FX-2_使用说明书.pdf - 第492页
第 8 章 生产 8-4- 10 -3 开始继续生产时的询问对话框 在[基板生产条件]对话框中,改变 [ 顺序 ] (输入顺序 / 优化顺序)继续生产时,将显示 如下提示。 图 8-4- 24 开始继续生产时的询问对话框 8-73
第 8 章 生产
8-4-10-2 开始继续生产时的跟踪贴片
根据前次异常结束时的状态,有时会出现再开始的贴片点在前次贴片结束时已被贴片的情况。
对于该贴片点是否完成贴片,可以通过跟踪贴片进行确认。
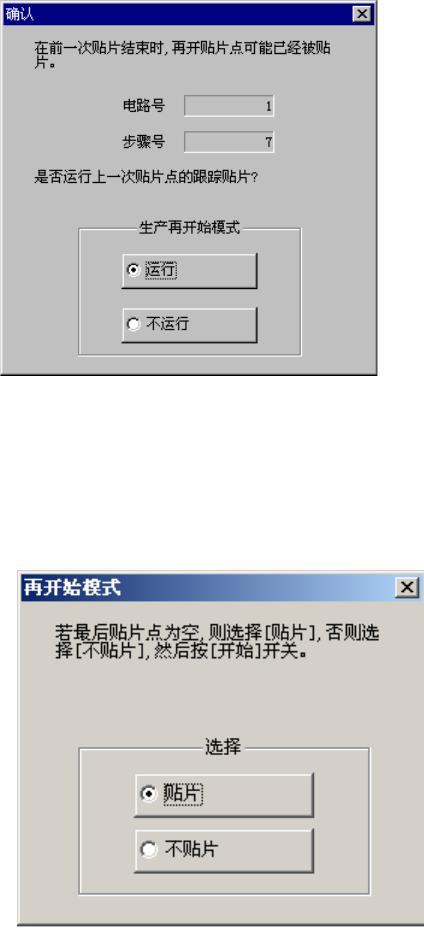
当生产开始完成基板钳夹后,显示如下对话框时,可选择执行贴片跟踪。
图
8-4-22
贴片跟踪确认对话框
选择[运行],按<START>开关后,执行跟踪贴片。跟踪贴片时,请用目视确认该最后贴片点
后面的贴片点是否已完成贴片。
选择[不运行],按<START>开关后,不执行贴片跟踪,开始继续生产。
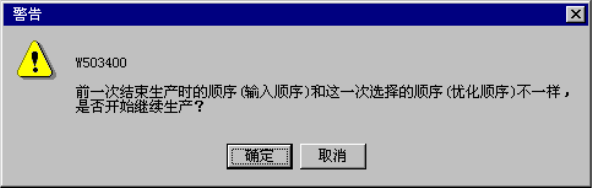
贴片跟踪结束后,显示如下对话框。
图
8-4-23
贴片再开始模式对话框
如执行贴片跟踪的位置未完成贴片时,可以选择[贴片];如已经贴片时,选择[不贴片],
按<START>开关,开始继续生产。
8-72
第 8 章 生产
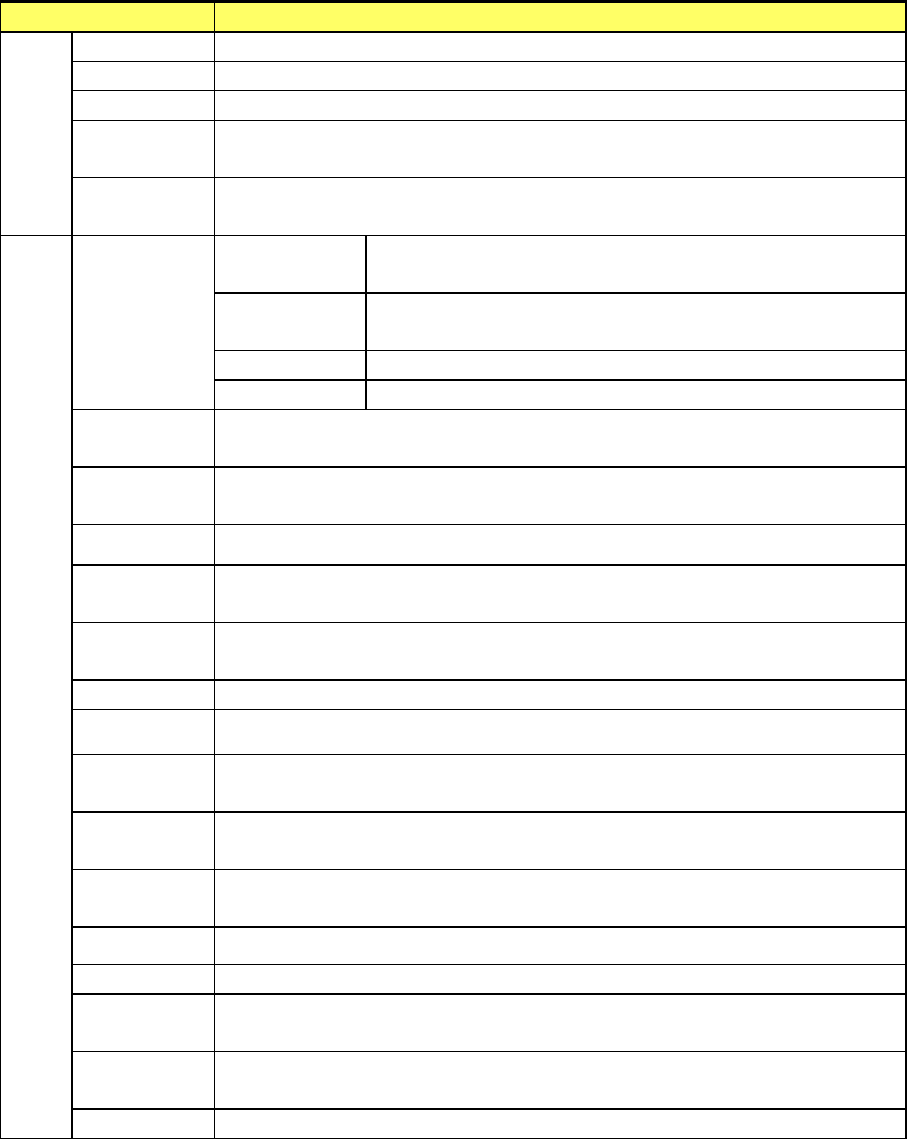
8-4-10-3 开始继续生产时的询问对话框
在[基板生产条件]对话框中,改变[顺序](输入顺序/优化顺序)继续生产时,将显示
如下提示。
图
8-4-24
开始继续生产时的询问对话框
8-73
第 8 章 生产
8-4-11 开始生产时的检查
8-4-11-1 检查项目
按<START>开关开始生产时,确认以下项目,判断是否可以开始生产。
如判断为不可开始生产时,显示为错误。
表
8-4-1
生产开始时的检查项目
检查项目
检查内容
硬件 定原点 是否进行了返回原点。如果没有进行返回原点,则不能正常运行。
伺服机构 伺服机构是否为 ON。如果伺服为 OFF,则无法正常运行。
