FX-2_使用说明书.pdf - 第401页
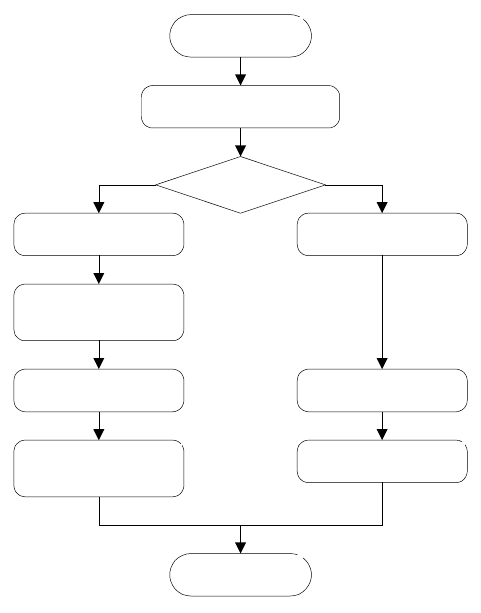
第 6 章 编辑辅助功能 6-7-3-4 跳转 请从数据库清单画面单击「跳转」 。 图 6-7-3-4-1 跳转 显示如下画面,请输入要跳转的元件数据的记录号。 图 6-7-3-4-2 设定跳转 目标 按 [ 是 ] 按钮即进行跳转。 6- 136
第 6 章 编辑辅助功能
6-7-3-2 查找下一个相应元件数据
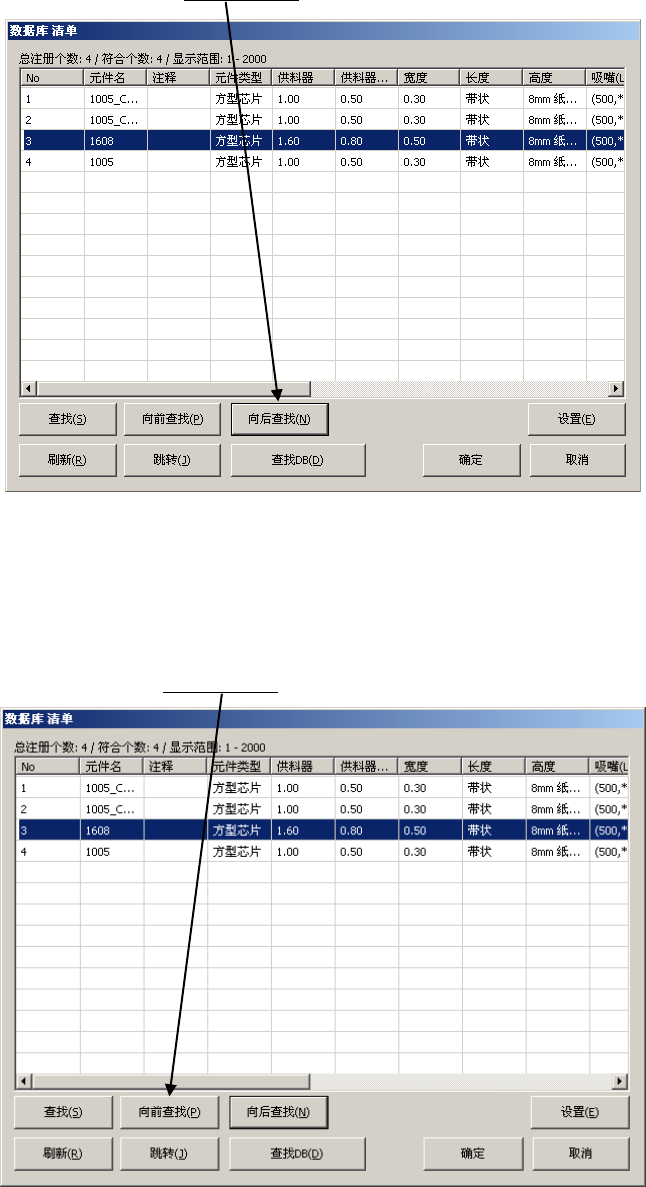
请从数据库清单画面,单击「向后查找」。
图
6-7-3-2-1
向后查找
显示符合查找条件的下一个元件数据。
6-7-3-3 查找前一个相应元件数据
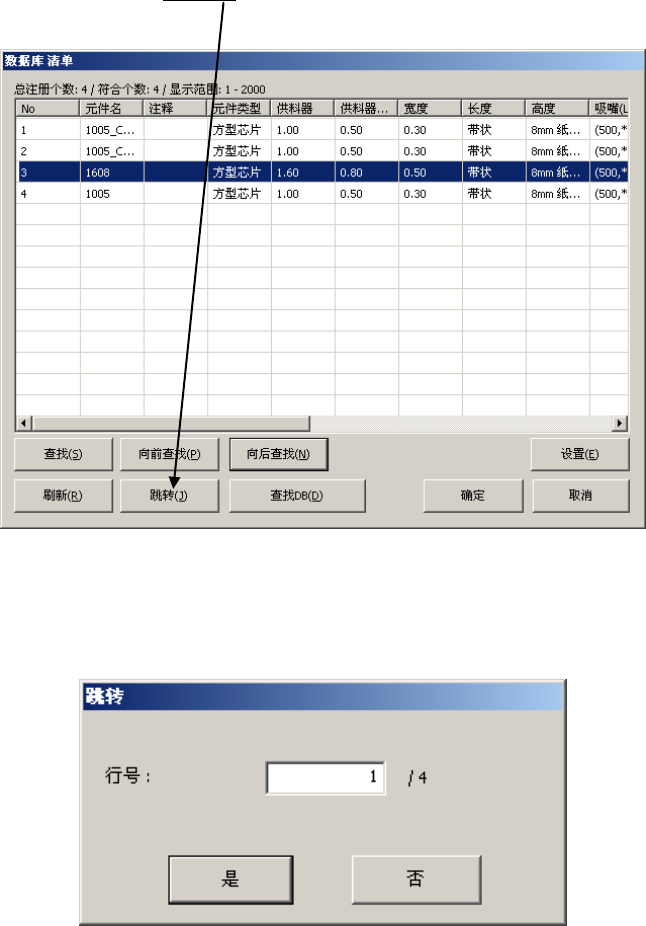
请从数据库清单画面单击「向前查找」。
图
6-7-3-3-1
向前查找
显示当前显示的元件数据之前的符合查找条件的元件数据。
6-135
第 6 章 编辑辅助功能
6-7-3-4 跳转
请从数据库清单画面单击「跳转」。
图
6-7-3-4-1
跳转
显示如下画面,请输入要跳转的元件数据的记录号。
图
6-7-3-4-2
设定跳转目标
