FX-2_使用说明书.pdf - 第351页
第 6 章 编辑辅助功能 ●单独测量 ([F 7 ]) 键 切换为单独测量方式。 ● 变幻线 “变幻线图(纹条图) ” ,是通过激光单元测量 (SWE EP) 取得的数据所显示的元件轮廓图。 ●快捷键 在连续测量结果画面上,可以操作以下快捷键。 键盘 操作面板的开关 HOD 键 运行 - S TART - 确定之后测量下一个元件 ESC STOP - 中止连续测量。 F7 - - 切换为单独测量方式 ●测量时出错误 由于某种原因测量发生…
第 6 章 编辑辅助功能
6-5-3-8 连续测量结果
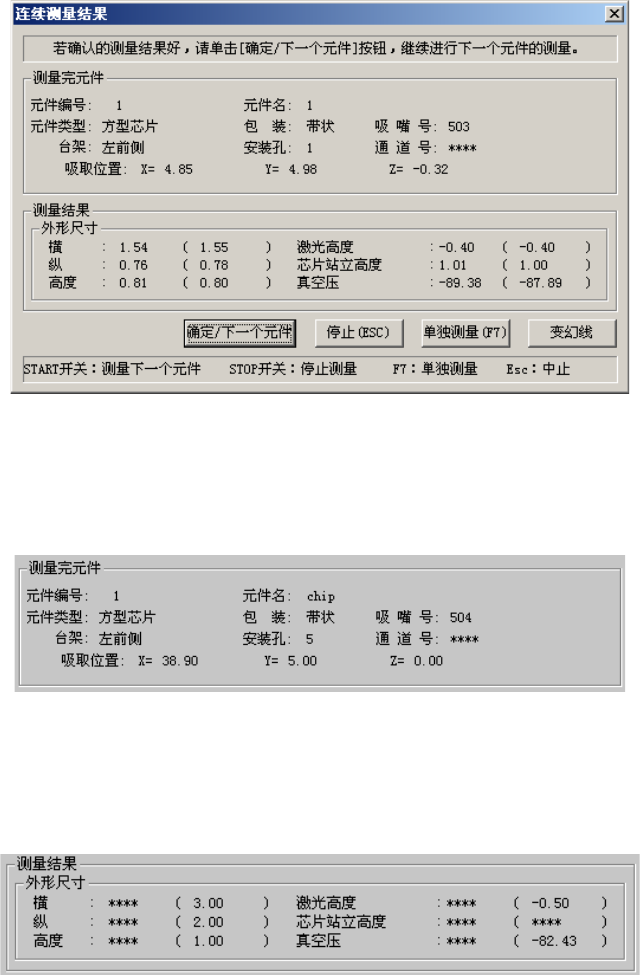
连续测量结束后,显示以下连续测量结果对话框。
图
6-5-23
连续测量结果
对话框
●测量的元件
显示元件内容和吸取位置。
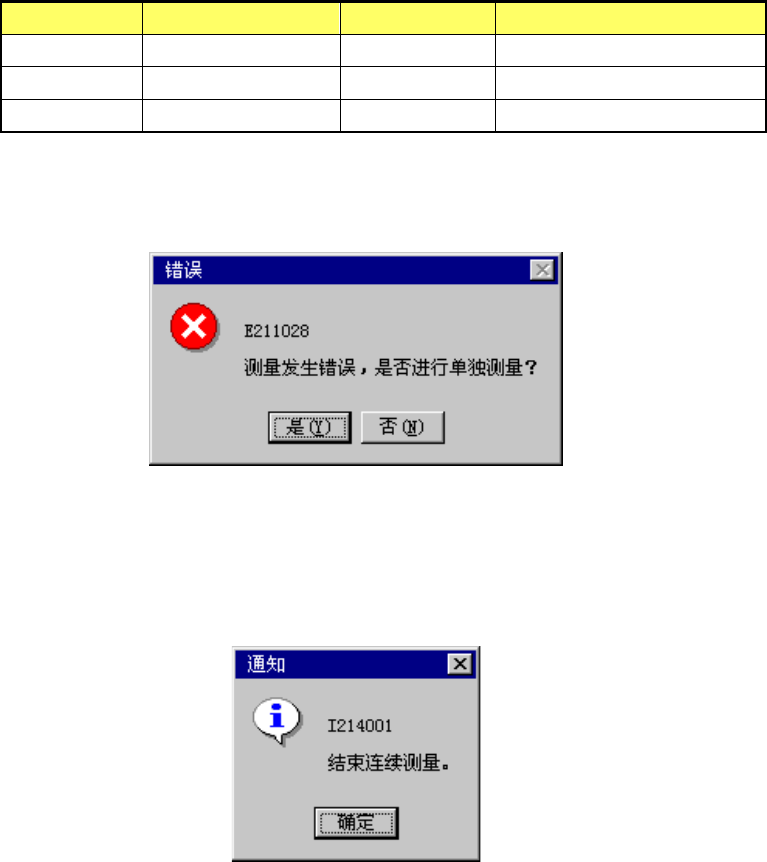
●测量结果
显示测量的结果的数值。
( )内表示原先元件数据的数值。没有执行测量的项目,显示****
●确定/下一个元件 (< START> 开关)
把测量结果作为有效数值保存到元件数据里。之后,对下一个元件进行测量。
●中止 ([ESC]) 键
测量结果视为无效,并中止连续测量,返回原连续测量条件设定画面。
6-85
第 6 章 编辑辅助功能
●单独测量 ([F7])键
切换为单独测量方式。
●
变幻线