空气 确认气压是否降低。如果气压降低,则无法正常运行。
送料器台架
送料器台架是否上升。如果送料器台下降,则无法安装元件(左右前、左右后
所有台架下降时)。
送料器浮动
送料器安装是否正确。如果在送料器浮动的状态下开始运行,则有可能撞到贴
片头。
生产
程序
完成 基板数据 检查基板数据的完成状况。
检查 BOC 标记的识别示教完成状况。
贴片数据 检查各贴片数据的完成状况(除去忽略部分)
检查基准领域标记的识别示教完成状况。
元件数据 检查贴片数据参见用的元件数据的完成状况。
吸取数据 检查贴片数据参见用的吸取数据的完成状况。
MS 参数统一
检查机器的设定和生产程序中的基板数据的基板基准面、基板传送方向、基板
定位方式是否一致。如果不一致,则无法正常进行贴片。
贴片坐标 按输入顺序进行贴片时,以软件限位来检查贴片头是否在可移动范围内(X 方
向 )。
吸取坐标 按输入顺序进行贴片时,以软件限位来检查贴片头是否在可移动范围内。
与自动计算之
间的偏差
根据自动计算结果,检查吸取坐标是否被变更到规定值以上。
电路配置(角
度)的一致性
当 BOC 标记的种类为圆、线圆、或 2 值以外时,检查非矩阵电路板的电路旋转
角度是否以 90°为单位。
元件废弃 检查元件废弃指定(元件数据)的使用状态。
吸嘴个数 检查是否已备齐生产所需的吸嘴数。
贴片头 检查贴片头的使用/
未使用状态。把贴片头设定为“未(不)使用”,或所有贴
片头设定为“未(不)使用”时,不能进行正确的贴片。
坏板标记
读入器
检查是否把坏板标记读入器设定为“不使用”,而又要进行坏板标记检测。
基准针单元
检查是否把基准针单元设定为“未(不)使用”,但又选中了基板数据的孔基
准。
定位孔基准
检查设置了使用外形基准时,是否在基板数据中选择了定位孔基准。
芯片站立 检查设置了不执行芯片站立检测,而又要执行芯片站立检测。
模板匹配
检查在设置了不执行模板匹配检查的情况下,是否存在要使用用户定义模板的
标记。
异类元件检测
检查在设置了不执行异类元件检测的情况下,是否存在要进行异类元件检测的
元件。
不间断运行 检查主送料器台架一侧的送料器,是否在从属台架一侧也有。
8-74