FX-2_使用说明书.pdf - 第403页
第 7 章 生产准备 7-3 传送部的构成 7-3-1 外形基准 1) 传入基板, IN 传感器①检测出基板后, 传送马达 ⑮ 驱动驱动轴⑩, 使传送带开始传送。 同时 打开停止挡块 ⑪ 。 2) 基板到达停止挡块 ⑪ 时,被 STOP 传感器④检测出来后,支撑台 ⑬ 上升,由 Y 钳夹马达夹住 基板外形,基板被安装在支撑台 ⑬ 的支撑销 ⑯固定 住 。 3) 固定后,与上述同,传入下一个基板,在等待传感器③位置上待命。 4) 基板生产…
第7章 生产准备
7
生产准备
7-1 生产准备操作流程
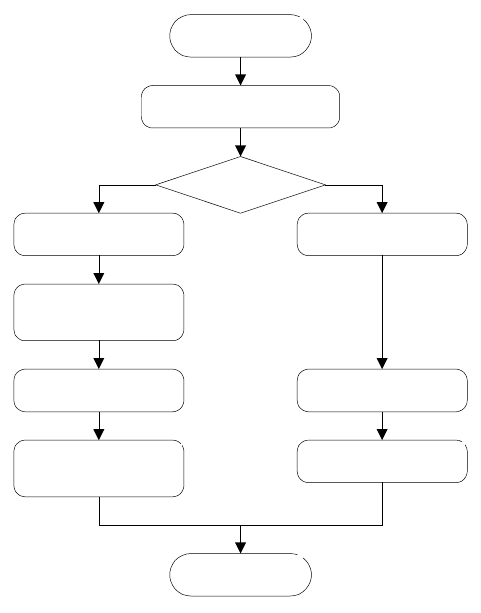
基板生产前需要进行的准备工作流程,示图如下。
搬送レール幅調整
基板固定方法
外形基準穴基準
ストッパ位置調整
センタリングピン
位置調整
サポートピン配置
基準ピン/従動ピン
位置設定
外形基準位置設定
開始
終了
サポートピン配置
ストッパ位置調整
图
7-1-1
生产准备流程图
7-2 基板的设置
基板的固定(定心)方法有使用 Y 钳夹马达(中央基板宽度调整马达)
*1
的外形基准和使用定心销
的销基准(选装项)两种。
下面,对使用「生产」的简易准备功能对话框[传送]→[个别控制]
*2
的设置方法
,加以说明。
*1 在销基准也可使用 Y 钳夹马达,但比起外形基准,移动量要小得多。
*2 生产的简易准备功能操作方法如下:
依次选择[生产]→[生产支援]菜单 →[简易准备]→[传送]选项卡→[个别控制] 按钮,操作
传送准备工作画面。有关个别控制的详细说明,请参见第 10 章 手动控制。
注意
: 启动[生产]时,需要读取生产程序。
开始
调整传送轨道宽度
孔基准
外形基准
调整挡块位置
调整挡块位置
调整定心销位置
配置支撑销
配置支撑销
设置基准针/
从动针
设置外形基准位置
退出
7-1
第7章 生产准备
7-3 传送部的构成
7-3-1 外形基准
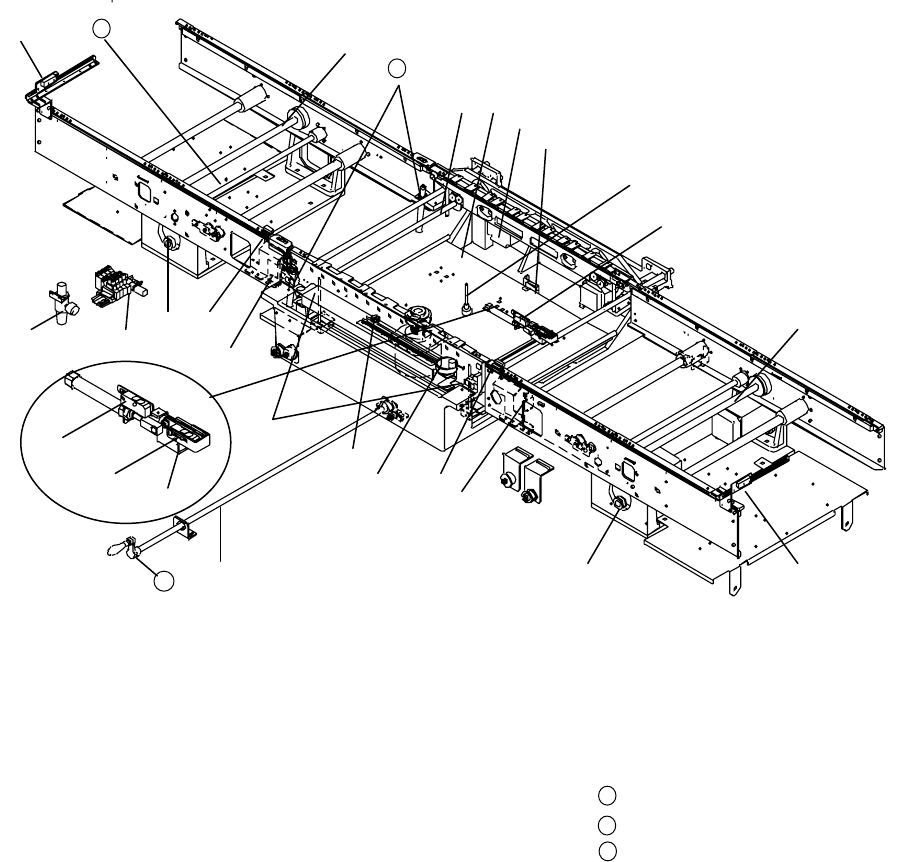
1) 传入基板,IN 传感器①检测出基板后,传送马达⑮驱动驱动轴⑩,使传送带开始传送。同时
打开停止挡块⑪。