“变幻线图(纹条图)”,是通过激光单元测量(SWEEP)取得的数据所显示的元件轮廓图。
●快捷键
在连续测量结果画面上,可以操作以下快捷键。
键盘
操作面板的开关
HOD 键
运行
- START - 确定之后测量下一个元件
ESC STOP - 中止连续测量。
F7 - - 切换为单独测量方式
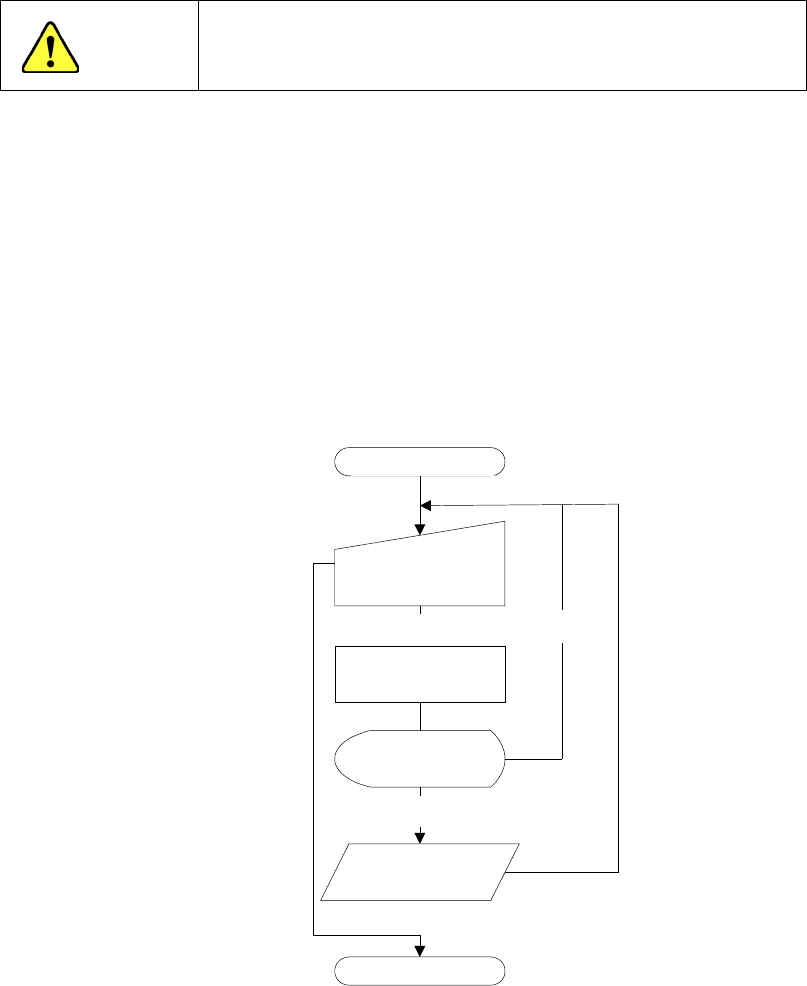
●测量时出错误
由于某种原因测量发生错误时,显示以下的对话框,请立即切换成单独测量方式。
图
6-5-24
连续测量出错误时的对话框
●连续测量结束
指定元件连续测量全部结束后,显示以下的对话框。
图
6-5-25
结束连续测量对话框
6-86
第 6 章 编辑辅助功能
6-5-4 检查
为避免发生人体损伤事故,在设备运行过程中,切勿将手伸入装
置内部,或将脸和头靠近装置。
速度确认功能是:进行模拟生产,确认运行中的 XYθ的偏差量。
6-5-4-1 速度确认
此项功能是通过模拟运行,检查元件吸取、识别、贴片时出现的 XYθ偏差量,以判定生产程序的
速度是否适当。
速度确认功能的概要如下图所示。
图
6-5-26
速度确认检查流程图
注意
速度確認開始
検査開始
条件設定
(ダイアログ)
速度確認検査
結果表示
(ダイアログ)
確定
生産プログラ
ムへ結果格納
終了
取消し
设置条件
(对话框)
取消
开始检查
速度确认检查
显示检查结果
(对话框)
确定
结果存入
生产程序
结束
确认速度开始
6-87