FX-2_使用说明书.pdf - 第472页
第 8 章 生产 8-53 解说:生产线速度机器速度的定义 (第 1 件) ( 机 器 速 度 ) (生产线速度) 生产中 开始 夹紧基板 释放基板 (开始搬入基板) (开始搬出基板) (第 2 件以后) (机器速度) ( 生 产 线 速 度 ) 生产中 释放基板 开始搬入基板 夹紧基板 释放基板 (开始搬出基板) ( 开 始 搬出基板) 注)第 1 件、第 2 件不是生产件数,而是生产开始、生产再开始后的件数。 ・ • 生产中断后生…
第 8 章 生产
显示项目
No.
项目
内容
1 生产线速度 显示生产每 1
张基板,从基板钳夹解除完毕到下一基板钳夹解
除完毕的平均时间。
2 机器速度 显示生产每 1
张基板,从基板钳夹完毕到钳夹解除为止的平均
时间。
3 总贴片率 显示机器整体的实际贴片率。
操作选项的“显示总贴片率和总吸取率”项未选中时,不显示。
4 总吸取率 显示机器整体的吸取率。
操作选项的“显示总贴片率和总吸取率”项未选中时,不显示。
5 生产状态 显示当前的生产状态(左右各贴片头)
详细说明请参见生产状态画面的生产状态项目。
6 送料器台架状态 显示不间断生产中的送料器台架状态。
详细说明请参见生产设备状态画面显示的各设备状态项目。
7 吸取位置 显示正在吸取元件、或正在向吸取位置移动。
8 元件吸取后 显示左右贴片头吸取元件后当时的真空水平。
9 元件贴片前 显示左右贴片头贴装元件前当时的真空水平。
10 安装吸嘴时(无元件) 显示左右贴片头安装吸嘴(无元件)当时的真空水平。