2) 基板到达停止挡块⑪时,被 STOP 传感器④检测出来后,支撑台⑬上升,由 Y 钳夹马达夹住
基板外形,基板被安装在支撑台⑬的支撑销 ⑯固定
住。
3) 固定后,与上述同,传入下一个基板,在等待传感器③位置上待命。
4) 基板生产结束后释放基板,开始传出。
5) 上一个基板从 C-OUT 传感器⑤通过后,停止挡块⑪再打开,夹下一个基板。
7-3-2 销基准
传入动作和外形基准相同,但由安装在支撑台⑬上的定心销⑫、支撑销⑯来固定。传出动作也
和外形基准相同。
图
7-3-1
基板传送
① IN 传感器 ⑨ 传送电磁阀 ⑰ 减压阀
② OUT 传感器 ⑩ 驱动轴 ⑱ 调整柄
③ WAIT 传感器 ⑪ 停止挡块 ⑲ 调整停止挡块
④ STOP 传感器 ⑫ 定心销 ⑳ 杆轴
⑤ C-OUT 传感器 ⑬ 支撑台 手摇把
⑥ C-OUT2 传感器 ⑭ CENTER 马达 基板察觉挡销
⑦ 支撑台原点传感器 ⑮ IN/OUT 马达 PWB 检查传感器
⑧ 支撑销检测传感器 ⑯ 支撑销
⑦
⑯
⑩
⑨
②
⑧
⑤
⑥
⑰
⑱
21
①
③
④
⑪
⑪
⑫
⑬
⑭
⑲
⑳
⑧
⑩
⑩
⑬
⑮
⑮
21
22
22
23
23
7-2
第7章 生产准备
7-4 调整传送轨道宽度
7-4-1 手动调整(标准)时
本装置若未安装自动宽度调整(AWC,选购项),可打开生产程序文件进行中心传送带(Center
Buffer,“中心缓冲”、或“中心传送带”,下同)宽度的自动调整(但只限于中心传送带)。
现就如何操作 HOD 调整中心传送带宽度,以及如何调整传入传送带、传出传送带问题,说明如下。
7-4-1-1 步骤 1 中心传送带
使用 HOD 调整中心传送带的方法,可按照第 10 章手动控制的说明进行操作,现在,对下图的 [生
产]→[生产支援]→[简易准备]调整方法,进行说明。
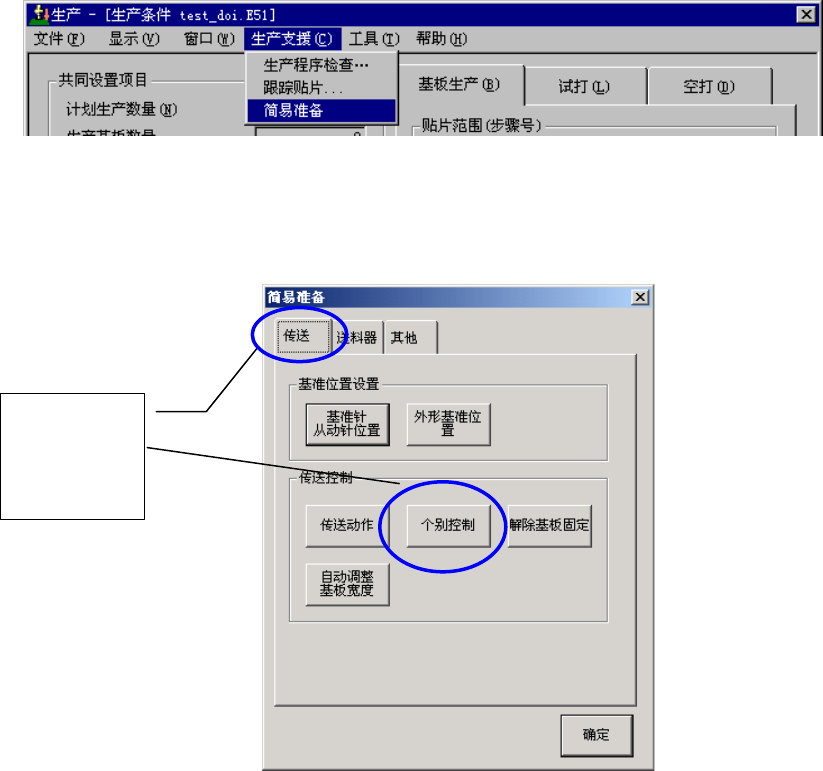
1. 启动[生产]。
2. 从菜单中选择[生产支援]→[简易准备]。
图
7-4-1
选择[简易准备]
3. 中心传送带的传送基准轨道宽度与传入、传出传送带的宽度不一致时,从简易准备画面
中选 [传送]→[个别控制] 。
图
7-4-2
选择个别控制
在[传送] 选项
卡 中选择[ 个
别控制] 按钮
7-3