按[是] 按钮即进行跳转。
6-136
第7章 生产准备
7
生产准备
7-1 生产准备操作流程
基板生产前需要进行的准备工作流程,示图如下。
搬送レール幅調整
基板固定方法
外形基準穴基準
ストッパ位置調整
センタリングピン
位置調整
サポートピン配置
基準ピン/従動ピン
位置設定
外形基準位置設定
開始
終了
サポートピン配置
ストッパ位置調整
图
7-1-1
生产准备流程图
7-2 基板的设置
基板的固定(定心)方法有使用 Y 钳夹马达(中央基板宽度调整马达)
*1
的外形基准和使用定心销
的销基准(选装项)两种。
下面,对使用「生产」的简易准备功能对话框[传送]→[个别控制]
*2
的设置方法
,加以说明。
*1 在销基准也可使用 Y 钳夹马达,但比起外形基准,移动量要小得多。
*2 生产的简易准备功能操作方法如下:
依次选择[生产]→[生产支援]菜单 →[简易准备]→[传送]选项卡→[个别控制] 按钮,操作
传送准备工作画面。有关个别控制的详细说明,请参见第 10 章 手动控制。
注意
: 启动[生产]时,需要读取生产程序。
开始
调整传送轨道宽度
孔基准
外形基准
调整挡块位置
调整挡块位置
调整定心销位置
配置支撑销
配置支撑销
设置基准针/
从动针
设置外形基准位置
退出
7-1