11 元件吸取时(元件数据) 显示左右贴片头吸取元件(元件数据) 当时的真空水平。
12 吸取后临界值 显示左右贴片头吸取元件后当时的临界值。
13 贴片前临界值 显示左右贴片头贴装元件前当时的临界值。
14 真空错误的判定结果(吸
取后)
显示左右贴片头吸取元件后当时的临界值与当时的真空水平
比较的判定结果。
15
真空错误的判定结果(贴
片前)
显示左右贴片头贴装元件前当时的临界值与当时的真空水平
比较的判定结果。
要清除[总贴片率]和[总吸取率]时,请选择菜单栏的[窗口]→[生产管理信息]→[清除]。
在重新读取别的生产程序文件时,[速度]、[总贴片率]、[总吸取率]即被清除。
●速度(节拍) :在生产运行中、空运行模式中都显示速度。空运行模式中显示上一次生产时的速
度(节拍)。
●真空水平 :仅在生产运行中显示。
●送料器台架状态:在不间断生产运行时显示。
8-52
第 8 章 生产
8-53
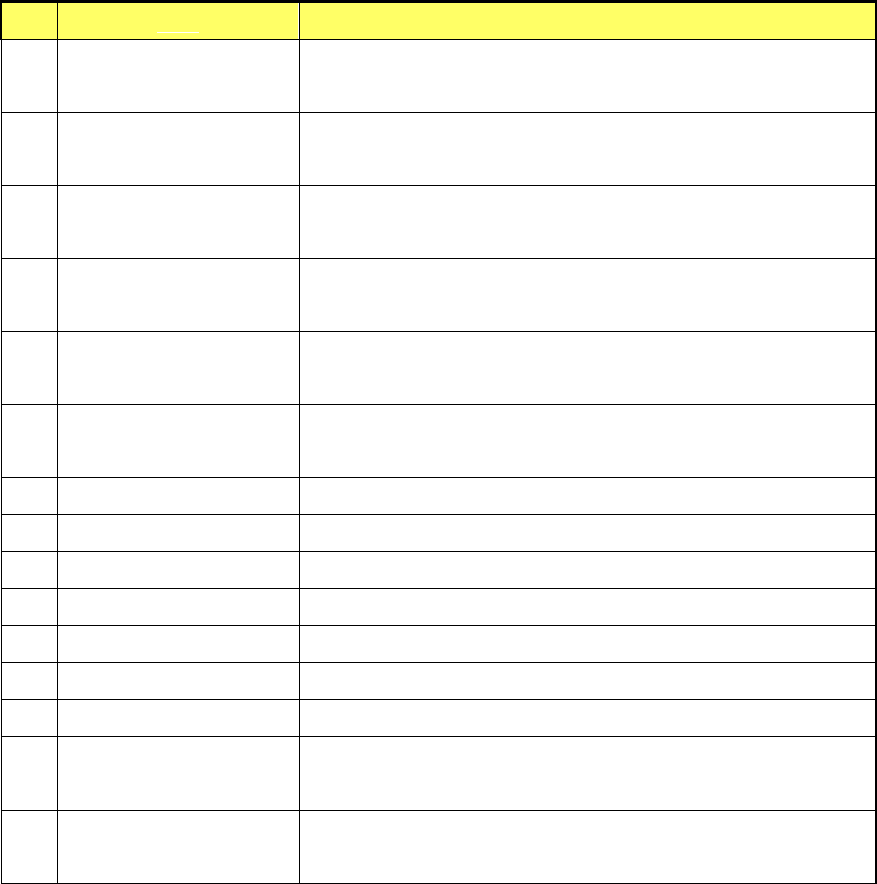
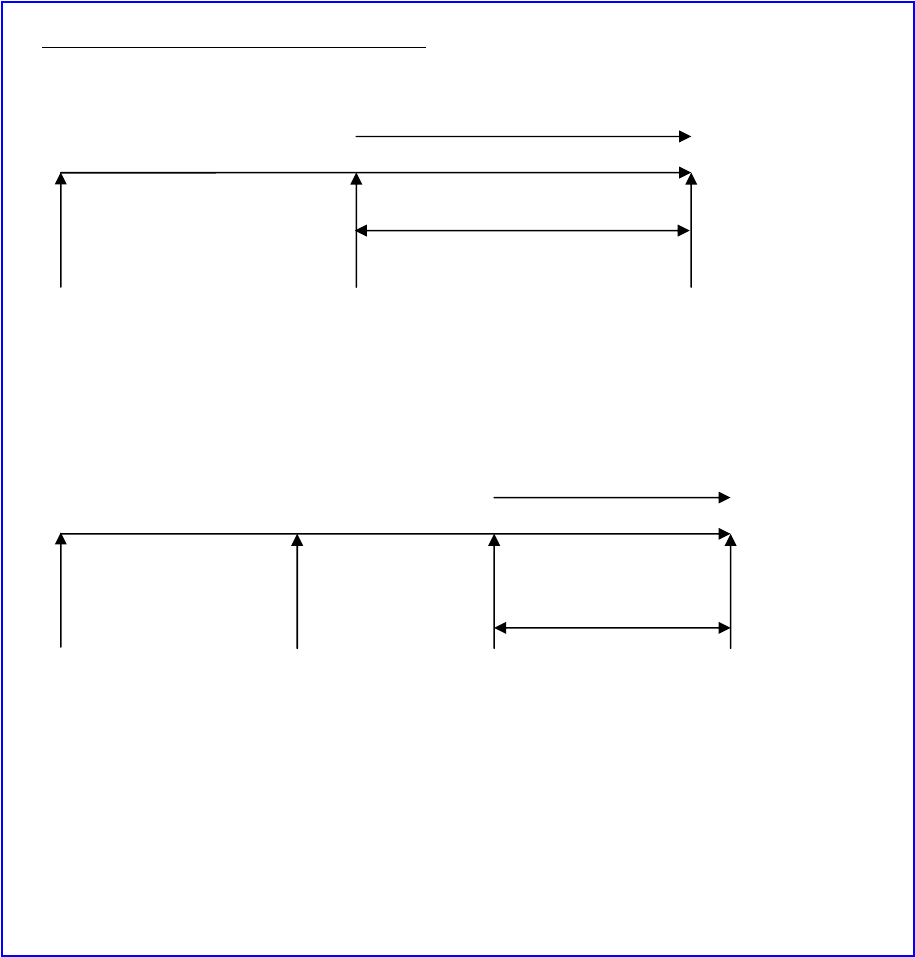
解说:生产线速度机器速度的定义
(第 1 件)
(机器速度)
(生产线速度)
生产中
开始 夹紧基板 释放基板
(开始搬入基板) (开始搬出基板)
(第 2 件以后)
(机器速度)
(生产线速度)
生产中
释放基板 开始搬入基板 夹紧基板 释放基板
(开始搬出基板) (开始搬出基板)
注)第 1 件、第 2 件不是生产件数,而是生产开始、生产再开始后的件数。
・
•
