FX-2_使用说明书.pdf - 第420页
第 8 章 生产 8 生产 8-1 概要 本设备可对应联机在线生产及离线生产。 ● 联机在线生 产时:全部生产线由 HLC * 或 IFS - NX* 统一控 制, 生产条件 由 HLC 或 IFS - NX* 发出指示。 操作面板的 <ONLINE> 亮灯。 ● 离线生产时:设备单独进行生产 。操作面板 的 <O NLINE > 熄 灯。 本章就离线生产进行说明。 * 有关使用 HLC (Host Line C…
第7章 生产准备
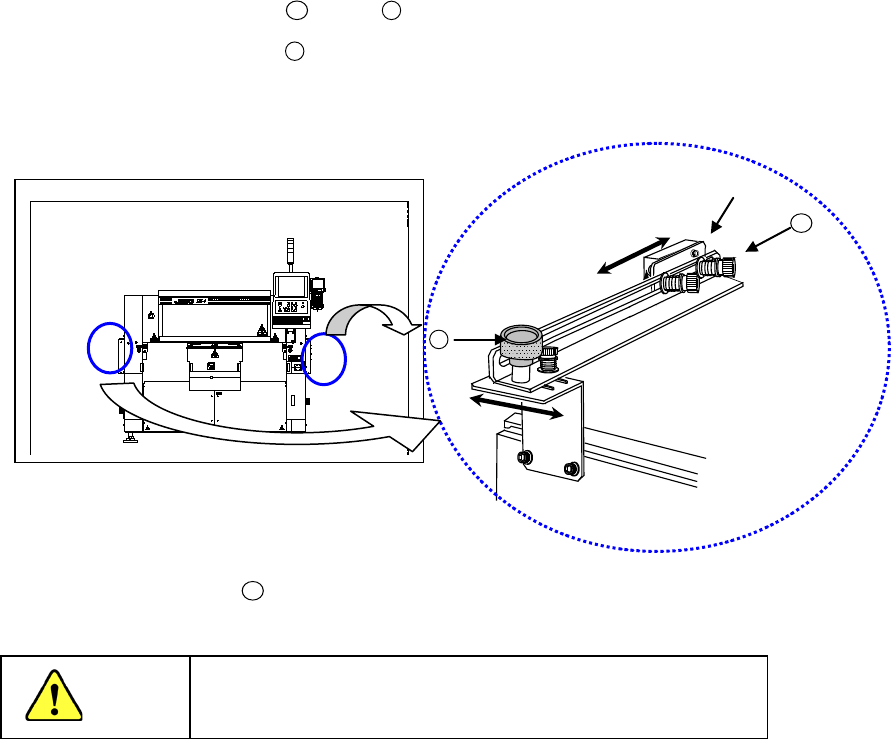
7-6-3 基板检测传感器
<变更位置的步骤>
①松开固定传感器支架
42
的锁钮
43
, 在长孔中沿 A 方向移动。
②调整后,再拧紧锁钮
43
。
③从手动控制的[传送],或编辑程序中的[传送],确认已在基板上设置妥当。
图
7-6-2
通过改变传感器支架
42
的安装,可以改变 IN 传感器①以及 OUT 传感器②的 B 方向检测
位置。
为避免造成故障,请勿调整传感器的电位器。
42
43
① ②
B
A
注意
7-18
第 8 章 生产
8
生产
8-1 概要
本设备可对应联机在线生产及离线生产。
● 联机在线生产时:全部生产线由HLC*或IFS-NX*统一控制,生产条件由HLC或IFS-NX*发出指示。
操作面板的<ONLINE>亮灯。
● 离线生产时:设备单独进行生产。操作面板的<ONLINE>熄灯。
