의「START」버튼을누릅니다 .
3. 입구센서가기판을감지하면컨베이어벨트가회전하기시작하고 ,기판을인쇄위치까지반송해서 ,
솔더인쇄를시작합니다 .
w
경고
장비 상부의 표시등의 녹색이 점등하고 있을 ( 자동 운전중 ) 때는 , 상부도어 ( 안전커버 ) 를 닫은 상태로 하고 , 장비의 가동부
에는 절대로 손을 대지 마십시오 .
오퍼레이션 패널
[START] 버튼
6730 8 -L 3 -0 0
참고
클리닝을 「자동」으로 설정하면 지정된 기판 수량마다(또한 시간 간격으로)자동적으로 마스크가 클리닝됩니다 .
중간에 생산을 중단하고자 할 때는 오퍼레이션 패널의「STOP」버튼을 누릅니다 . 현재의 기판을 인쇄후 , 기판을 반출하고
생산을 멈출 경우는 셋업화면의 [ 반송후 정지 ] 버튼을 눌러 주십시오 .( 본 장「8. 생산을 종료한다」참조 )