生产中断后生产再开始(继续生产 再开始生产)
生产开始件数的第 1 件为机器速度、生产线速度。
・ 基板搬出时的错误
在第 1 件生产结束搬出中发生错误时,第 2 件的生产速度为:[释放基板~贴片~释放基板],即要
把搬出错误时的时间加算到第 2 件里。
第 8 章 生产
8-4 生产时的各种处理
8-4-1 发生无元件
在吸取元件的过程中,发生重试次数超出限制时,作为无元件进行处理。
发生无元件时,在 JUKI 标准设定的情况下闪烁黄色信号灯。
8-4-1-1 继续处理
无元件时,对其它能够贴片的部分进行贴片。如果有代替送料器,则从下一吸取贴片循环开
始使用代替送料器(但是,在操作选项[生产(暂停)]选项卡中,如果选中[无元件供给
时暂停]选项,则此时暂停后,显示对话框,等待用户输入)。
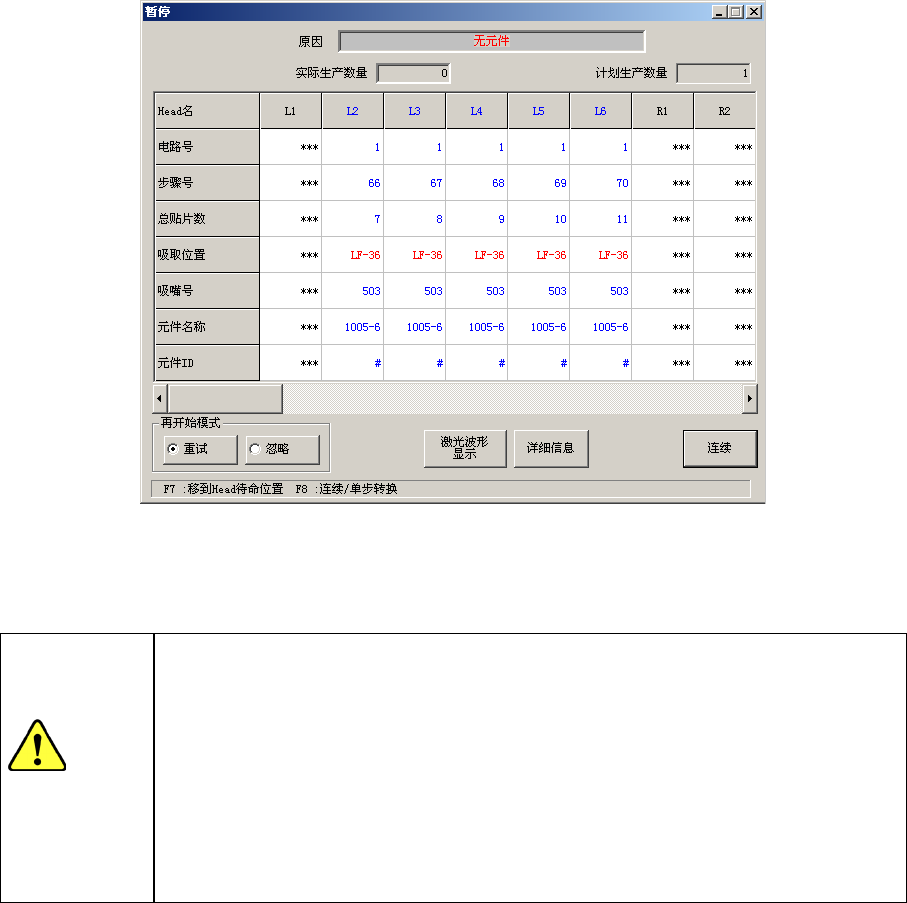
在操作选项[生产(暂停)]选项卡中,选中[无元件供给时暂停]时,显示如下对话框。
图
8-4-1
无元件对话框
按<START>开关,开始生产。
按<STOP>开关,显示[停止]对话框,停止生产。
按下<START>开关后,贴片头立即移动,开始生产。
为避免伤害人身,设备运行过程中切勿将手放入设备内部,也不要将脸和头部靠
近设备。
在按<START>开关前,务必确认无人在进行装置内部的作业。
在按<START>开关前,请确认设备的运行不会给设备附近的人造成危害。
在按<START>开关前,请确认没有安装、或放置会妨碍设备内部各项运行的物体
(调整工具等)。
注意
8-54