本章就离线生产进行说明。
* 有关使用HLC (Host Line Computer)进行生产的详细说明,请参见『HLC使用说明书』。
* 有关使用IFS-NX (智能・供料器・系统)的生产,请参见IFS-NX使用说明书。
8-1
第 8 章 生产
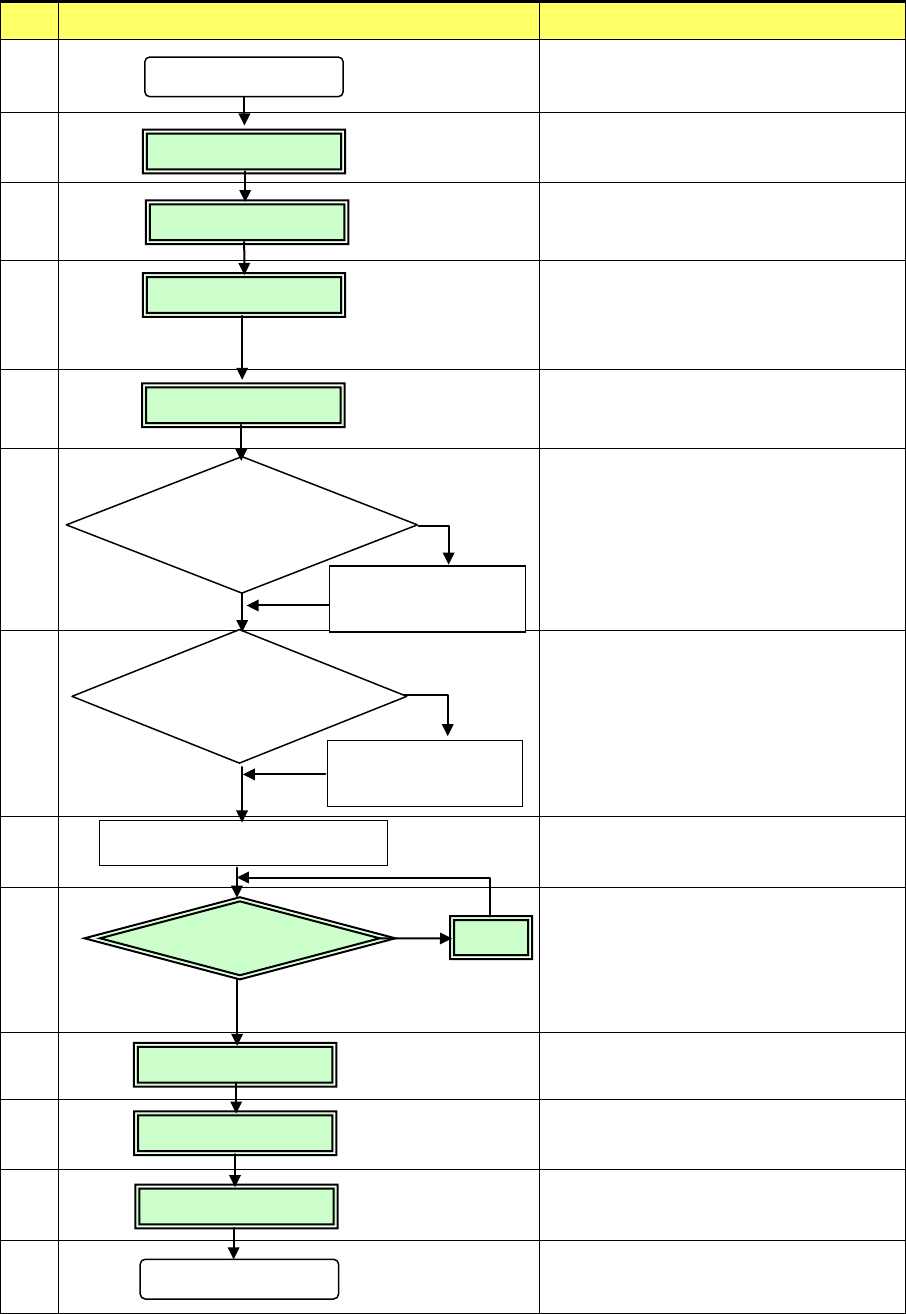
生产概略流程图如下:
No. 流程图 备注
1
进行日常检查, 确认主空气压力
(0.5MPa),检查 ATC 周围状况等。
2
3
实行前,确认设备内部是否有异物等。
4
在节假日过后或在寒冷地带使用前,需
要进行预热(预热 10 分钟左右)。
参见『第 11 章 预热』
5
6
在日常检查中或在设置基板、清扫吸
嘴、改变基准针位置后,如果改变了
机器的初始设置时,请重新进行“机
器设置”。
(参见『第 9 章 机器设置』)
7
参见『第 6 章 编辑辅助功能』
的数据库项目
8
9
出现贴片位置偏移、定心不准等未能
正常贴片的情况时,可在「编辑程序」
中进行修正。部分元件数据可在「生
产」画面中进行修正。
10
11
12
13
定期检查
(参见『第 16 章 维护』)
电源ON
设备检查
返回原点
预热
设置基板
机器设置状况
的变更
用「机器设置」
来设定变更部分
制作元件数据库
用「数据库」来制作
元件数据
贴片确认
有问题时
生产
退出生产
电源 OFF
无异常
必要时
必要时
不必时
不必时
修正
编辑、制作生产程序
日常检查
8-2